Metal Additive Manufacturing is published on a quarterly basis as either a free digital publication or via a paid print subscription. The annual print subscription charge for four issues is £150.00 including shipping. Rates in € and US$ are available on application.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of products or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced, modified or extracted in any form or by any means without prior permission of the publisher and copyright owner.
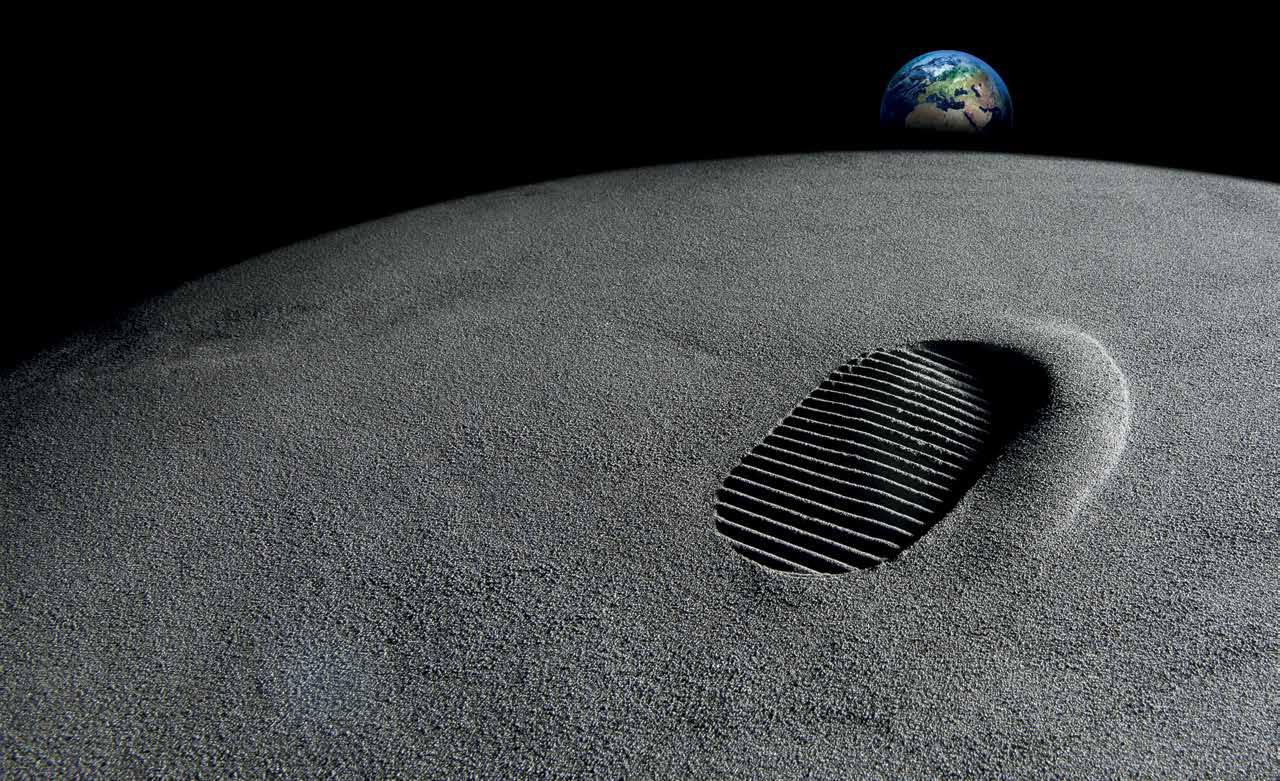
Ten years ago, Formnext opened its doors for the first time, Metal AM magazine published its inaugural issue, and Apple introduced its first watch. A decade on, the growth of Formnext and Metal AM reflect the development of the industry as a whole, as does Apple’s shift to Additive Manufacturing for its new titanium watch case, a milestone we are delighted to celebrate on the cover of this issue of Metal AM magazine.
It hasn’t been a straightforward journey. Over that time, AM machine technology, materials, post-processing, and quality assurance have all matured, while end-user understanding of how to apply AM has advanced steadily, if sometimes slowly. The result is real, repeatable production that is transforming product design and supply chains, as well as driving new levels of performance and sustainability.
Additive Manufacturing has already achieved major success in the aerospace and medical sectors, but Apple’s adoption of the technology will inevitably accelerate its use in consumer electronics worldwide.
As Metal AM magazine celebrates its tenth year, we extend our appreciation to the community that made such progress possible: the engineers, operators, researchers, decisionmakers, and ultimately end-users who turned ‘promising’ into ‘proven’.
For those who are just discovering the technology, we invite you to join us. As the international publication for the metal AM industry we are committed to informing and championing the industry. Sign up for our twice-weekly newsletter and join our global community of over 40,000 professionals on LinkedIn for the latest developments, applications, and insights.
If 2015 was the start, 2025 is the inflection point. Let’s shape the next decade together.
Nick Williams Managing Director
Cover image Apple Watch Ultra 3, produced in titanium by metal Additive Manufacturing (Courtesy Apple)
A NEW POWER RISES IN EVERY BUILD
Don’t miss our launch at Formnext Booth D41, Hall 11 and discover how you can boost your metal productivity to the next level.
Coming soon at Formnext
143 Doing more with less: Domin’s evidence-based path to Additive Manufacturing success using maraging steel
Additive Manufacturing’s promise isn’t in ‘printing everything’ – it is in knowing exactly where to apply the technology. At Domin, a UK manufacturer of motion control products, CEO Marcus Pont’s team uses the technology sparingly yet decisively, exploiting AM-enabled innovations and its potential to deliver complex internal geometries. The twist? A focus on steel. Too often overlooked for titanium or aluminium, maraging steel underpins robust, precise, and efficient hydraulic products.
Martin McMahon explores the disciplined use of AM as powerful tool: performance first, costs controlled, and selectively delivering impact at scale. >>>
157 Beyond the ‘digital warehouse’: What’s really driving the Additive Manufacturing of spare parts in 2025
The notion of a digital warehouse encapsulates the potential of cloud-based digital twins, produced locally and on demand by Additive Manufacturing. This approach promises increased efficiency, sustainability, and resilience against trade barriers and logistical disruptions. In the Winter 2021 edition of Metal AM, an initial survey established a baseline of practice in digital spare parts.
In this article, Joseph Kowen revisits that foundation, analysing subsequent developments, persistent challenges, and the evolving industrial and geopolitical factors influencing the adoption of additively manufactured spare parts. >>>
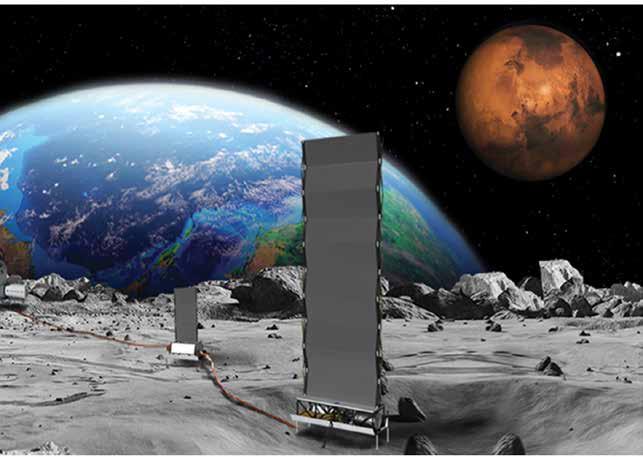
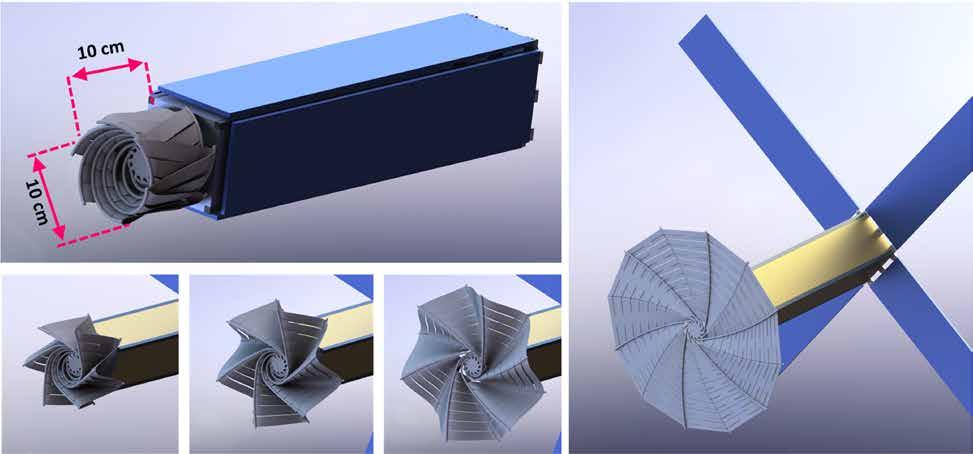
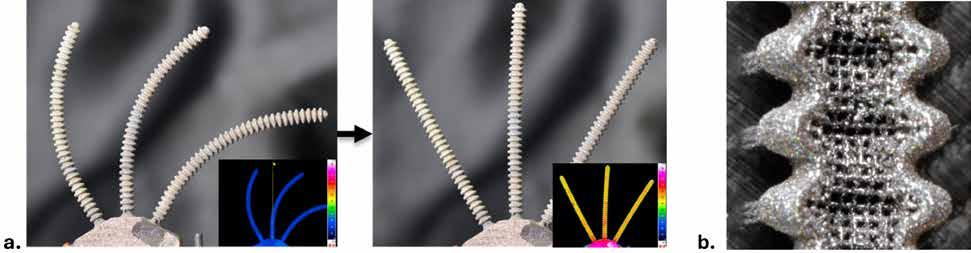
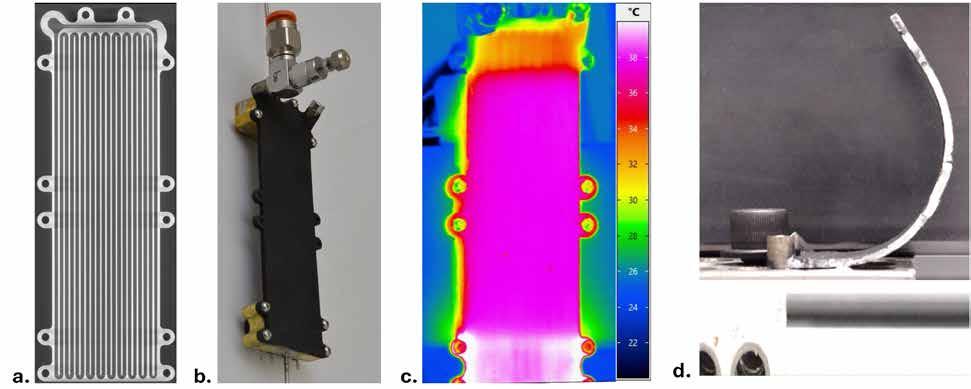
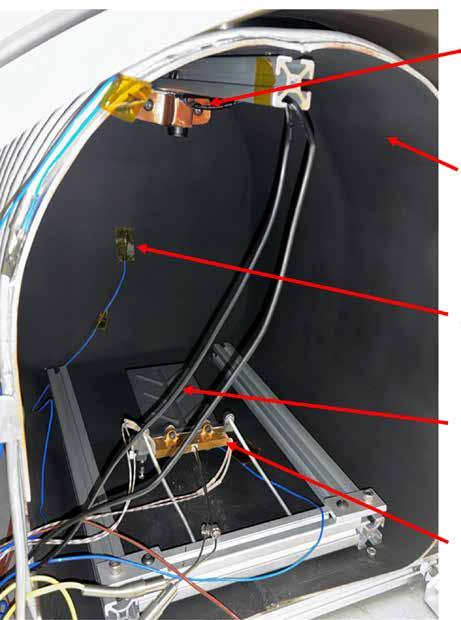
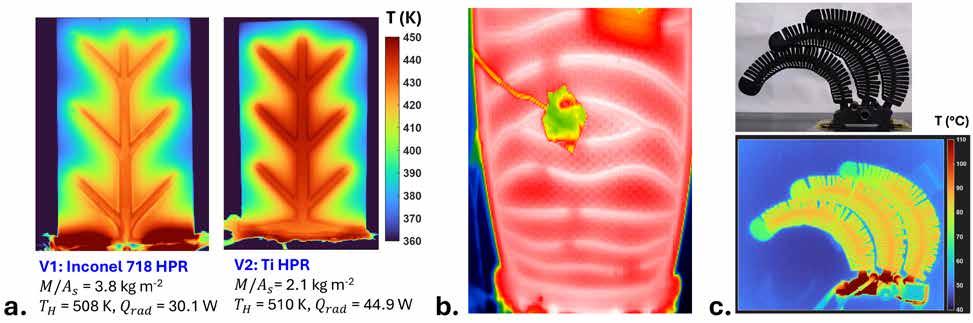
169 Additive Manufacturing for spacecraft thermal management: Heat pipes, radiators, and the role of Shape Memory Alloys
As space missions push towards 100 kW nuclear fission systems and megawattclass propulsion, thermal management is becoming a critical bottleneck. Backed by NASA programmes and working with 3D Systems, researchers at Penn State and Arizona State universities are leveraging metal AM to develop titanium radiator panels with integral heat pipes and NiTi components for self-deploying systems. Tests under simulated orbital conditions showed more than 50% performance gains, proving AM’s potential to cut mass and boost efficiency in spacecraft cooling. >>>
183 Additive Manufacturing at Plansee Seminar 2025: The rise of refractory metals and hard materials
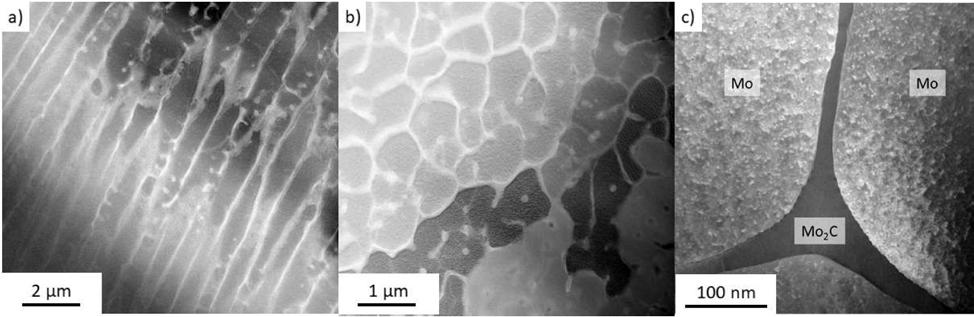
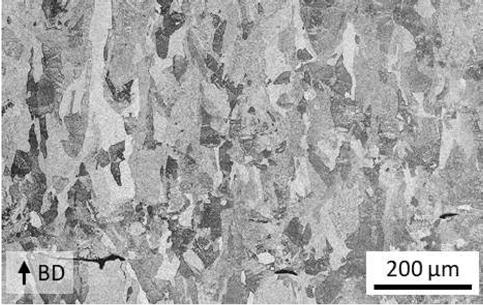
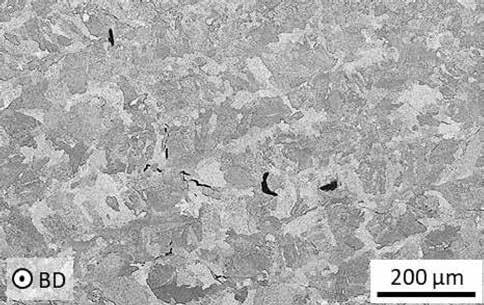
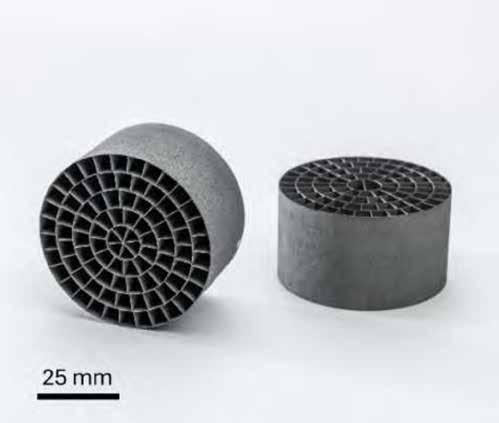
At the 21 st Plansee Seminar, it became clear that Additive Manufacturing has firmly established itself within the refractory metals and hard materials community. Presentations covered the full process spectrum – from powder handling and melt pool modelling to in-situ control and postprocessing – with results directly relevant to industrial adoption. As Bernard North reports, work on molybdenum, tungsten, rhenium and niobium highlighted practical paths toward dense, reliable components for energy, aerospace and nuclear fusion technologies, marking a decisive step from laboratory feasibility to engineered applications. >>>
OUR READERS YOUR AUDIENCE BE VISIBLE
Metal AM magazine is the only publication exclusively dedicated to covering the world of metal Additive Manufacturing. Our mission is simple: to be the leading source of knowledge for industry professionals while actively championing the adoption of metal AM technology globally.
Advertising with Metal AM is more than exposure; it is a strategic partnership that elevates your brand’s visibility and authority within the complex and multifaceted metal AM industry. Together, we can shape the conversation and accelerate the global adoption of metal Additive Manufacturing.
40,000+ metal AM professionals can’t be wrong Follow Metal Additive Manufacturing magazine on LinkedIn
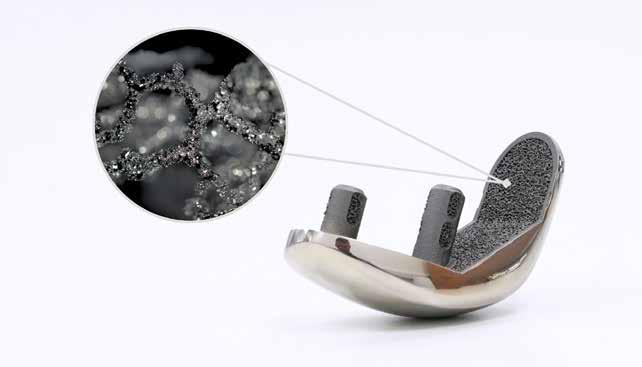
203 Tantalum without limits:
Additive Manufacturing unlocks new medical and industrial applications
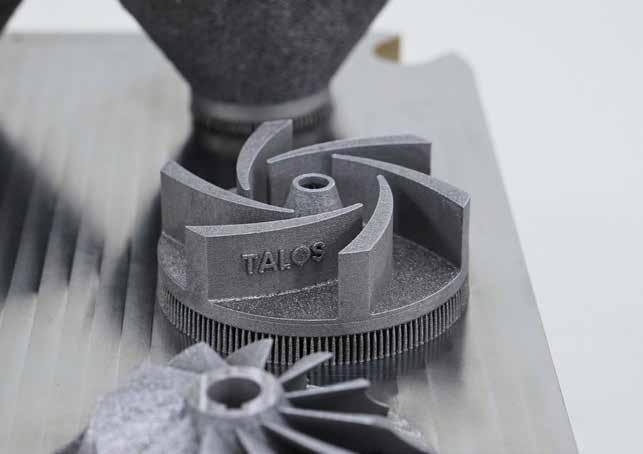
Tantalum offers a valuable combination of corrosion resistance, high melting point, and biocompatibility, but conventional processing is material - intensive and slow.
Croom Medical, in partnership with Global Advanced Metals (GAM), has developed TALOS, a PBF - LB platform for pure tantalum that targets repeatable production with controlled powder quality and closed - loop reuse.
This article reviews the manufacturing approach, early mechanical results relative to wrought, and practical design options such as porous lattices, internal channels, and titanium-tantalum hybrids, with implications for cost, supply, and performance in medical and industrial markets. >>>
211 From specification to standard: SAE’s role in aerospace and Additive Manufacturing
To mark the tenth anniversary of SAE International’s Additive Manufacturing standards committee (AMS AM), Bill Bihlman, Committee Member of SAE AMS AM and Programme Director for Composites at Fraunhofer USA, traces the evolution of aerospace material standards and the role of consensus-based frameworks in supporting industrial-scale AM adoption.
From the early AMS documents of the 1930s to today’s challenges in certification, supply chain alignment, and MRO integration, the article highlights how SAE’s approach to standardisation continues to support maturing AM processes across diverse aerospace applications. >>>
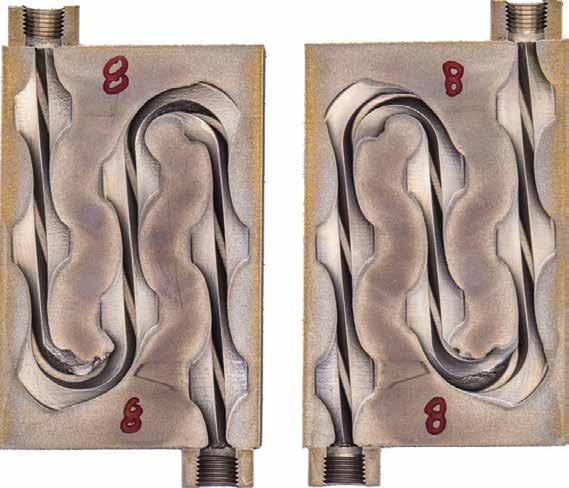
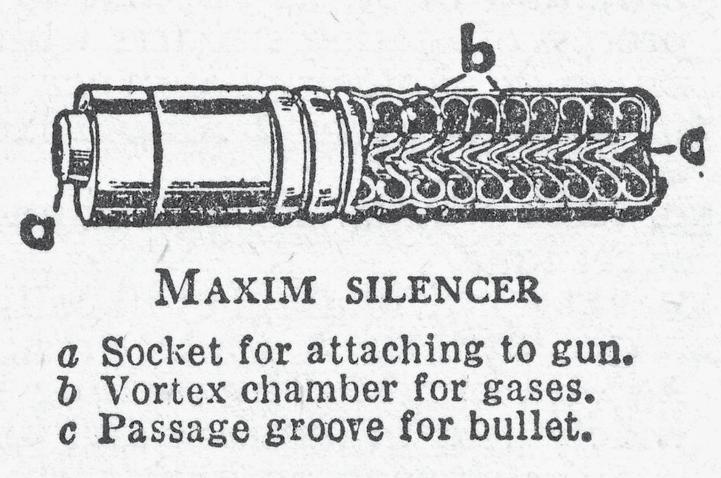
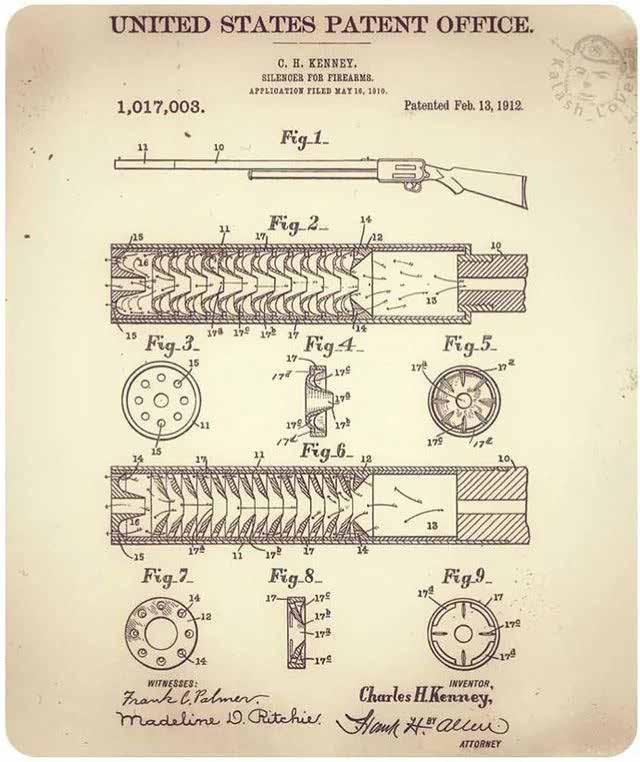
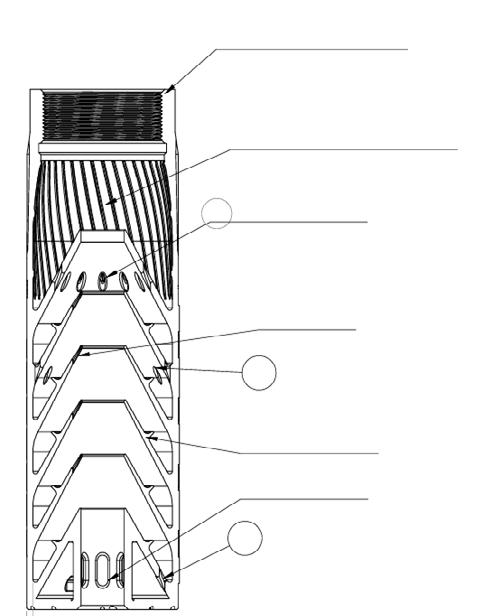
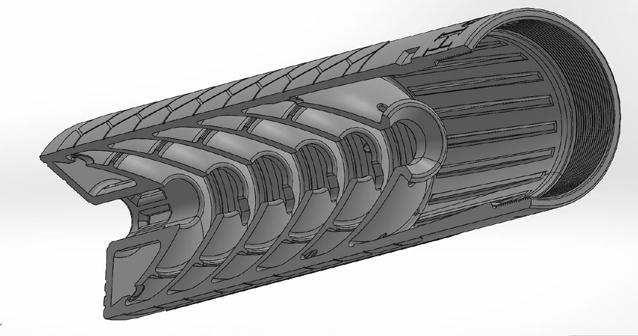
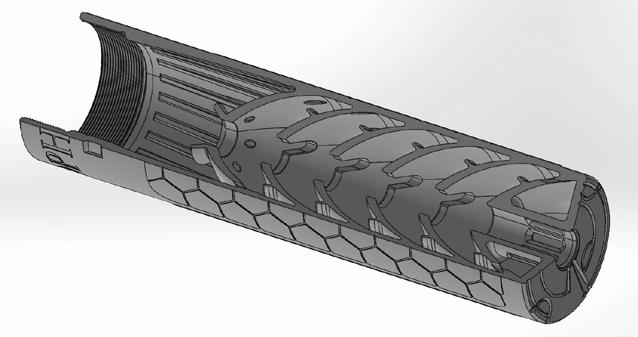
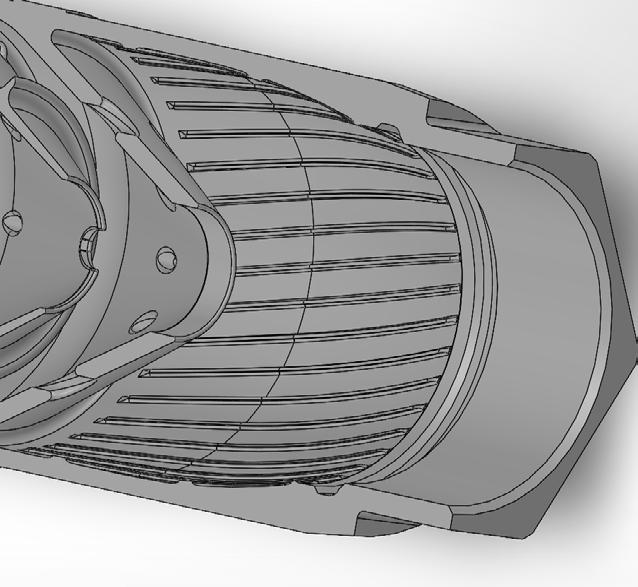
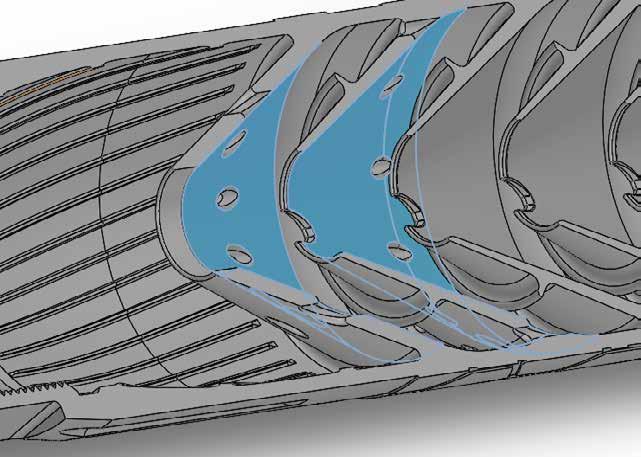
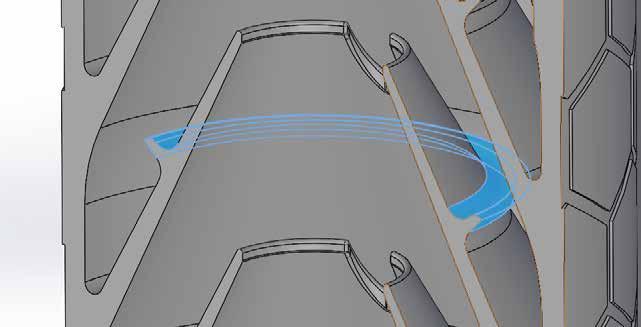
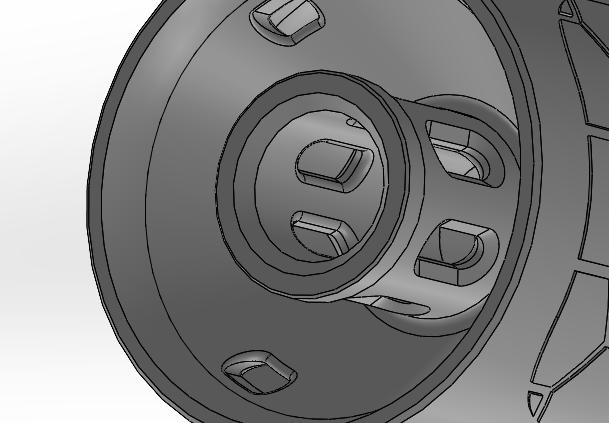
217 Transforming suppressor engineering with metal Additive Manufacturing
Metal Additive Manufacturing is reshaping suppressor production. Where conventional designs demanded dozens of machined parts, AM enables monolithic builds with optimised gas pathways, reduced weight, and minimal waste. This shift not only simplifies manufacturing, but also enhances reliability by eliminating tolerance stack issues.
As James Patterson explains, a century after Hiram Percy Maxim’s original silencer, the technology he pioneered is being redefined through AM, offering new levels of performance, efficiency, and design freedom in suppressor engineering. >>>
Regular features...
Industry news >>>
227 Events guide >>>
230 Advertisers’ index & buyer’s guide
Our advertisers’ index serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment.
In the digital edition of Metal AM magazine, available at www.metal-am.com, simply click on a company name to view its advert, or on the weblink to go directly to its website. >>>
Osprey® MAR 55 – bridging the gap between strength and weldability
Discover our latest and highly versatile tool steel powder Osprey® MAR 55. This new alloy bridges the gap between maraging steels and tool steels. With Osprey® MAR 55 you no longer have to choose between good weldability of carbon-free maraging steels and the strength and high wear resistance of carbon bearing steels. Also, Osprey® MAR 55 gives you good mechanical properties and wear resistance already in the as-built condition.
Learn more and explore how Osprey® MAR 55 creates opportunities for your business.
Industry news
To submit news please contact Paul Whittaker, Group News Editor: paul@inovar-communications.com
Apple brings metal Additive Manufacturing into the mainstream
On September 9, 2025, Apple announced that it is using parts produced by metal Additive Manufacturing in three of its new products: Apple Watch Series 11, Apple Watch Ultra 3, and the new iPhone Air. This is the first time that Apple has officially confirmed its use of metal Additive Manufacturing.
The company stated that the titanium cases of both watch series, as well as the titanium USB-C port housing in the new iPhone Air, are produced using AM.
Apple’s public highlighting of Additive Manufacturing at its launch event marks a significant milestone for the industry and can be interpreted as an acknowledgement of the technology’s ability to deliver high volumes of extremely complex components. It also reflects Apple’s confidence in a supply chain of equipment, materials, and component manufacturers with the expertise, capacity, and flexibility to meet significant demand.
While the specific metal Additive Manufacturing processes used have yet to be confirmed, Laser Beam Powder Bed Fusion (PBF-LB) and Binder Jetting (BJT) are considered to be the most likely candidates. However, several other metal AM processes are capable of manufacturing these components.
The iPhone Air USB-C port Apple stated that its new AM titanium USB-C housing for the iPhone Air is thinner and stronger than previous versions, while using 33% less material than alternative production processes.
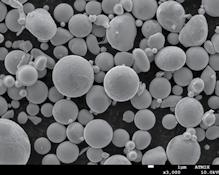
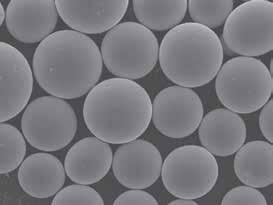
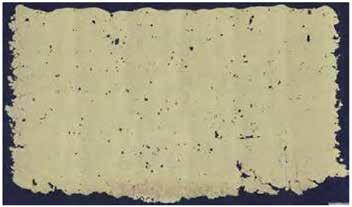
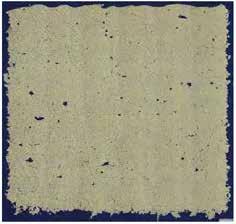
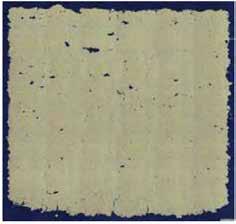
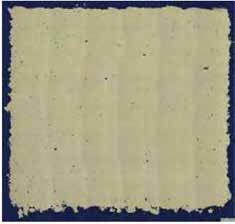
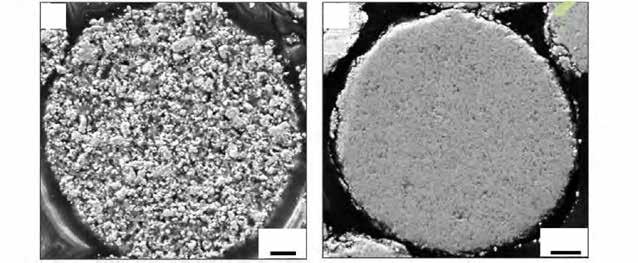
A teardown report by iFixit of the iPhone Air shows the metal additively manufactured USB-C connector housing (Fig. 2, top), which, according to the report, weighs less than 2 g. Microscopy images of the surface
(top down), before and after polishing can be seen in Fig. 3. Apple has significant experience in manufacturing small, precision charging port components using metal powderbased processes, with its Lightning connector, in production from 2012 to 2024, being manufactured by Metal Injection Moulding (MIM). Over this period, hundreds of millions of MIM parts were manufactured.
2
new USB-C housing can be seen in the centre of the image (Courtesy www.ifixit.com | https://bit.ly/47n31mQ)
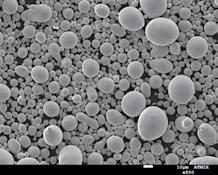
Fig. 3 The left image shows surface texture of the housing, while the right image shows the polished surface (top down)
Fig.
Apple’s
Fig. 4 Apple Watch Ultra 3’s additively manufactured titanium cases with ‘natural’ finishes (Courtesy Apple)
Fig. 5 Image from iFixit’s teardown preview reel of the Apple Watch Ultra 3, showing details of the AM titanium case (Courtesy www.ifixit.com | https://bit. ly/3W2GaXn)
Metal AM titanium watch cases
Apple announced that the additively manufactured titanium cases for the Apple Watch Series 11 and Apple watch Ultra 3 are made entirely from recycled material. A preliminary teardown video by iFixit of the Ultra Watch 3 shows internal details of the watch case (Fig. 5).
By reducing machining steps, production now requires only half the
raw material compared to previous generations. Production is powered by 100% renewable electricity across the supply chain.
Apple’s multi-technology approach
Job postings are valuable indicators of a company’s AM strategy. A recent Apple posting, for an Additive Manufacturing Design Engineer in the US, confirmed that sinter-based AM is one
of the classes of technologies being adopted for high-volume aesthetic products. The job description states that the role entails optimising “Additive Manufacturing processes for Apple cosmetic, dimensional quality, reliability, and throughput requirements, develop methods to model and characterise key performance indicators in Additive Manufacturing,” and “Support product design in development of metal alloys for Additive Manufacturing utilising knowledge of 3D printing systems, powdered metallurgy, binding systems, and debind-sinter-HIP [Hot Isostatic Pressing] processes.” The HIP process is widely used in MIM and sinter-based AM processes such as Binder Jetting to eliminate residual porosity and thereby enable polishing to a mirror finish with reduced risk of flaws.
Another job posting, for an Additive Manufacturing Subject Matter Expert in Shenzhen, Guangdong, China, leans more towards the PBF-LB process. It requires “First-hand experience in laser powder bed fusion process development, including use of material characterisation tools to aid in process DOE,” and “Knowledge of secondary operations, including powder handling and recycling, automation, heat treatment and stress relief processes.”
The critical role of post-processing
As-built metal AM parts typically lack the surface finish required for visible consumer electronics applications – specifically those with complex internal structures and polished surfaces. As with MIM, components must undergo significant post-processing, from CNC machining to surface treatments, polishing and coating in order to obtain the desired finish. An integrated post-processing workflow is essential for scaling production of consumer-grade components such as watch cases.
Why Apple is leveraging metal Additive Manufacturing
Compared to conventional production methods, building parts layer by
layer, as in the Additive Manufacturing process, reduces reliance on costly machining processes and minimises material waste, making it more sustainable and cost-efficient. The technology provides unprecedented design freedom, enabling the creation of complex internal geometries and lightweight structures that are difficult or impossible to achieve with conventional manufacturing. These benefits allow Apple to optimise performance, streamline production, and bring innovative product designs to market faster.
Importantly, the technology also supports Apple’s broader environmental commitments. The company’s Apple 2030 plan aims to achieve carbon neutrality across its entire footprint by the end of the decade.
The road ahead
As Apple scales metal Additive Manufacturing as a high-volume production process, achieving uniform mechanical properties and surface finish across millions of components will be a central focus. Related to this, delivering parts with the required precision while striving to improve yield pushes at the boundaries of current process capability.
With product assembly locations spreading beyond China, supply-chain reproducibility is also expected to be an area of focus. While AM is noted
for its potential to decentralise manufacturing, each process must be replicable and tightly qualified across multiple sites and vendors.
Apple’s integration of metal AM across its product lines signals the technology’s transition to industrial-scale production - a shift that may redefine manufacturing across consumer electronics. www.apple.com
TO OUR NEWSLETTER
The Metal Additive Manufacturing newsletter is sent to key metal AM industry professionals worldwide, twice a week. Register today to ensure you benefit from reading the latest industry news and advances in metal AM.
Newsletter subscribers also benefit from a free digital subscription to Metal AM magazine. As soon as each new issue is available we’ll send you an email containing a direct link to your free digital copy.
https://bit.ly/4qbs2cb
Fig. 6 Apple Watch Series 11 Hermès edition showing the metal AM titanium case with a polished finish (Courtesy Apple)
GKN Aerospace adds Additive Manufacturing line for P&W Fan Case Mount Rings in Connecticut
GKN Aerospace has announced the expansion of its Newington, Connecticut, USA, facility, featuring a new production line for the Additive Manufacturing of the Fan Case Mount Ring (FCMR), a critical component of the Pratt & Whitney GTF engine powering Airbus’ A220 and Embraer E195-E2. The expansion is expected
to create new jobs and further strengthen GKN Aerospace’s presence in the US.
The FCMR programme became the largest flight-critical Additively Manufactured component to achieve FAA certification and is on track for 100% serial production by the end of 2025. The component’s core
structure, the additively fabricated ‘hot size ring’, is already being delivered from GKN Aerospace’s Trollhättan facility in Sweden, with final machining completed in Newington.
“Today we already produce around thirty FCMR units per month at our Trollhättan facility,” explained Sébastien Aknouche, SVP Material Solutions, GKN Aerospace. “Expanding our cutting-edge technology, developed in Sweden, to the US will support the full volume of FCMR production in one place. As well as ramping up our production for the FCMR, it will also enable us to expand our additive fabrication offering to other customers in the USA.”
GKN Aerospace has two facilities in Connecticut, Newington and Cromwell, and employs more than 450 people across the state. The expansion was supported by the Connecticut Department of Economic and Community Development and the Connecticut Governor’s Office.
“This expansion in Connecticut marks a major milestone for GKN Aerospace and our Fan Case Mount Ring programme,” stated Joakim Andersson, President Engines, GKN Aerospace. “The combination of strong local support, the highly skilled workforce and the availability of an aerospace network and infrastructure here allows us to bring our latest additive fabrication technology into industrial-scale production, creating jobs and supporting our long-term relationship with Pratt & Whitney. We are proving that additive fabrication is not only technically transformative but also delivers real-world benefits in sustainability, lead-time and predictability for our customers.”
The company’s Additive Manufacturing process reduces material consumption, shortens production lead times, and is projected to achieve over 70% material savings. Critically, it also helps to strengthen global supply chains by offering an alternative production method.
www.gknaerospace.com
GKN Aerospace celebrated production of its 200 th additively manufactured fan case mount ring in April this year (Courtesy GKN Aerospace)
GKN Aerospace’s new production line for the additively manufactured Fan Case Mount Ring at Newington will support Pratt & Whitney’s GTF engine programme (Courtesy GKN Aerospace)
Unleash new manufacturing capabilities with AML3D’s ARCEMY® Systems.
Purpose-built for mission-critical environments, ARCEMY® delivers Wire Additive Manufacturing (WAM®) solutions to rapidly produce certified, large-scale metal components on-demand. From sovereign defense readiness to energy infrastructure resilience, ARCEMY® Systems enable:
• Agile, scalable production of complex metal parts;
• On-site manufacturing readiness;
• Reduced lead times, lower carbon emissions, and enhanced performance.
Build parts bigger, stronger, faster, greener with AML3D’s ARCEMY® Wire Additive Manufacturing Systems.
Discover how ARCEMY® empowers manufacturing supply chains. Visit aml3d.com/arcemy-build-the-future
Arc Impact relaunches Desktop Metal, appoints Tom Nogueira as CEO
Following the news that Arc Impact Acquisition Corporation (Arc Impact) has acquired selected assets of Desktop Metal, Inc, the company has announced plans to relaunch as an advanced manufacturing platform. The new business will combine the Binder Jetting of metals and ceramics with production-grade polymers and AI-assisted materials R&D to onshore critical US production. Tom Nogueira will lead the company as its new Chief Executive Officer.
Arc Impact intends to focus on programmes where domestic, scalable manufacturing is essential to economic competitiveness and national security - including heavy, rare-earth-free permanent magnets, sodium-ion solid-state battery components, solid-state transformer parts for AI data centres and grid modernisation, and other high-consequence applications.
“Our north star is simple: put advanced, automated manufacturing back to work in domestic markets,” stated Nogueira. “By pairing proven additive processes with data-driven, autonomous workflows and AI-accelerated materials R&D, we can shorten development cycles from years to months, and deliver
qualified parts at scale to solve our customers’ challenges with high precision and service.”
The Desktop Metal portfolio
The acquired portfolio includes Desktop Metal’s Binder Jetting IP and know-how, covering the Production System and X-Series platforms. The company intends to use these assets in a distributed R&D-as-a-Service network with universities, feeding successful prototypes into centralised, highthroughput manufacturing hubs.
“Binder Jetting’s throughput and per-part economics unlock true production in metals,” said Rick Lucas, Chief Growth Officer. “Coupled with our ceramic capability – including carbides for industrial, energy and defence markets – and elastomer platforms for medical and industrial applications, we can address programmes that conventional methods can’t touch on speed and part complexity.”
Jonah Myerberg, Chief Innovation Officer, added, “AI is a force multiplier. With high-fidelity process data, digital twins, and simulation-led tools, we’ll continuously optimise chemistries, geometries, and sintering profiles to maximise performance and economics.”
Key programmes and applications
Arc Impact plans to immediately build on high-impact government and commercial initiatives already underway, such as:
• A $7.9 million collaborative programme with the US Army DEVCOM Ground Vehicle Systems Center (GVSC), administered by the National Center for Manufacturing Sciences (NCMS), to qualify aluminium BJT Additive Manufacturing for defence vehicle components
• Several US Department of Defense projects to develop silicon carbide (SiC) components and SiC Additive Manufacturing techniques to improve missile defence system performance, which includes a related collaboration with Northrop Grumman to additively manufacture SiC optics for high-energy laser systems
These and other governmentsupported initiatives are said to underscore Arc Impact’s commitment to advancing Additive Manufacturing applications that deliver previously unattainable value in sectors such as clean energy and veteran healthcare. The transaction was approved through the US Bankruptcy Court as part of the Desktop Metal Chapter 11 restructuring process. www.desktopmetal.com www.arc-pbc.com
The acquired portfolio includes Desktop Metal’s Production System and X-Series platforms (Courtesy Desktop Metal)
Revolutionize Your 3D Printing with Höganäs’ Aluminium-Based Metal Powder
Discover Höganäs’ extensive selection of premium AM powders, including specialized aluminium powders for higher operating temperatures, tailored to meet a diverse array of applications. We are dedicated to pioneering innovative solutions that enhance performance, boost material efficiency, and promote sustainability. Our expert engineers craft cutting-edge alloys specifically for additive manufacturing, optimizing particle size, distribution, morphology, flow properties, and oxide content to perfectly align with your unique requirements. Choose Höganäs for unparalleled quality and precision in additive manufacturing.
Court approves Anzu’s ExOne GmbH and ExOne KK acquisitions
A US court has approved the acquisition of ExOne GmbH (Germany) and ExOne KK (Japan) by a US-based affiliate of Anzu Partners. This follows the recent announcement of bankruptcy by ExOne parent Desktop Metal, which necessitated a restructuring of its business entities. With no appeals anticipated, the companies will begin the transaction.
Anzu plans to ensure continuity across operations, with ExOne customers and suppliers receiving consistent service and collaborations; all existing agreements and relationships will be upheld. Eric Bader will continue in his role as Managing Director for ExOne GmbH, and Ken Yokoyama will continue as Managing Director for ExOne KK.
“Since 1995, ExOne has been on a mission to deliver powerful
industrial 3D printing solutions for castings and beyond – solutions that enable innovations,” stated Bader. “Our industrial binder jet sand 3D printers are the world’s most trusted systems that drive customer loyalty worldwide. We are excited to continue building on that foundation and driving the future of digital casting.”
Whitney Haring-Smith, Managing Partner at Anzu Partners, explained, “We recognise the strength of ExOne’s customer and supplier relationships. Our priority is to ensure stability, honour existing commitments, and continue building trusted partnerships as we move forward together.”
Anzu Partners is an investment firm that focuses on clean tech, industrial and life science technology companies. Anzu works
Anzu Partners will work to ensure continuity across all ExOne operations in Germany and Japan (Courtesy ExOne)
with entrepreneurs to develop and commercialise technological developments by providing capital alongside its experience in business development, market positioning, global connectivity, and operations.
As of 2024, Anzu Partners managed assets of approximately $1 billion with a team of over fifty professionals in US offices across Atlanta, Georgia; Boston, Massachusetts; San Diego, California; Tampa, Florida; and Washington DC. www.exone.com www.anzupartners.com
Trumpf to sell AM business to Lenbach Equity Opportunities
It was announced in July that Trumpf, headquartered in Ditzingen, Germany, has agreed to sell its Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing business to the Lenbach Equity Opportunities (LEO) III Fund, advised by the DUBAG Group. The divestiture is part of Trumpf’s strategic focus on its industrial core business.
It was stated that the Trumpf and TruPrint brands will continue to be used during a transitional phase. A new company name and an independent brand identity will be introduced gradually following the completion of the transaction.
The new group will operate from Schio, Italy, the current development and production site of Trumpf’s AM business. As part of the deal, all employees at the Schio
site, as well as those in Ditzingen and Plymouth, USA, who are assigned to the company’s AM business, will be transferred.
“We are very proud to have earned the trust of a family-owned high-tech company like Trumpf and to have been selected as a partner in a competitive M&A process,” stated Sebastian Stalter, Director at the DUBAG Group. “We look forward to working together with the management and employees in Schio, Ditzingen, and Plymouth. Together, we aim to establish a leading, innovative solution provider in the field of metallic 3D printing.”
As part of the carve-out, internal structures and processes will be simplified to better address customer needs globally.
Matthias Himmelsbach, Managing Director Additive Manufacturing at
Trumpf plans to sell its AM business to the LEO III Fund (Courtesy Trumpf)
Trumpf, added, “We welcome the LEO III Fund, advised by the DUBAG Group, as the new owner of our Additive Manufacturing business. With the DUBAG Group, we have found a partner with whom we can further develop our product and consulting portfolio in a focused way, leverage growth opportunities, and successfully lead the business into a sustainable future.”
Completion of the transaction is subject to approval by the relevant authorities and the fulfilment of all contractually agreed conditions.
www.trumpf.com
Admatec and Formatec relaunch following Nano Dimension exit
Following Nano Dimension’s decision to close its Formatec and Admatec product lines in May 2025, the companies have been re-launched under the leadership of former Admatec director and co-founder Michiel de Bruijcker. Backed by two Dutch-based investors, they are now trading under the new names Admatec Additive Solutions BV and Formatec Advanced Products BV.
“With this new foundation, Admatec Additive Solutions and Formatec Advanced Products are ready for a future in which quality, reliability and technological advantage are of absolute essence,” stated de Bruijcker.
Formatec was established in 1996 and is recognised for its expertise in Ceramic Injection Moulding (CIM). In 2012, the company founded Admatec to focus on industrial Additive Manufacturing of ceramics and
metals. With a strong customer base, particularly in the United States, Admatec’s stereolithography-based AM is widely used in the semiconductor industry, aerospace and medical sectors.
Based in the Netherlands, both companies were acquired in 2022 by Nano Dimension, headquartered in Waltham, Massachusetts, USA. The acquisition brought Admatec’s ceramic and metal AM technology, as well as Formatec’s CIM, to the company.
The preservation of knowledge, production capacity, and customer relationships is said to be crucial to the success of the newly formed companies. To this end, the businesses continue to operate with their experienced teams, infrastructure, and technologies in place. A fully integrated workflow, from product development to end product, with
Backed by two Dutch-based investors, Michiel de Bruijcker (above) will head the renamed companies (Courtesy Admatec Additive Solutions BV and Formatec Advanced Products BV)
full competence in AM, CIM and post-treatment processes, will enable them to continue to serve customers worldwide.
As yet, there is no website for Admatec Additive Solutions or Formatec Advanced Products. Direct contact can be made with Michiel de Bruijcker. debruijcker@formatec.nl
Vulcan launches MX Series metal AM machines starting at $39K
Vulcan, based in Mount Laurel, New Jersey, USA, has announced the launch of its MX Series of Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machines. The line-up includes eight models, with the entry-level MX100 starting at $39,000.
The MX Series is designed to bridge the gap between cost and capability, targeting both small labs and large-scale producers. The MX100 is a compact machine for precision components in tight
Vulcan has launched its MX Series of PBF-LB metal AM machines, including the entry-level MX100 above (Courtesy Vulcan)
workspaces. It has a build volume of 100 x 50 mm and uses a 300 W laser. At the other end of the range is the multi-laser MX800. Engineered for manufacturers with heavy production requirements, the MX800 has a build volume of 800 x 600 x 900 mm.
The MX Series also supports a wide range of advanced materials, including titanium alloys for lightweight strength, cobalt-chromium for wear resistance and biocompatibility, copper alloys for superior thermal and electrical conductivity, and an extensive selection of stainless steels and aerospace-grade aluminium alloys. This versatility enables the MX Series to produce a variety of components, from dental restorations and medical implants to turbine blades, heat exchangers, and structural automotive parts.
The larger MX Series AM machines, with multi-laser configurations, offer intelligent scanning to reduce build times while maintaining uniform quality across the entire build area. Closed-loop powder handling and recycling improve operational safety and minimise waste, while automated calibration and intuitive software interfaces shorten training requirements.
www.vulcanusa.com
Novamet launches online metal powder store
Novamet Specialty Products Corporation, Lebanon, Tennessee, USA, has officially opened its new online store. The new platform is designed to streamline the purchasing process for manufacturers, engineers, researchers and industry professionals seeking metal powder solutions.
The online store features a selection of premium metal powders with detailed product specifications and datasets for each. Following comple -
tion of the secure ordering process, powders are shipped directly from Novamet’s facility.
“Our goal is to make innovation more accessible,” stated Jeff Peterson, Novamet CEO. “By opening our online store, we’re removing barriers and making it easier for customers to source the high-quality materials they need to drive manufacturing excellence.”
www.novamet.com
Divergent secures $290M to meet aerospace and defence demand
Divergent Technologies, Inc, Torrance, California, USA, has announced the closing of its Series E financing raising a total of $290 million at a $2.3 billion valuation. The round was led by Rochefort Asset Management and consists of $250 million in equity capital and $40 million in debt capital.
Founded in 2014, Divergent is the creator of the Divergent Adaptive Production System (DAPS), an end-to-end digital manufacturing platform enabling rapid design, Additive Manufacturing, and automated assembly. The new capital is intended to scale manufacturing capacity for the business and fund
the development of new capabilities for upcoming product families.
“Divergent was founded to transform the built world with a software-defined manufacturing platform,” said Lukas Czinger, Chief Executive Officer and co-founder of Divergent. “This funding enables us to scale DAPS for aerospace and defence, expand our world-class team, and strengthen America’s industrial base with a truly nextgeneration system.”
Divergent designs and builds hardware for aerospace, defence, and automotive customers using its digital manufacturing platform. The company’s technology is said to
IperionX
secures additional
$25M funding to scale US titanium production
IperionX, based in Charlotte, North Carolina, USA, has announced that the US Department of War (DoW), through its Industrial Base Analysis and Sustainment (IBAS) programme, has obligated an additional $25 million under IperionX’s previously awarded $47.1 million award.
The additional funding will be applied to scaling up titanium production and advanced manufacturing capacity at IperionX’s Titanium Manufacturing Campus, enabling output of up to 1,400 metric tons per year.
The IBAS programme is designed to reinforce US defence supply chains by fostering a resilient, low-cost, mineral-to-metal titanium platform that reduces reliance on imports and establishes a secure, uninterrupted domestic source of critical materials.
This latest obligation follows prior tranches of $12.5 million and $5 million, which funded long-lead items for titanium manufacturing equipment and to advance the Titan Critical Minerals Project in Tennessee to shovel-ready status.
enable faster development cycles, higher performance, and lower cost structures for customers.
“Divergent is delivering exactly what America needs - a stronger, faster, and more adaptable industrial base,” said Kyle Bass, co-CEO of Rochefort Asset Management.
“By uniting advanced software and hardware into a single platform, Divergent is proving that the US can out-innovate and out-produce on the global stage. We are confident this team will redefine manufacturing and strengthen America’s position in the industries that matter most.”
Divergent’s early customer base included luxury automotive OEMs such as Aston Martin, Bugatti, and McLaren. In 2022, the company expanded into aerospace and defence with initial work for General Atomics. Currently, Divergent has contracts with dozens of aerospace and defence customers, including General Atomics, Lockheed Martin, Raytheon, and Triumph Group, ranging from individual sustainment parts to full airframe systems.
The company’s revenue is reported to have grown more than 5x in 2025; in the first half of 2025, Divergent introduced over 200 new aerospace and defence part numbers, bringing its total to more than 600 unique parts across industries.
www.divergent3d.com
The additional funding will be applied to scaling up titanium production and advanced manufacturing capacity at IperionX’s Titanium Manufacturing Campus (Courtesy IperionX)
Total obligations now stand at $42.5 million, with the remaining $4.6 million expected to be obligated by the DoW over the contract term. www.iperionx.com
Divergent Technologies announced the closing of its Series E financing, raising a total of $290 million (Courtesy Divergent Technologies)
The Future of Engineered Materials & Manufacturing
MADE IN AMERICA
Explore Amaero’s innovative, high-performance materials, specifically engineered to meet the demanding needs of industries such as Defense, Space, Aerospace, Oil & Gas, Industrial, Heavy Industry, Medical, and Energy.
Partner with us to harness cutting-edge solutions for your most challenging applications.
TITANIUM & REFRACTORY POWDERS
Metal powders designed for mission-critical, high-temperature applications.
HEADQUARTERS
130 Innovation Drive SW McDonald, TN 37353
REGISTRATIONS AND CERTIFICATIONS
PM-HIP (Powder MetallurgyHot Isostatic Pressing)
Near-net-shape components with reduced lead times, ideal for high-mix, low-volume demand.
SEE AMAERO AT THE UPCOMING SHOWS:
America Makes TRX | Charlotte, NC Nov. 4-6
DMC | Orlando, FL Nov. 17-20
Formnext | Frankfurt, Germany Nov. 18-21
Shot Show | Las Vegas, NV Jan. 20-23, 2026
MILAM | Tampa, FL Feb. 3-5, 2026
FOLLOW US CONTACT SALES
DEEP Manufacturing awarded DNV approval for DED Additive Manufacturing
DEEP Manufacturing Limited, based in Bristol, UK, has been granted full Approval of Manufacture (AoM) from classification society DNV. The accreditation makes DEEP Manufacturing one of only a handful of manufacturers worldwide, and the only one in Europe, to fully meet DNV’s standard for Directed Energy Deposition (DED) Additive Manufacturing.
This announcement builds on DEEP Manufacturing’s earlier Approval in Principle (AiP) from DNV Maritime and represents a critical step in validating DED as a safe, reliable, and commercially viable process for mission-critical applications. The approval covers the use of DED to produce pressure vessels, pressure vessels for human occupancy, and hull structures and equipment, underscoring DEEP Manufacturing’s ability to meet the most rigorous international standards.
DNV’s AoM programme is designed to verify a manufacturer’s ability to consistently produce materials and products to given specifications and in accordance with rule requirements.
Peter Richards, CEO of DEEP Manufacturing, stated, “Being one of the few manufacturers globally, and the only in Europe, to secure this level of approval demonstrates both the maturity of our technology and the trust placed in our processes. It proves that DEEP Manufacturing is ready to deliver large, safety-critical WAAM components to the highest standards.”
Thorsten Lohmann, Head of Materials & Welding at DNV Maritime, shared, “We are very pleased to award this new AoM for WAAM to DEEP Manufacturing. This recognition is built on a productive and longstanding cooperation, and we thank DEEP Manufacturing for their trust and choosing DNV as their classification partner.”
“WAAM and Additive Manufacturing (AM) techniques have made great strides over the past several years, creating new potential efficiencies in logistics and supply chains, as well as maintenance and repair. At DNV we are committed to enabling these technologies through our evolving AM rules, to ensure that we build this segment
Certification positions the company as the only DNV-approved WAAM manufacturer in Europe, unlocking new opportunities for offshore, maritime, and subsea sectors (Courtesy DEEP Manufacturing)
Harry Thompson, Technical Director at DEEP Manufacturing; Sacha Hussey, Project Engineer at DEEP Manufacturing; Dr Eva Junghans, Senior Principal Engineer, Lead of Practice Materials & Welding, Additive Manufacturing, DNV Maritime; and Thorsten Lohmann, Head of Materials & Welding at DNV Maritime (Courtesy DEEP Manufacturing)
on a foundation of expert and independent safety and quality standards,” Lohmann continued. By demonstrating that DED can meet the most stringent international safety and quality benchmarks, DEEP Manufacturing is helping accelerate the shift toward more flexible, cost-efficient, and sustainable production methods. The certification gives operators across offshore, maritime, and subsea sectors the confidence to deploy large-scale DED components in mission-critical environments where reliability is paramount. Richards added, “We are entering a new era of manufacturing for the offshore, maritime, and energy industries, and our focus is on helping customers embrace innovation and build more adaptable, resilient operations. This milestone marks a tipping point for the industry – the moment to fully unlock the advantages that Additive Manufacturing can deliver.” www.deepmanufacturing.com www.dnv.com
MRL awarded $25.2M to boost solid rocket motor Additive Manufacturing
Materials Resources LLC (MRL), Xenia, Ohio, USA, has announced that the US Department of Defense (secondarily referred to as the Department of War) has awarded it $25.2 million via Title III of the Defense Production Act (DPA) to
Materials Resources has been awarded $25.2 million to expand its solid rocket motor industrial base (Courtesy Materials Resources LLC)
significantly expand MRL’s solid rocket motor (SRM) industrial base.
MRL’s funding is specifically allocated to demonstrate a SRM prototype production capability.
Achieving this may enable the DoD to realise more agile production of SRM metallic cases through MRL’s Additive Manufacturing processes, leveraging its scalable robotic manufacturing cells.
A pivotal feature of MRL’s proposed manufacturing capabilities highlighted by the DoD is the inherent ability to routinely and quickly switch between materials and component designs, offering flexibility and responsiveness to the defence supply chain. MRL’s approach is anticipated to reduce lead times and increase the adaptability of SRM production, thereby
Avimetal expands Additive Manufacturing machine production with
new Xuzhou facility
Avimetal, a subsidiary of Jingcheng Electromechanical, Beijing, China, has announced the addition of a new 8,000 m 2 facility in the Xuzhou Economic Development Zone. This new site will be
dedicated to scaling production of its metal Additive Manufacturing machines and application process development with an anticipated annual capacity of over 300 machines.
strengthening the entire defence industrial base.
“This award represents a pivotal moment for MRL and a significant step forward for defence manufacturing,” said Dr Ayman Salem, president of MRL. “Our smart Additive Manufacturing capabilities, combined with our scalable manufacturing cells, are poised to deliver unprecedented agility in producing critical SRM components. We are immensely proud to partner with the Department of War to enhance domestic production capabilities and bolster the nation’s defence readiness.”
MRL specialises in smart manufacturing, robotic hybrid Additive Manufacturing, material data science, and the use of Artificial Intelligence (AI)/Machine Learning (ML). The company provides its solutions to clients in various sectors, including defence, aerospace, space, and industrial applications.
www.icmrl.net
Together with the company’s Langfang and Xuzhou operations, Avimetal stated that it is able to form a robust supply chain – from the material to the equipment to the manufacturing – in an effort to enhance supply chain resilience and response efficiency.
Headquarters relocated Avimetal also announced that it has relocated its headquarters in Beijing to a standalone facility. The new location will be used for the research & development of metal powders, Additive Manufacturing machines, industrial software and applications.
The new headquarters is stated to have convenient hub access and an improved office environment, providing a more efficient setup for the company’s growing R&D, management and operations teams. This, in turn, is expected to further accelerate the company’s technological growth and enhance core competitiveness.
www.avimetalam.com
This new site will be dedicated to scaling production of its metal Additive Manufacturing machines (Courtesy Avimetal)
METAL AM HIGH-PERFORMANCE PARTS
Global mid-to-high volume production capabilities
Cost-efficiency due to high level of automation and digital processes
State-of-the-art metal AM technologies (LPBF & Metal Binder Jetting)
Automotive quality standards (IATF)
Advanced (co-)development capabilities, incl. FEM, CFD and thermal design
Wide range of qualified materials (titanium, aluminum, stainless steels, Inconel, copper)
Amaero
secures
$32.3M to fast-track fourth atomiser and secure supply chain
Amaero Ltd, based in McDonald, Tennessee, has announced a successful capital raise of approximately $32.3 million through a placement of 125 million new fully paid ordinary shares. The company will also offer up to around $1.9 million through a Share Purchase Plan (SPP), giving eligible shareholders the opportunity to invest at the same price as institutional participants.
While Amaero was already fully funded to deliver its $46.5 million capex programme and achieve positive EBITDA in FY2027, strong investor demand, particularly from
those aligned with defence and USA reshoring strategies, prompted the Board to accelerate its timeline. The fresh capital will allow Amaero to advance initiatives originally planned for later years, strengthening its competitive position in the fastevolving Additive Manufacturing landscape.
Amaero’s next phase includes ordering a fourth atomiser before year-end, progressing the design and build of an argon gas recycling unit, and pursuing additional corporate development opportunities. These investments are aimed at securing
AMES joins HP Metal Jet Production Service as trusted contract manufacturer
AMES, a Powder Metallurgy parts maker headquartered in Barcelona, Spain, has officially joined the HP Metal Jet Production Service network and is now featured as one of HP’s trusted contract manufacturers for scalable metal Additive Manufacturing.
The announcement follows the opening of an HP Metal Jet Adoption Center for the EMEA region at the AMES Barcelona factory in November
2024. The state-of-the-art facility leverages AMES’ vast experience in the mass production of metal powder components and its deep understanding of the sintering and post-processing stages.
Adopting the HP Metal Jet S100 is reported to have expanded the company’s capabilities with Binder Jetting technology for productiongrade metal parts. The platform enables AMES to offer enhanced
its first-mover advantage, lowering costs, and ensuring long-term supply chain resilience.
Chairman and CEO Hank J Holland highlighted the strategic significance of the raise. “Over the past three years, Amaero has been deliberate with its corporate strategy, has made forward-leaning capital investments and has been disciplined with its allocation of capital. Prior to this placement, Amaero had raised A$98.5 million over three plus years and approximately A$70 million resides on the balance sheet in cash and tangible assets. The Board and our leadership team are focused on the long-term opportunity. As we view the re-shoring of sovereign manufacturing and supply chain capabilities as a generational opportunity, we will continue to make thoughtful and well-reasoned investments that differentiate our market position, address the needs of our customers and align with US priority policy initiatives.”
“We are gratified to have strong support of our existing institutional shareholders and to welcome new institutional investors onto the Amaero register. The placement allows Amaero to accelerate orders of long lead time capital assets and to build upon the progress to date,” added Holland. www.amaeroinc.com
design freedom for complex geometries and cost-effective series production of up to 50,000 units per year. The process also enables faster development cycles with no tooling needed, and material properties comparable to Metal Injection Moulding (MIM).
AMES is one of the leading manufacturers of sintered Powder Metallurgy parts, with production centres in Spain, Hungary, the USA, and China. Its worldwide sales and technical support network serves over 1,000 customers in more than fifty countries.
www.ames-sintering.com www.hp.com
Amaero will expand its metal powder production capacity with the addition of a fourth atomiser (Courtesy Amaero)
Oerlikon, headquartered in Pfäffikon, Switzerland, has strengthened its collaboration with the newly carvedout Trumpf Additive Manufacturing by establishing a strategic partnership and expanding its Additive Manufacturing capabilities with the installation of three TruPrint 5000 Laser Beam Powder Bed Fusion (PBF-LB) machines at its Huntersville, North Carolina, USA, location.
“Our goal is to advance AM capabilities toward the reliability and production readiness of traditional
manufacturing technologies, while fully leveraging the advantages that metal 3D printing offers,” stated Mike Tobin, Oerlikon’s General Manager.
With the addition of the new TruPrint 5000 Additive Manufacturing machines, Oerlikon now operates six TruPrint 5000 machines and twentysix metal Additive Manufacturing machines in total. According to the company, its Trumpf machines are well-suited to demanding applications in the defence, aerospace, and
HBD and CN Precision target high-end AM parts finishing in South China
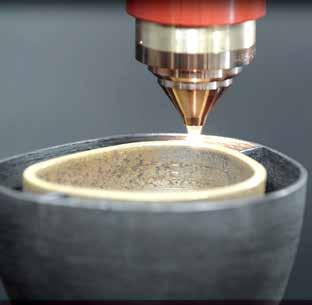
Shanghai Hanbang 3D Tech Co, Ltd (HBD), headquartered in Shanghai, China, has partnered with CN Precision Technology, a specialist in surface treatment for watches and jewellery, to establish a new fully integrated metal Additive Manufacturing facility in South China. The collaboration is intended to bridge the gap between metal AM and finishing, enabling the mass production of high-quality products.
Traditional precision manufacturing techniques, such as stamping and CNC machining, present inherent constraints. For example, stamping limits design freedom and CNC often results in high material waste. Extended mould development and machining cycles also slow down production. Metal Additive Manufacturing offers a systematic solution to these challenges, explains HBD.
However, as-built AM parts can lack the surface quality required for some precision applications, particularly those with complex internal structures and curved surfaces. To overcome this, components must undergo post-processing.
The core of the fully integrated approach lies in the seamless integration of prototyping, Additive Manufacturing, heat treatment, precision machining, polishing, and coating, explains HBD. Together, CN Precision Technology’s expertise in finishing and surface treatment and HBD’s AM capabilities enable the transformation of as-built parts into mirror-finish components that meet the stringent standards of industries like watchmaking.
The closed-loop process offered by the collaboration includes several
lack the surface quality required for some precision applications, particularly those with complex structures and curved surfaces (Courtesy HBD)
Future Trumpf Additive Manufacturing CEO Matthias Himmelsbach with Oerlikon AM’s General Manager Mike Tobin and Head of Commercial Dan Haller (Courtesy Oerlikon)
semiconductor industries, including suppressors, heat exchangers, and cold plates. www.oerlikon.com www.trumpf.com
key benefits. These include superior surface quality and accuracy, efficient material usage and recycling (especially for expensive metal powders), functional integration and lightweighting unattainable with conventional methods. Also of value are the shorter development cycles, which in turn lead to lower overall manufacturing costs.
“The end-to-end, full-process solution developed by HBD and CN Precision Technology overcomes traditional limitations of metal Additive Manufacturing in high-appearance applications,” the company stated.
“By combining design freedom, material performance, reduced carbon footprint, and agile production with high-quality finishing, this partnership provides a powerful engine for innovation and sustainable transformation in high-end manufacturing – particularly in the watchmaking sector.”
www.en.hb3dp.com www.cnicnpc.com
The collaboration between CN Precision and HBD will focus on the watchmaking and jewellery sectors (Courtesy CN Precision Technology)
As-built AM parts can
PRIMA ADDITIVE by SODICK HAS A NEW NAME ALTFORM
Coming from a background where Italian genius meets Japanese precision, AltForm is dedicated to developing metal additive manufacturing and advanced laser technology solutions.
From compact standalone systems to fully automated lines, AltForm’s mission is to create solutions that grow with your business, combining scalability, reliability, and industrial efficiency
With AltForm, advanced laser technologies become your strategic asset.
New DMG MORI Cleveland facility showcases hybrid Additive Manufacturing
DMG MORI USA has announced the opening of DMG MORI Cleveland, a technology centre strategically located in Medina, Ohio. This new facility is intended to serve the Central East USA area, a region marked by robust economic growth and dynamic sectors such as medical, aviation and space, as well as high-technology manufacturing.
The Medina Technology Center employs approximately 60 skilled professionals and features a 290 m 2 showroom equipped with the latest manufacturing technologies. It also has a 110 m 2 turnkey solutions area designed to provide comprehensive, integrated solutions and services tailored to customer needs.
In addition to a range of turning and milling machines, the showroom will include a
dedicated Additive Manufacturing display area featuring metal parts produced using DMG MORI’s Laser Beam Powder Bed Fusion (PBF-LB) and Directed Energy Deposition (DED) AM machines. These examples highlight a hybrid manufacturing approach that combines additive and subtractive technologies, demonstrating the seamless integration of Additive Manufacturing into conventional workflows.
DMG MORI Cleveland also offers specialised training programmes focused on advanced CNC machining techniques, digital manufacturing innovations, and exclusive DMG MORI technology cycles, supporting workforce development and technical training.
To celebrate the opening of the new technology centre, DMG MORI
DMG MORI has over 20 years of experience in metal AM components. (Courtesy DMG MORI)
USA is hosting an event on October 21-22, 2025, coinciding with the company’s nationwide National Tech Days USA. Attendees will have the opportunity to experience live demonstrations and engage directly with the latest innovations in manufacturing technology. Those interested in attending the National Tech Days USA can register here. us.dmgmori.com
SWISSto12 opens Madrid facility to support satellite growth
SWISSto12, a manufacturer of advanced satellite and RF systems headquartered in Renens, Switzerland, has announced the opening of a new facility in Madrid, Spain. This office is reported to be near the company’s key industrial partners, suppliers and customers.
The company’s growing Spanish team, comprised of experienced engineers and architects of satellite payloads, antenna technologies and satellite systems, plays an important role in the development of phased array antennas for both satellite payloads and ground terminals, as well as supporting the development and execution of the HummingSat product line.
This latest expansion is said to reflect SWISSto12’s development as an Original Equipment Manufacturer (OEM) of high-performing and cost-effective RF components,
phased-array terminals and full geostationary satellite platforms –such as HummingSat – with market penetration across land, air, maritime, and space.
“Thanks to its world-leading technical universities and space industry ecosystem, Spain is recognised as a global hub for talent that is extremely relevant to SWISSto12,” stated Emile de Rijk, CEO and Founder of SWISSto12. “This new team is helping us accelerate our development and production of phased array antennas to meet strong customer demand for our satellite payloads and ground terminal systems. It also builds a strong and growing presence of SWISSto12 in the EU, and develops proximity with our partners, suppliers and customers in Spain, who play an important role in our growth journey.”
David Alvarez, Active Antenna Architect, Spain Operations at
SWISSto12 has opened a new facility in Madrid, Spain (Courtesy SWISSto12)
SWISSto12 added, “We have built a team here in Madrid that is already contributing to some of our most advanced phased array technologies. Our Spanish facility is focused on both space and ground-based systems, and we benefit from close collaboration with our SWISSto12 colleagues worldwide. What draws people to work at SWISSto12 is the opportunity to work in a flexible, fast-moving environment that fosters innovation and provides customers with solutions to some of the biggest challenges in Satellite Communications.” www.swissto12.com
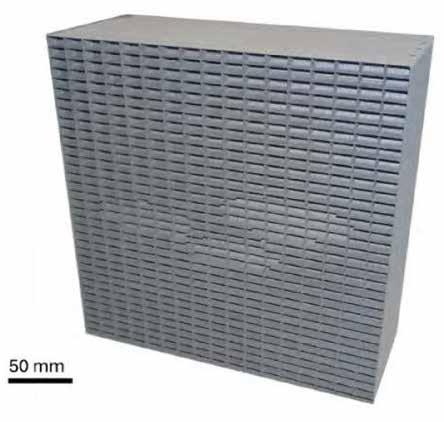
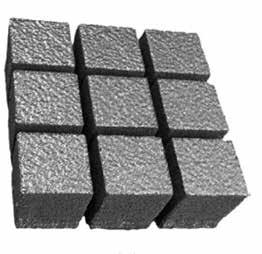
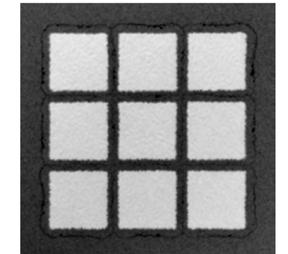
LPBF-XXL: large-scale PBF-LB machine for coarse metal particles
Laserinstitut Hochschule Mittweida (LHM), based in Mittweida, Germany, has launched the LPBF-XXL, a Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine that uses coarse metal particles up to 1 mm in diameter developed by Ervin in Germany. The PBF-LB technology was developed by LHM in collaboration with Kobra Formen, headquartered in Lengenfeld, Germany.
For more than a century, Ervin has been synonymous with steel abrasives, producing a quarter of a million tons annually. The company is now transferring its expertise in high-volume steel production to Additive Manufacturing.
Conventional PBF-LB typically relies on fine powders under 100 µm, however the particles used in the LPBF-XXL are reported to be safer, easier to handle, and up to ten times more affordable than traditional AM powders.
The LPBF-XXL AM machine uses coarse metal particles up to 1000 µm (Courtesy Laserinstitut Hochschule Mittweida)
The LPBF-XXL Additive Manufacturing machine is said to have been built for size and speed. It offers up to 2 × 2 × 1 m of build space, layer heights of 1-2 mm, and uses an 8 kW high-power laser with a flexible spot size. This results in build rates up to 10 kg/h.
The combination of coarse, costefficient feedstock and high-throughput processing is expected to enable larger builds and boost productivity.
Ervin and LHM will showcase the new LPBF-XXL at Formnext 2025, Booth 11.0 C61, from November 18 to 21. www.laser.hs-mittweida.de www.ervin.eu
The LPBF-XXL has a build volume of up to 200 x 200 x 100 cm (Courtesy Laserinstitut Hochschule Mittweida)
Sentes-BIR achieves ISO 17025 for qualifying metal powders
Sentes-BIR, headquartered in Kemalpaşa, Türkiye, has announced that its quality control laboratory has achieved ISO 17025 accreditation for the characterisation and testing of metal powders. This significant milestone, following a year-long preparation and audit by the company’s quality team, is set to streamline the supply of Additive Manufacturing powders to the demanding aviation industry. The ISO 17025 standard is an important standard for calibration and testing laboratories globally, demonstrating technical competence and the ability to
produce precise and accurate data. For Sentes-BIR, this accreditation underscores its commitment to the highest quality standards, a critical factor for partners in the aerospace sector where material integrity is paramount. The company already holds AS9100 certification for its powder production.
This new certification is expected to enhance confidence in Sentes-BIR’s extensive range of metal powders, which includes nickel, cobalt, iron, copper, and aluminium-based alloys. These materials are utilised across various applications such as
brazing, thermal spray, cladding and a growing focus on AM.
The company’s PURESPHERE powder is specifically designed for AM processes like Laser Beam Powder Bed Fusion (PBF-LB). To further solidify its position in the market and meet increasing demand, Sentes-BIR is also expanding its powder production capacity. A new vacuum induction gas atomiser (VIGA) is currently being installed and is expected to be operational in the first quarter of 2026. This expansion is intended to significantly increase the company’s ability to produce high-quality, spherical metal powders essential for AM applications.
www.sentes-bir.com
LR Pure acquires RENA Austria to expand precision surface
treatments
LR Pure, headquartered in Ditzingen, Germany, has acquired RENA Technologies Austria GmbH, based in Wiener Neustadt, Austria. The company, which specialises in Additive Manufacturing surface technology, will now operate under the name LR Pure Austria GmbH.
RENA Technologies Austria, a subsidiary of Germany-based RENA
Technologies GmbH, was established in 2020 following the acquisition of Hirtenberger Engineered Surfaces (HES). HES developed the Hirtisation, an automated, wet-chemical electrolytic surface treatment for the post-processing of metal additively manufactured parts.
The Hirtisation process is suitable for mass production in metal AM, offering an alternative to conventional post-processing methods.
LR Pure has acquired RENA Technologies Austria and its Hirtisation technology (Courtesy LR Pure)
The acquisition will enable LR Pure to expand its expertise and service portfolio, offering its customers the Hirtisation process and other surface finishing technologies for Additive Manufacturing. www.rena.com www.lr-pure.com
Retech expands US toll services for melting, atomising and casting
Retech, a US-based division of the Seco/Warwick Group, headquartered in Swiebodzin, Poland, is expanding its toll melting, atomising, and casting services to meet increasing demand across industries such as aerospace, medical, defence and semiconductors.
Retech maintains a suite of operational equipment at its Buffalo, New York, facilities. These in-house machines are now available on a tolling basis, providing partners with more timely access to high-performance metallurgical processing without the wait or capital commitment of acquiring their own equipment. Historically, Retech has
used this in-house equipment for internal R&D, customer pilot trials, and process demonstrations.
“When our equipment isn’t in use for internal projects, that capacity becomes a strategic resource,” stated Earl Good, Managing Director and President of Retech. “We’re making it available to companies that need a flexible, low-risk way to validate a new process, ramp up alloy production, stay ahead of long equipment lead times, or just supplement their own production capacity.”
By tolling, customers can maintain project momentum, meet
early customer demand, secure a faster path to market, supplement capacity, or develop and produce highly specialised alloys.
Retech’s tolling capabilities cover a range of controlled atmosphere melting, powder production, and casting technologies to deliver ultra-pure reactive and refractory alloys in ingot or powder forms.
One of Retech’s distinguishing advantages is that all equipment is built and operated at its facilities in Buffalo. This localised footprint simplifies logistics and improves reliability for customers in the US and beyond.
“Having our engineering, manufacturing, and toll processing under one roof ensures tighter process control and easier communication. Customers also benefit from access to familiar, readily available support resources, things that can be harder to manage with offshore or less integrated providers,” Good explained.
The result is faster lead times, better alignment between development and production, and improved uptime due to component accessibility and serviceability.
“Our toll capabilities allow customers to move quickly, efficiently, and with confidence,” said Good. “It’s not just about melting metal; it’s about moving ideas into production.”
www.retechsystemsllc.com
Retech supplies centrifugal atomisers (left) and rotating electrode gas atomisers (right), amongst others (Courtesy Retech)
Divergent and Raytheon partner to reengineer naval applications
Divergent Technologies, Inc, located in Torrance, California, USA, has highlighted its ongoing collaboration with Raytheon, an RTX business, to reengineer naval products using the Divergent Adaptive Production System (DAPS).
According to Divergent, the relationship demonstrates a model for modernising long-serving systems across defence, whilst maintaining operational relevance.
Thus far, Divergent and Raytheon have focused on production scalability and efficiency. In one example, the companies were able to modernise a decades-old design for scalable production in under
five months, despite the absence of the original tooling or production infrastructure.
Another example is the rapid redesign of a legacy Raytheon effector, consolidating the airframe’s component count, reducing the total part count by a reported 80%. By simplifying the structure through functionally integrated structures, the platform’s performance and survivability were preserved whilst simultaneously improving manufacturability and reducing assembly complexity.
“In a matter of months, we transformed a legacy blueprint into an optimised, digital-first design
Divergent is collaborating with Raytheon to re-engineer naval products using the Divergent Adaptive Production System (Courtesy RTX)
Continuum Powders, based in Houston, Texas, USA, has announced that its OptiPowder Ni718 is now qualified for use on metal Additive Manufacturing machines from Renishaw, headquartered in Wottonunder-Edge, Gloucestershire, UK.
Ni718 is a nickel-chromiummolybdenum-niobium superalloy known for its machinability before heat treatment and strength after heat treatment. The alloy offers
sustained high-temperature strength, stress rupture strength, cryogenic stability, and oxidation resistance, making it well-suited to advanced manufacturing in demanding environments.
Through extensive evaluation, Renishaw concluded that components made from Continuum’s Ni718 achieved relative densities above 99.75%, with optical densities exceeding 99.9%. It was also noted
that was then manufactured as flight-ready hardware using a next-generation, software-defined manufacturing process,” explained Lukas Czinger, co-founder & CEO of Divergent. “Our team’s success has demonstrated the power that a fully integrated digital production system brings to extend the life and volume of existing platforms and meet urgent operational needs.”
The companies stated that this project’s reimagined design, parts consolidation, and simplified assembly underscore how digital manufacturing can sustain and evolve mission-critical systems.
Divergent’s platform-based approach enables scalable fabrication of aerospace-grade assemblies without dedicated tooling or legacy supply chains, enabling the acceleration of development timelines and improving adaptability across mission sets.
“Divergent’s innovative digital manufacturing approach has compressed a multi-year development cycle into just a few months, which is a crucial advantage as our customers face rapidly evolving threats,” said Barbara Borgonovi, president of Naval Power at Raytheon. “This shows how agile collaborations can accelerate capability delivery and has tremendous potential as we explore how we can apply it across the Raytheon portfolio.”
www.divergent3d.com
that the material offered high mechanical strength, with UTS up to 1340 MPa, yield strength averaging 988 MPa, and elongation break of 22.3%.
Beyond the physical properties, Renishaw also reported that using the Ni718 powder enabled a 99.7% reduction in greenhouse gas emissions, as Continuum produces the alloy using 100% recycled materials. It was also said to have reduced material costs by 15% compared to traditional powders.
www.continuumpowders.com www.renishaw.com
NICKEL-BASED POWDERS
MIMETE® V 625 | MIMETE® V 718 | MIMETE® V X IRON-BASED POWDERS
MIMETE® M 17-4PH | MIMETE® M 316L | MIMETE® M F51
MIMETE® M F53 | MIMETE® M M300 | MIMETE® M H13 COBALT-BASED POWDERS
MIMETE® N 75
Showa KDE to distribute CNPC powders in Japan
Showa KDE Co, Tokyo, Japan, has signed a collaboration agreement under which it will promote metal powder materials from CNPC Powder, headquartered in Vancouver, Canada, to the Japanese market. This collaboration is said to mark an important milestone in CNPC Powder’s global expansion strategy.
Through the agreement, Showa KDE will offer materials including titanium, aluminium, iron, and nickel-based alloys, as well as customised powder solutions.
In June 2025, a team of employees from Showa KDE’s Precision Metals Division visited CNPC Powder’s production headquarters in China’s Anhui province. The Showa team conducted an extensive tour of the production facilities, the Additive
Manufacturing workshop, and the quality control department. They were able to see firsthand the production processes and supply capabilities of SCS-certified metal powders, such as AlSi10Mg and Ti6Al4V.
Following the visit, Showa KDE noted the strength of CNPC Powder’s in-house developed AMP (Automated Metal Production) continuous production line and low-carbon circular process, noting that these features align with the Japanese market’s demands for high-quality, environmentally friendly materials.
Showa KDE is a leading Japanese supplier of industrial materials and technology solutions, specialising in R&D and distribution of metal materials, chemicals, and advanced manu -
Showa KDE team members undertook a tour of CNPC Powder’s Chinese production facility prior to signing the collaboration agreement (Courtesy CNPC Powder)
facturing technologies. Founded in January 1934, the company brings extensive experience in manufacturing and the Japanese industrial landscape. Its collaboration with CNPC Powder is expected to accelerate the latter’s expansion into the East Asian market, advancing its strategic growth objectives. www.showa-hp.co.jp www.cnpcpowder.com
Continuum Powders releases OptiPowder M247 Ni superalloy for Binder Jetting
Continuum Powders, based in Houston, Texas, USA, has announced the commercial availability of its OptiPowder M247 and M247LC nickel superalloy powders, providing users with a high-performance alloy historically limited to investment casting. By optimising M247 for Binder Jetting and other non-PBF-LB Additive Manufacturing platforms, Continuum is enabling engineers to leverage its high-temperature performance without the long lead times and tooling costs of traditional casting.
M247 is a precipitation-hardenable, nickel-based superalloy engineered for service in extreme environments. It offers superior creep resistance, thermal stability,
and oxidation resistance at temperatures up to 980°C (1800°F), making it ideal for hot-section components in gas turbine engines and power systems.
“MAR-M247 has always been a powerful material - but it’s been locked behind slow, expensive casting for too long,” stated Rob Higby, Chief Executive Officer at Continuum Powders. “By offering OptiPowder M247, a binder-jetready version made from certified aerospace scrap, we’re giving manufacturers a faster, more flexible, and ESG-aligned alternative - while maintaining the mechanical strength and consistency they depend on.”
Through its proprietary Melt-to-Powder (M2P) process,
Continuum transforms high-value reclaimed aerospace-grade scrap into powder that meets stringent cleanliness and particle morphology standards. The process preserves alloy integrity while minimising oxygen pickup, ensuring consistent performance across multiple builds.
“Our M247 offering changes the economics and accessibility of this alloy for advanced manufacturing,” added Sunil Badwe, Vice President of Technology at Continuum Powders. “We’ve qualified specific powder recipes for leading binder jetting platforms, enabling OEMs to produce complex geometries and consolidated assemblies that were previously impractical with casting. These powders can also be adapted for other Powder Metallurgy routes, from Metal Injection Moulding (MIM) to Hot Isostatic Pressing (HIP) of near-net shapes.”
www.continuumpowders.com
Honeywell-led consortium awarded £14.1M for AI-driven Additive Manufacturing in aerospace
A consortium led by Honeywell has received UK Government funding for a project that aims to revolutionise how critical aerospace technologies are manufactured in the UK using Artificial Intelligence and Additive Manufacturing.
The £14.1 million research and development project, funded through the UK Aerospace Technology Institute’s ATI Programme, will explore how AI and other technologies can drive simulations and modelling that could lead to accelerated innovation cycles. It will also explore opportunities to increase efficiency, reduce Scope 3 emissions and help address supply chain challenges through qualified aerospace parts produced using Additive Manufacturing.
Project STRATA will focus on the development of five innovative components within Environmental Control Systems (ECS) and Cabin Pressure Control Systems (CPCS) aboard aircraft. These complex technologies manage the cabin environment and ensure safety and comfort.
Arcast Atomizers are custom built and competitively priced to meet the growing demand to produce high quality, low cost, technically advanced metal powders fulfilling the requirements of today’s pioneering manufacturing processes.
We can supply machines to atomize titanium alloys, super alloys, refractory and reactive metals, and ferrous and non-ferrous alloys in high vacuum purged vessels with inert gas replacement atmospheres.
We have installed machines all over the world, from 1 kg research furnaces to 1000 kg production units.
The £14.1 million R&D project aims to revolutionise how critical aerospace technologies are manufactured in the UK using AI and AM (Courtesy Honeywell)
STRATA will also advance thermal management technology for next-generation aircraft, which aims to reduce the amount of energy required for the heating and cooling of aircraft and fuel consumption, in line with STRATA’s goal of supporting net-zero aerospace manufacturing and broader environmental objectives.
“Additive Manufacturing has the ability to deliver both high-performance optimised components and the consolidation of complex assemblies into a single part, which can lower manufacturing costs, reduce waste and deliver new efficiencies in manufacturing,” stated Jacqueline Castle, Chief Technology Officer, Aerospace Technology Institute. “STRATA will bring this capability to critical aircraft systems, utilising advanced simulation technologies to transform the design process. This project aligns well with the ATI’s strategy and roadmap for Additive Manufacturing for advanced systems, which sees Additive Manufacturing contributing significantly to the sector’s future sustainability.”
The project represents a significant shift in aerospace component design and manufacturing to provide benefits for manufacturers, operators and their passengers, including:
• Improved aircraft efficiency through the development of technologies that reduce fuel use and emissions.
• Faster, cost-effective Additive Manufacturing that reduces production time and material waste through demonstrating the lifecycle carbon analysis, a method used to evaluate the total environmental impact of a product or service through its life cycle.
• AI-driven modelling and simulation to review opportunities to accelerate innovation cycles to boost manufacturing performance.
As part of the consortium, Honeywell is bringing together industry leaders, including small- and mediumsized enterprises and academic institutions. Drawing upon many years of experience in aerospace research and development programmes across Europe (through the SESAR Joint Undertaking, Clean Aviation Joint Undertaking and Innovate UK), Honeywell will lead STRATA from its facility in Yeovil, UK, home to a team of more than 500 engineers. www.honeywell.com
SBO to acquire UK-based metal AM producer 3T Additive Manufacturing
Precision equipment manufacturer SBO, headquartered in Ternitz, Austria, has announced that it will acquire 3T Additive Manufacturing Ltd, based in Newbury, Berkshire, UK. 3T is a supplier of finished metal components and sub-assemblies, and is EN9100:2018 certified for series production and manufacture.
3T is one of the earlier adopters of metal Additive Manufacturing, acquiring its first metal AM machine in 2007. In 2021, the company transitioned from prototyping to series production, a shift supported by a new leadership team.
The company currently operates a fully integrated production facility and serves an international customer base across various industries. In 2024, 3T reported sales of around £5 million.
Through this acquisition, SBO gains access to 3T’s established customer relationships, production infrastructure, and its experienced team, enabling SBO to accelerate its Additive Manufacturing growth strategy.
“We are successfully driving forward technological innovations, diversifying our business, and capitalising on market opportunities – even in a demanding environment,” stated Klaus Mader, CEO of SBO. “Thanks to our strong financial position and our global locations we are well positioned, and we execute on our strategy, as also demonstrated by our acquisition of 3T Additive Manufacturing Ltd.”
Completion of the transaction remains subject to regulatory approvals.
www.sbo.at | www.3t-am.com
AM 4 AM awarded Japanese patent for plasma treatment
AM 4 AM, a producer of metal powders for Additive Manufacturing based in Foetz, Luxembourg, has announced that it has received a Japanese patent for its metal powder plasma treatment.
The company’s cold plasma technology works by evenly coating the surface of metal powders with ceramic particles to produce a dense microstructure that is reported to improve the powder’s durability, processability and reliability. Requiring only 2 kW of power per hour of processing time, the process runs entirely on nitrogen gas, reducing the use of potentially harmful chemicals.
“This milestone strengthens AM 4 AM’s international presence and shows how our unique approach to materials for Additive Manufacturing resonates far beyond Europe,” the company said on LinkedIn. www.am-4-am.com
● WATER ATOMIZERS FOR MORE IRREGULAR POWDERS ideal for recycling/re ning process, press & sinter process and others.
● GAS AND ULTRASONIC ATOMIZERS FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES for LPBF, MIM, Binder Jetting and other Additive Manufacturing applications. High purity, sphericity and wide range of reproducible particle size distribution.
● AIR CLASSIFIERS FOR THE PRECISE SEPARATION OF METAL POWDERS into ne and coarse powder fractions especially in the range < 25 µm
Ursa Major wins $34.9M contract for Draper space rocket engine
Ursa Major Technologies Inc, headquartered in Berthoud, Colorado, USA, has been awarded a $34.9 million contract from an undisclosed US aerospace and defence company to deliver Draper engines and associated services. The effort will accelerate development, production, and deployment of Draper for critical national security applications in space and ultimately validate the engine’s performance and flexibility under operational conditions.
Draper is a tactical, storable liquid rocket engine designed for hypersonic missions, rapid response applications, and in-space manoeuvrability. It is said to offer the same launch readiness and storability of a solid rocket motor, with the added benefits of restart capability, throttle control, and precise manoeuvrability with the flexibility to support new mission profiles.
With nearly two-thirds of Draper’s components produced using Additive Manufacturing, and a relatively low part count, Ursa Major stated that the American-made Draper engine was designed with affordable production at every stage of its
development.
“As adversaries increase their activity in space and missile defence becomes more multidomain, Draper provides the responsiveness, control, and flexibility required for the US to defend against emerging threats,” said Dan Jablonsky, CEO of Ursa Major. “As a high-speed, affordable mass propulsion system, Draper represents a paradigm shift in defence propulsion on land, at sea, in the air, and now, in space.”
The award builds on Draper’s rapid development timeline and follows a $28.6 million contract from the US Air Force Research Laboratory to demonstrate the engine in flight by the end of this calendar year, highlighting Ursa Major’s focus on rapid, production-ready engine design. Under that contract, Ursa Major is serving as lead integrator for a tactical flight demonstrator that will showcase Draper’s use for hypersonic applications.
Draper operates on noncryogenic, non-toxic propellants and uses a closed catalyst cycle. Successfully hot-fire tested more than 250 times, Draper is said to be
Titomic opens expanded Cold Spray facility in the Netherlands
Titomic Limited, headquartered in Brisbane, Australia, has opened a new facility in Heerenveen, the Netherlands, to accelerate growth in Cold Spray Additive Manufacturing, coatings, and repair solutions. The new site will serve as a hub for Titomic’s European customers in industries such as aerospace, defence, energy, and automotive.
The new Heerenveen facility is 5x the size of Titomic’s Akkrum location and houses four fully equipped Cold Spray booths, enabling production across multiple applications and industries. Additionally, the site features a Titomic Kinetic Fusion
(TKF) machine with a 5 m capability, enabling large-scale Additive Manufacturing capabilities.
“This new facility is more than just an expansion – it’s a testament to the growing demand for sustainable, advanced manufacturing solutions across Europe,” stated Klaas Rozema, Titomic EMEA President. “With enhanced capacity and world-class equipment, Titomic Europe is now positioned to deliver not only our cutting-edge cold spray machines, but also high-performance cold spray parts to our customers.”
The opening ceremony featured a keynote address from astronaut
Ursa Major has received a $34.9 million contract to supply Draper engines and services (Courtesy Ursa Major)
safe, reusable, storable for at least ten years, and designed from the ground up using Additive Manufacturing to accelerate timelines whilst lowering cost and complexity. www.ursamajor.com
André Kuipers, who spoke on the importance of innovation and international collaboration in advancing aerospace and technology. Titomic also announced the signing of a Memorandum of Understanding (MoU) with Fraunhofer, Europe’s largest applied research organisation. The agreement was officially signed on stage during the opening ceremony.
“This grand opening marks a pivotal moment for Titomic in Europe,” added Jim Simpson, CEO and Managing Director of Titomic. “We are not only scaling our capabilities but also strengthening partnerships that will drive the next generation of manufacturing.” www.titomic.com
Hubb to acquire 3D Systems’ Oqton and 3DXpert software platforms
3D Systems, Rock Hill, South Carolina, USA, has announced that following a comprehensive strategic review of its major software platforms, it intends to divest its Oqton Manufacturing Operating System (MOS) and 3DXpert metal AM software platforms to Hubb Global Holdings, a strategic investment group led by principals Steve Lokam and Kalyan Yenneti. The transaction is anticipated to close in the fourth quarter of 2025.
Under 3D Systems’ ownership, both Oqton and 3DXpert have been offered as AM machine-agnostic platforms to global OEMs and customers alike, and not confined to 3D Systems’ metal AM machines.
This approach is said to have created a strong technical foundation and brand awareness for both platforms. However, transitioning these solutions to an independent software developer is expected to further accelerate OEM adoption of Additive Manufacturing and foster the standardisation needed to transform the manufacturing landscape for metal AM, stated 3D Systems.
Just as it has under 3D Systems’ ownership, Oqton MOS is expected to operate under Hubb Global Holdings as an independent provider of AM machine-agnostic enterprise software that will enable the rapid integration of intelligent, cost-effective metal Additive Manufacturing into
Hubb Global Holdings will acquire the Oqton Manufacturing Operating System and 3DXpert metal AM software platforms (Courtesy 3D Systems)
Prima Additive by Sodick becomes AltForm
Prima Additive by Sodick, a company specialising in metal Additive Manufacturing and advanced laser technologies, has officially changed its name to AltForm. The rebranding follows the full acquisition of Prima Additive by Sodick Co, Ltd in May 2025 and reflects both a new ownership structure and an expanded technological perimeter.
AltForm’s portfolio now goes beyond metal AM to include laser remote welding and advanced surface treatment processes such as laser hardening. The company stated that its mission is to make AM truly
industrial, moving from prototyping to large-scale, automated production.
The new name, AltForm, stands for Advanced Laser Technologies for Manufacturing. The official launch of the new brand will take place at Formnext 2025, where AltForm will exhibit at Hall 12.0, Stand E139. Visitors will discover the new Print 300 Series, a medium-format Powder Bed Fusion platform with a build volume of 330 × 330 × 450 mm and available in single, dual, and quad-laser configurations. Also on display will be a robotic cell equipped with a wire DED process, alongside
customers’ factories. The same approach will be taken with 3DXpert, whether it is incorporated into the Oqton MOS or provided to customers as a standalone platform.
“Our company is focused on enabling customers to fully leverage the advantages of Additive Manufacturing in their production environment,” stated Dr Jeffrey Graves, president and CEO of 3D Systems. “We make this possible by providing fully integrated Additive Manufacturing solutions comprising 3D printing hardware, materials, software, and services to customers worldwide. We believe it’s critical to continue to invest in R&D to drive innovation in all elements of our solutions – focusing these investments where they can make the biggest impact for our customers and shareholders.”
“By concentrating our internal software development resources on advancing 3D Sprint, and continuing to support our unique application development across both polymer and metal printing solutions, with the later utilising the 3DXpert platform that will continue to evolve under Hubb Global Holdings’ ownership, we can best leverage both of these marketleading software systems to solve the most critical customer needs in both polymer and metal solutions,” Graves added.
www.3dsystems.com
a dedicated focus on the company’s new AI-powered Human-Machine Interface, which integrates blockchain technology for enhanced traceability and certification.
AltForm will continue with the same leadership team that successfully guided Prima Additive, including its CEO Paolo Calefati, ensuring continuity in vision, expertise, and customer relationships. “With the solid backing of Sodick, a global leader in precision manufacturing solutions, AltForm will further accelerate its mission to bring Italian genius and Japanese precision together in order to industrialise metal Additive Manufacturing and other advanced laser processes,” the company stated.
www.altform.tech
with automated transfer and robotic finishing
SFM-AT350-E depowdering system with ultrasonics
ERVIN’S NEXT LEAP
COME TO SEE IT AT FORMNEXT FRANKFURT 2025 18 - 21 NOVEMBER BOOTH 11.0 C61
Ervin and LHM will showcase a world first: the largest LPBF-XXL metal part made from particles up to 1000 μm
Quantum acquisition secures future of Spain’s BCN3D
The assets and operations of BCN3D, headquartered in Lleida, Spain, have been acquired by Quantum, a newly established company backed by private investors from the Lleida region with strong ties to Industry 4.0 technology initiatives.
All of BCN3D’s assets, including the recently inaugurated headquarters and production centre in Lleida, will remain fully operational. The entire BCN3D team will also remain in place and continue operating as usual.
The company’s range of products includes the metal-compatible Epsilon Fused Filament Fabrication (FFF) Additive Manufacturing machines. These can process stainless steel through the company’s Metal Pack optional upgrade.
BCN3D is reported to have machine installations in over sixty countries. Its list of clients includes Nissan, BMW, NASA, Camper, Louis Vuitton, and the Massachusetts Institute of Technology.
The acquisition has been formally
Tekna achieves record order intake in H1 2025 despite lower revenue
Tekna Holding ASA, headquartered in Sherbrooke, Quebec, Canada, has announced its financial results for the second quarter and half-year ended June 30, 2025. The company reported strong order intake, led by its Materials business. Despite a decline in revenue, the company generated positive operating cash flow and continues implementing cost and capital measures to meet its annual profitability targets.
“While the second quarter reflected a temporary revenue decline, our record order intake - up 59% year-to-date - underscores strong underlying demand and the growing relevance of our technology in critical sectors like defence”, said CEO Claude Jean. “We are proactively adjusting our cost base and spending to protect profitability, while positioning Tekna to capitalise on long-term trends such as reshoring, Additive Manufacturing growth, and increased defence spending. With a strengthened backlog and continued focus on execution, we remain cautiously optimistic for the second half of 2025.”
Q2 order intake was CA$9.1 million, up 42% from Q2 2024. This contributed to a record H1 2025 order intake of CA$21.9 million, up 59%
from CA$13.8 million in H1 2024, fuelled by strong Q1 performance. Revenue for Q2 2025 totalled CA$9.0 million, a 20% decline yearon-year, primarily due to reduced activity in the Systems business area. Year-to-date revenue reached CA$17.4 million, down 13% from CA$19.9 million in H1 2024.
Materials generated revenue of CA$6.6 million in Q2, with year-todate revenue at CA$12.8 million, down 6% from CA$13.6 million in H1 2024, driven by short-term fluctuations in order timing.
Systems revenue in Q2 was CA$2.4 million, with year-to-date revenue at CA$4.6 million, down 27% from CA$6.3 million in H1 2024, primarily due to a low starting order backlog.
Adjusted EBITDA for Q2 was -CA$2.0 million, impacted by an unfavourable product mix, lower Systems volumes, and adverse foreign exchange effects. Year-todate Adjusted EBITDA improved to -CA$2.8 million from -CA$4.1 million in H1 2024, driven by strong Q1 Materials performance and savings from cost reductions implemented in late 2024.
Operating cash flow was positive at CA$0.4 million, supported by
BCN3D’s Epsilon Additive Manufacturing machines can process stainless steel through an optional upgrade (Courtesy BCN3D)
approved and completed through the appropriate legal proceedings. www.bcn3d.com
a CA$2.7 million reduction in net working capital. Capital expenditure was disciplined at CA$0.3 million.
Tekna products continue to be exempt under the United States-Mexico-Canada Agreement (USMCA). While recent US tariffs have introduced short-term uncertainty and geopolitical risk, they are reportedly expected to reinforce reshoring and localised manufacturing trends, bolstering growth in Additive Manufacturing and long-term demand for Tekna’s products.
The ongoing trade war is creating uncertainty in the markets; however, strong YTD Materials order intake in the first half of 2025 supports a cautious positive outlook for the remainder of the year. The increased defence spending trend should offer positive opportunities in both business areas, with defence OEMs progressing in the qualification of Tekna’s powders for their Additive Manufacturing development, as well as for its PlasmaSonic systems.
Tekna remains focused on profitability, working capital reduction and disciplined capital management. Capital expenditures for 2025 are expected to be around CA$1.5 million, significantly lower than those for 2024. Additional operating cost reductions will be implemented in early Q3 2025. www.tekna.com
AMPAL opens aluminium powder line in Pennsylvania
AMPAL, Inc, a subsidiary of United States Metal Powders, Inc (USMP) based in Palmerton, Pennsylvania, USA, recently held a ribbon-cutting ceremony for its new production line for nodular and spherical
aluminium powders. Full production is expected to commence in early August.
More than 100 people reportedly attended the event, including AMPAL staff, customers, suppliers,
Ribbon-cutting ceremony held at AMPAL’s new aluminium powder line in Palmerton, Pennsylvania (Courtesy US Metal Powders Inc)
IperionX advances titanium supply chain expansion with $12.5 million funding
IperionX, based in Charlotte, North Carolina, USA, has announced that the US Department of Defense (DoD) has obligated $12.5 million under IperionX’s previously announced $47.1 million award to strengthen the US Defense Industrial Base by accelerating the scale-up of a resilient, low-cost, and fully integrated US mineral-to-metal titanium supply chain.
In response to the strategic need for increased production capacity of domestic primary titanium metal and manufactured titanium components, the project scope under the Industrial Base Analysis and Sustainment (IBAS) programme has been revised to prioritise accelerated expansion of IperionX’s titanium metal and manufacturing production capacity at IperionX’s Virginia Titanium Manufacturing Campus.
The $12.5 million will be applied to purchase orders for long-lead, major capital equipment required for
the next stage of capacity scale-up to over 1,000 metric tons per year at the Virginia Titanium Manufacturing Campus. Major incremental capacity categories include titanium deoxygenation, sintering and Powder Metallurgy consolidation systems; near-net-shape component manufacturing and ancillary infrastructure upgrades. IperionX will provide a market update with additional details on the accelerated growth plans for the Virginia Titanium Manufacturing Campus.
This funding follows the $5 million previously obligated to advance the titanium, zircon and rare earth critical mineral-rich Titan Critical Minerals Project in Tennessee to shovel-ready status, with a definitive feasibility study underway and on track for completion in the first half of 2026.
Total funding obligations received under the DoD award now stand at $17.5 million, with the
members of the Board of Directors, and public officials. USMP president, Eric Degenfelder, opened the event, stating, “This is not only about our new production line, but also a celebration of our strong team at AMPAL”.
To support the company’s expansion, AMPAL plans to add fifteen new jobs in 2025. Ryan Mackenzie, the US Congressman representing the facility’s location, stated that the production line is an “incredible expansion for the local community.”
Board member Patrick Ramsey stated, “We are thrilled to support this expansion. Production is the lifeblood of this company.”
During the tour of the facility, Degenfelder noted that the new line has implemented ‘state-ofthe-art’ technology as part of the company’s focus on safety alongside productivity and quality. www.usmetalpowders.com
remaining $29.6 million expected to be obligated by the DoD over the contract term to support additional titanium production capacity at the Virginia Titanium Manufacturing Campus.
Anastasios (Taso) Arima, IperionX CEO, shared, “This new US Government obligation allows IperionX to move immediately to secure long-lead capital equipment and lock in manufacturing slots with key suppliers. It accelerates our imminent Virginia expansion beyond 1,000 tpa of highperformance titanium manufactured products, and advances a fully integrated, low-cost and traceable American titanium supply chain for defence and commercial customers.
We are executing a multi-phase modular scale-up in titanium production and manufacturing capacity - and this commitment from the DoD is a strong endorsement of our technology, our team, and our mission to reshore a resilient titanium production supply chain in the United States.”
www.iperionx.com
Velo3D’s Rapid Production Solution earns AS9100D aerospace certification
Velo3D, Inc, headquartered in Fremont, California, USA, has announced that it has achieved AS9100D certification for its Rapid Production Solution (RPS) Quality Management System. This certification, issued by Eagle Certification Group (ECG), is a globally recognised benchmark. This affirms that Velo3D’s RPS processes meet the standards set by the International Aerospace Quality Group for aviation, space, and defence supply chains.
Velo3D’s RPS offers customers a pathway to move from prototyping directly into high-volume production of complex, mission-critical components. With the AS9100D certification, the company’s RPS offering is now recognised as compliant with the most rigorous quality management requirements, ensuring repeatability, traceability, and reliability at scale. ECG, an accredited registrar recognised for aerospace quality management system audits, conducted the certification process.
Velo3D’s Rapid Production Solution Quality Management System has achieved AS9100D certification (Courtesy Velo3D)
Velo3D reportedly underwent rigorous evaluation of its quality management system documentation, implementation, and overall effectiveness.
“Achieving AS9100D certification for our RPS Quality Management System is a pivotal milestone for Velo3D and, most importantly, for our customers,” said Dr Arun Jeldi, CEO of Velo3D. “This achievement demonstrates that our RPS processes meet the highest standards of aerospace quality, providing customers with confidence that they can depend on Velo3D to deliver consistent, production-ready solutions for their most critical applications.”
The certification strengthens Velo3D’s ability to serve aerospace primes, defence contractors, and government agencies that require suppliers to comply with AS9100D. It also reinforces the company’s commitment to advancing US-based manufacturing resiliency by providing a certified, rapid pathway to scale production.
“Rapid Production Solution was built to help customers close the gap between innovation and production,” said Dr Jeldi. “AS9100D certification validates that we have the processes and controls in place to support mission-critical production at scale, opening new opportunities for growth with aerospace and defence customers worldwide.”
www.velo3d.com
Sirius Space acquires SERM, adds two AddUp FormUp 350 metal Additive Manufacturing machines
Sirius Space Services, based in Colombes, France, has acquired SERM, a precision machining specialist located in Coudray-Montceaux. The company also announced a strategic partnership with the Fives group via its subsidiary AddUp, which included an order for two FormUp 350 industrial AM machines.
From completion of the deal, the facility will be named SERM by Sirius. The site will play a central role in the production of the SIRIUS family of launchers, particularly for the manufacture of critical components of STAR 1 engines, such as combustion chambers, injector plates, and turbo pumps, designed for metal Additive Manufacturing, as well as multiple pieces of the launcher.
In parallel with the activities for Sirius, the SERM by Sirius facility will continue to meet the needs of its existing clients in the space, automotive, aeronautics, medical and defence sectors. These include companies such as SAFRAN, Alpine, Renault F1, Peugeot-Citroën Sport or Mecachrome.
Antoine Fourcade, CEO of Sirius Space Services, shared, “By integrating the SERM, we consolidate our capacity to produce in France with a high level of technological requirements. This site permanently anchors Sirius in the reindustrialisation of space.”
The two FormUp 350 machines will be installed at the site to accelerate the integration of metal
Sirius Space Services uses Laser Beam Powder Bed Fusion (PBF-LB) to manufacture the injection heads and combustion chambers for its reusable rocket launcher range (Courtesy Sirius Space Services)
Additive Manufacturing into production processes.
Julien Marcilly, President of AddUp stated, “This partnership with Sirius illustrates our ability to support the actors of the New Space in their rise to industrial power, thanks to our technological knowhow and our co-design approach.” www.addupsolutions.com www.sirius-space.com
Incus Hammer Pro25
University of Arizona team wins $5M US Army grant for hypersonic alloy research
The Mach-X engineering team from the University of Arizona, Tucson, USA, has been awarded a $5 million US Army grant to design an alloy manufacturing process using Additive Manufacturing technology and machine learning to make critical parts for vehicles that fly at least 5x the speed of sound.
The US National Center for Defense Manufacturing and Machining tasked the research team with the creation of an efficient method for producing high-tolerance aircraft parts at reduced costs.
“This grant reflects how the University of Arizona’s well-regarded expertise in hypersonics and materials sciences can bolster the nation’s defence capabilities,” said University of Arizona Senior Vice President for Research and Partnerships Tomás Díaz de la Rubia. “Developing and fostering research partnerships of this kind helps the U of A shape the future and address pressing challenges, and we are excited to see what the Mach-X team designs.”
“We are pioneering metal 3D printing techniques, as well as new and innovative alloys that can support the next generation of affordable hypersonic platforms,” stated Sammy Tin, Patrick R. Taylor Endowed Department Leadership Chair of Materials Science and Engineering, and the grant’s principal investigator.
“These very significant awards are further evidence that the University of Arizona is a leader in hypersonics
research,” said David W. Hahn, the Craig M Berge Dean of the College of Engineering. “The funding brings together academia, government and industry to expand research capacities while supporting national priorities in homeland security and technology.”
The Mach-X team – which includes materials science and engineering faculty members Krishna Muralidharan; Oana Cazacu; Andrew Wessman; and Benoit Revil-Baudard, as well as Ron Liang, the Thomas R Brown Endowed Chair in the Wyant College of Optical Sciences; Tribikram Kundu from the Department of Civil, Architectural, and Engineering Mechanics; Kavan Hazeli from the Department of Aerospace and Mechanical Engineering – will partner with Raytheon, an RTX business, to produce prototypes with nickel alloys capable of tolerating the intense heat of hypersonic flight.
“A leading-edge structure or rocket nozzle structure needs to survive at temperatures above 1,100ºC for extended periods and under high stresses,” Tin added.
Additive Manufacturing for prototyping
Tin said the team’s challenge will be to find the right mix of metals and a strong additively manufactured microstructure that can handle hypersonic flight. To achieve this, they will refine the manufacturing process using machine learning and sophisticated nonlinear acoustic detection - a nondestructive process
The University of Arizona Mach-X research team. Front row, from left: Krishna Muralidharan, Kavan Hazeli, Andrew Wessman and Oana Cazacu; back row, from left, Benoit RevilBaudard and Sammy Tin (Courtesy University of Arizona)
that uses sound waves to test the integrity of AM parts – and use machine learning to create simulations of build formations.
“We can assess the quality of the part as we’re building it and make on-the-spot decisions if we need to go back and update the process,” said Muralidharan.
“We will train the algorithm on the simpler parts and use it to interpret the acoustic responses from the testing process,” Muralidharan said. “That will tell us with a high degree of confidence if there are defects and which structures are working.”
The project employs novel technology in defence manufacturing and aims to accelerate the university’s discovery-to-deployment cycle of advanced materials.
“We can develop the powder, customise the alloy compositions, print in 3D, evaluate the products non-destructively, and ultimately do very high-temperature mechanical testing here,” Tin said. “We will have unique, end-to-end capabilities on campus that very few universities or industrial companies have.”
www.arizona.edu
Our expertise spans every stage, from machine design to quality control, delivering high-tech, reliable solutions that empower your production process.
With a 360° vision and expert support in LP-DED, we provide tailor-made turnkey systems that accelerate adoption, ensure consistency, and bring additive manufacturing to the heart of industrial production.
restor3d secures $104M to scale patientspecific orthopaedic solutions
restor3d, Inc, a provider of patientspecific musculoskeletal implants based in Durham, North Carolina, USA, has announced a strategic investment partnership with Partners Group. Under the agreement, Partners Group will acquire a significant minority stake in restor3d, marking the company’s first institutional investment.
As part of this transaction, restor3d has raised a total of $104
million, including $65 million of new equity from Partners Group and $39 million from existing shareholders. The proceeds from the investment will support continued product innovation, commercial expansion, and wider access to personalised orthopaedic care.
Partners Group will also join restor3d’s board of directors, contributing its deep operational experience and healthcare expertise to support
Partners Group has invested $65 million in restor3d, a provider of patientspecific musculoskeletal implants (Courtesy restor3d)
Velo3D announces $17.5 million public offering and uplisting to Nasdaq
Velo3D, Inc, Fremont, California, USA, has announced a public offering of 5,833,333 shares of its common stock at $3.00 per share, valued at a total of approximately $17.5 million. The company said it intends to use the net proceeds from the offering for working capital, capital expenditures and general corporate purposes.
Velo3D’s common stock is expected to commence trading on the Nasdaq Capital Market on August 19, 2025 under the ticker symbol ‘VELO’, subject to continued compliance with Nasdaq rules.
In addition, the company has granted the representative of the underwriters a thirty-day option to purchase up to an additional 875,000 shares of its common stock at the public offering price, less underwriting discounts and commissions. The offering was expected to close in August, 2025, subject to customary closing conditions.
Pending the commencement of trading of Velo3D’s common stock on Nasdaq, trading of the company’s common stock under the symbol ‘VLDX’ on the OTCQX was suspended at the close of
the company’s long-term strategy.
“This investment marks an exciting milestone for restor3d as we expand access to personalised orthopaedic solutions,” Kurt Jacobus, CEO of restor3d, shared. “With Partners Group’s support, we will continue to deliver innovations that empower surgeons and improve outcomes for patients across the full spectrum of joint replacement.”
Ashley Torres, Member of Management, Private Equity, Partners Group, stated, “restor3d is solving a key issue in the orthopaedic market, namely that procedures have often relied on off-the-shelf products that cannot accommodate different patient anatomies. restor3d addresses this challenge by delivering rapid, precise patient-specific implants that lead to better surgical fit and function, ultimately improving patient outcomes.”
Todd Miller, Partner, Head Private Equity Health & Life, Partners Group, added, “We think restor3d’s offering is set to benefit from several thematic trends, including ageing demographics and rising engagement in sports and recreational activities in the US. We look forward to working with the company’s highly experienced management team.”
www.restor3d.com
Velo3D has announced a public offering valued at a total of approximately $17.5 million (Courtesy Velo3D)
markets on August 18, 2025. It was added that stockholders are not required to take any action as a result of the uplisting to Nasdaq. www.velo3d.com
GKN Aerospace secures longterm supply contract for Ariane 6 components
GKN Aerospace and ArianeGroup have signed a new Frame Contract for the operational phase of Ariane 6, securing Europe’s access to space for years to come and building on a partnership spanning over five decades. It is reported to be the first agreement between ArianeGroup and a major industrial partner as the new European launcher enters its industrial ramp-up phase.
The new agreement confirms GKN Aerospace’s continued deliveries to the Ariane 6 programme throughout the launcher’s operational life, following its successful maiden flight in July 2024 and the first commercial mission in March 2025.
Under the contract, ArianeGroup secures several mission-critical components for the Ariane 6 launch
vehicle supplied by GKN Aerospace, including:
LH 2 and LOX turbines for the first-stage Vulcain 2.1 engine
Nozzle extension for the Vulcain 2.1 engine
• LH 2 and LOX turbines for the second-stage Vinci engine
These components have been developed in collaboration with ArianeGroup under a European Space Agency (ESA) programme and are produced at GKN Aerospace’s engines centre of excellence in Trollhättan, Sweden.
“The Ariane 6 launch vehicle is intended to ensure independent access to space and offer an efficient, flexible solution for a wide range of institutional and commercial
missions. It is launched from the Guiana Space Centre in Kourou, French Guiana,” stated Stefan Oscarsson, Senior VP, Engines. “We are proud to continue our long-term collaboration within the Ariane programme. Signing this contract secures our future contribution to European space launch capability and reinforces our partnership with ArianeGroup as we move forward with Ariane 6.”
Stéphane Nogatchewsky, Chief Procurement Officer, ArianeGroup, added, “This fruitful collaboration with a major industrial partner is an important step towards the Ariane 6 programme. I would like to thank the teams at GKN Aerospace and ArianeGroup. This contract shows the progress in the negotiations with our partners for the exploitation phase and underscores our determination to make the Ariane 6 ramp-up a success.”
www.gknaerospace.com www.ariane.group
Nikon SLM and RINA partner on Additive Manufacturing for hydrogen-related applications
Nikon SLM Solutions AG, based in Lübeck, Germany, and RINA, Genoa, Italy, have signed a Letter of Intent to establish the H2AM Open Lab project, which will focus on the advancement of Additive Manufacturing within hydrogen-related technologies and applications. The initiative aims to accelerate material and process innovation targeting critical sectors, including green steel production and the oil & gas industry.
As global industries navigate the energy transition, the demand for components that can withstand aggressive hydrogen environments is growing rapidly, it was stated. The joint initiative will be hosted near Rome at RINA’s Centro Sviluppo Materiali (CSM) – a centre for applied research on advanced materials and home to one of the company’s Open
Innovation Hubs. The companies’ focus will be on qualification support, advanced materials, and the development of Additive Manufacturing process parameters for enhanced performance and corrosion resistance.
“We are proud to partner with RINA to expand the frontiers of AM for the hydrogen economy”, said Sam O’Leary, CEO of Nikon SLM Solutions. “Their proven expertise in metallurgy and material science, combined with our leadership in high-productivity metal AM systems, creates a powerful foundation for developing next-generation solutions in this high-growth field.”
The centre will support R&D efforts around hydrogen embrittlement (HE), high-temperature hydrogen attack (HTHA), and materials designed specifically for hydrogen service environments. These efforts will also aim
to address industry-specific requirements for qualification, sustainability, and reliability – offering OEMs a collaborative platform to develop and test components under real-world conditions.
“By creating this H2AM Open Lab Nikon SLM Solutions, we are building the capabilities needed to drive transformative change across the hydrogen supply chain”, said Michele Budetta, CEO of RINA Consulting.
“This collaboration opens the door to safer, more efficient components that meet the unique demands of hydrogen infrastructure and future energy systems.”
The Open Lab will be open to OEMs across industries to explore design, production, and validation of AM parts using advanced materials including steels, aluminium alloys, nickel-based alloys, and more. No specific machine installation is currentlyy planned, as the hub will focus on shared research, simulations, and material testing.
www.nikon-slm-solutions.com www.rina.org
Aluminium, Zinc and Tin Metal and Alloy Powders
Pratt & Whitney accelerates XA103 adaptive propulsion engine with digital processes
Pratt & Whitney, an RTX business, headquartered in East Hartford, Connecticut, USA, is accelerating the development of its XA103 engine for the US Air Force’s Next Generation Adaptive Propulsion (NGAP) programme with the use of digital data packages.
By setting stringent digital requirements for their supply base and internal teams and distributing advanced digital design models, Pratt & Whitney is shortening development times, reducing costs and increasing design efficiency. These comprehensive packages reportedly enable rapid design iteration, easier integration with supplier systems, improved resource forecasting for manufacturing, and accelerated digital model testing and validation.
“We are paving the way with digital on NGAP, so much so that the rate at which we are delivering XA103 technical data packages has doubled,” said Jill Albertelli, president of Pratt & Whitney’s Military Engines business. “Model-
based design ties all the puzzle pieces together, fostering constant collaboration, and we are applying these learnings across our engine portfolio.”
In addition to RTX investment and work completed under government contracts, Pratt & Whitney has self-invested more than $30 million this year to further develop its model-based environment, which significantly improves the accuracy of propulsion design,
including XA103. The company states that XA103’s adaptive technology will be delivered at the speed of relevance, driving quality work faster across the value stream, including more than 1,000 engineers and support staff, the customer, and over 100 domestic suppliers.
Pratt & Whitney’s NGAP team is working toward the programme’s next major milestone, the Assembly Readiness Review, which will validate the timeline for the prototype’s build and test. The XA103 engine is expected to be tested in the late 2020s.
www.prattwhitney.com www.rtx.com
Nikon Advanced Manufacturing partners with US Navy
Nikon Advanced Manufacturing Inc has announced that the US Navy Maritime Industrial Base (MIB) Program will fund the placement of its first ultra-large format Nikon SLM Solutions’ NXG 600E Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machine in the Nikon AM Technology Centre in Long Beach, California. This facility focuses on metal AM, tackling critical needs in hypersonics, naval, defence, aviation, and space industries.
The NXG machine will be operated by Nikon AM Synergy Inc, Nikon’s engineering and
services company, to qualify Additive Manufacturing materials, develop technical data packages in high-productivity multi-laser AM machines, produce critical components, and expand AM capabilities in support of US Navy shipbuilding and repair.
“Nikon AM is proud of its partnership supporting the US Navy’s Maritime Industrial Base at our AM Technology Center in Long Beach,” stated Hamid Zarringhalam, CEO of Nikon AM. “We are building upon Nikon’s long-enduring reputation and advanced manufacturing expertise and have invested heavily
to enable and scale the Defense Industrial Base on US shores. We will continue to execute our holistic approach to deliver the advanced manufacturing capabilities that are crucial to the United States and allied partners.”
The MIB Program is working to drive the revitalisation of US Navy shipbuilding through strategic investments in supply chains, workforce development and advanced manufacturing. These initiatives are leveraging AM and collaborative programmes like the Additive Manufacturing Center of Excellence (AM CoE) in Danville, Virginia, to invest, prove and scale technologies in the fleet.
www.nikon-slm-solutions.com www.secnav.navy.mil
Pratt & Whitney is accelerating development of its XA103 engine for the NGAP programme (Courtesy of Pratt & Whitney)
INDO-MIM seeks to raise $113 million via IPO
INDO-MIM Ltd, headquartered in Bengaluru, India, is reported to have filed for an initial public offering (IPO) of shares to raise up to Rs 1,000 crore (approx $113 million) via fresh issue.
As part of the offer for sale (OFS), Green Meadows Investments Ltd, Anuradha Koduri, John Anthony
Dexheimer and the Indian Institute of Technology Madras will offload shares.
One of the world’s largest Metal Injection Moulding (MIM) operations, INDO-MIM was founded in 1996. Today, the company operates globally, with facilities in India, the United States, the United Kingdom
Framatome plans AM centre in France to support nuclear and defence industries
Framatome, Courbevoie, France, is creating a new Additive Manufacturing centre in Romans-sur-Isère, France. The facility will use metal AM to produce mechanical components for the nuclear and defence sectors. It will also offer research and development capabilities, process qualification, and training.
The manufacturing technologies to be deployed include Directed Energy Deposition (DED) and Laser Beam Powder Bed Fusion (PBF-LB), which aim to enable the production of high-quality components ranging from a few kilograms to several tons, reduce production costs and lead times, improve equipment
Framatome’s planned Additive Manufacturing centre in Romans-sur-Isère, France (Courtesy Framatome)
PyroGenesis receives first Ti-6Al-4V order from European AM firm
PyroGenesis Inc, headquartered in Montreal, Quebec, Canada, has announced that it is now contracted to provide Ti - 6Al - 4V powder, produced by its NexGen plasma atomisation process, to an undisclosed European-based engineering and science firm specialising in Additive Manufacturing. This ‘coarse’ powder cut ordered was recently added to a major global aerospace company’s approved list of metal powders.
The unnamed client had previously received and tested samples of PyroGenesis’ metal powder; this latest contract marks the first commercial order with this customer. The company noted that the powder has already been produced and will be shipped to the customer over the next few weeks.
“This initial order comes after a successful review and testing process with this European customer. The high standard of Ti64 metal powder
and Mexico. Its main facility in Bangalore houses the world’s largest installed capacity for MIM and employs over 2,500 skilled workers.
INDO-MIM’s annual report states that total Income for the year ended March 2025 was INR 28,338.46 million (approx $319 million), up from INR 24,383.81 million (approx $275 million) in FY 2024.
www.indo-mim.com
performance, and significantly lower environmental impact by optimising resource use. A number of components produced by Framatome have reportedly already been implemented in operating reactors.
“This new centre reflects Framatome’s commitment to fully leveraging innovative technologies to enhance its performance and that of its customers,” stated JeanBernard Ville, Senior Executive Vice President, Projects and Component Manufacturing Business Unit at Framatome.
“Additive Manufacturing strengthens the sovereignty and competitiveness of strategic sectors in France. Framatome has made it a major pillar of its operations, aiming to improve security of supply and foster innovation in the design of nuclear components.”
www.framatome.com
produced at PyroGenesis Additive is the result of years of groundbreaking design and engineering work that went into developing our NexGen plasma atomisation process, and the commercial results of these efforts are starting to appear,” said P Peter Pascali, president and CEO of PyroGenesis.
“This customer is a key technology hub for their region, with state-of-the-art engineering and R&D. We hope to see further contracts that reflect the importance of the customer’s role within the industry.”
www.pyrogenesis.com
EDMMax “Fast”
EDMs
Horizontal/Submerged Models
FC series features:
• Pure deionized water dielectric
• Inverted cutting, submerged
• Easy wire threading, one person, 300 meters/ load
• No wire conditioning
• Small footprint 71 x 79”
• Optional loading cart
• Two models 400 x 400 mm and 625 x 625 mm
• Panasonic drive
• On site training
• Low operating costs ~$1.00/ hour
• Made in Taiwan
• US patent pending
The 650 and 1100 HW feature:
• Easy set up
• Submerged cutting
• Safer loading of large and heavy build plates
• No concern with “ catching” the cut parts
• Very large cut capacity 650 x 1000 mm and 1100 x 1400 mm. Weights up to 2000 and 3000 kg
• Panasonic drive
• UL electrical components
• On site training
• Low operating cost ~$1.00/ hour
• US patent pending
Höganäs PowdrIQ competition to identify new metal powder applications
Höganäs AB has announced the launch of PowdrIQ, an international competition for university students seeking to identify new applications for the use of metal powders. The company states that as industry shifts towards sustainability and
resource efficiency, metal powders open opportunities to replace conventional materials, such as stainless steel, with lighter, stronger, and more sustainable alternatives.
Metal powders are already used across a wide range of sectors, with
PowdrIQ is an international competition for university students seeking to identify new applications for metal powders (Courtesy Höganäs AB)
Critical Manufacturing acquires Convanit to expand image-based analytics
Critical Manufacturing, a subsidiary of ASMPT based in Porto, Portugal, has announced the acquisition of Convanit, an AI specialist focused on image-based analytics for high-tech manufacturing headquartered in Dresden, Germany. The acquisition marks a significant step in expanding the capabilities of the Critical Manufacturing Data Platform, enabling customers to harness the power of visual AI to drive greater precision, automation, and insight.
With its flagship solution c-Alice, Convanit offers a powerful image classification engine built for complex industrial environments. The solution allows manufacturers to swiftly build and deploy custom AI models for visual inspection without the need for specialised programming or data science skills. Previously manual, time-consuming inspection can now be performed faster, with improved accuracy and quality assurance.
“Manufacturers face growing pressure to deliver higher quality, faster,
and ensure complete traceability, yet visual data remains one of the most underused assets on the shop floor,” said Francisco Almada Lobo, CEO of Critical Manufacturing. “By integrating Convanit’s advanced AI-powered image analytics into our platform, we are transforming how customers convert unstructured image data into actionable, contextualised intelligence. This acquisition is a key milestone in our vision for truly data driven, Industry 4.0 manufacturing.”
The integration of c-Alice is intended to allow manufacturers using the Critical Manufacturing Data Platform to seamlessly ingest, classify, and analyse image data in conjunction with real-time process data; automate defect detection and trigger real-time anomaly alerts across production stages; connect image insights directly to MES workflows, traceability records, and quality reporting; and deploy scalable AI models with
applications in automotive, medical, aerospace, consumer electronics, industry and more. Despite this, the true potential of metal powders remains largely untapped across many industries. The PowdrIQ challenge focuses on identifying new, untapped applications where metal powders are not currently used but could be.
The scope of the challenge
Participants must conduct research, analyse the market, and propose applications where metal powders promote sustainability, efficiency, and performance, while clearly demonstrating the industry relevance of how the proposed application addresses a real market need or opportunity.
First place winners will receive a €5,000 cash prize and a study trip to a Höganäs site. Second place winners receive €2,500 and third, €1,000.
www.hoganas.com
low latency for continuous in-line operations.
Convanit’s intuitive interface supports a wide range of users including quality engineers and process specialists with no need for advanced coding skills. This accessibility helps scale AI adoption across production teams, enabling “citizen data scientists” to take ownership of model development and refinement.
Michael Meinel, co-founder of Convanit, shared, “We created c-Alice to make visual AI simple, flexible, and effective for manufacturers. Joining Critical Manufacturing brings our vision to a global stage, embedding it into one of the most powerful MES ecosystems on the market.”
The acquisition further reinforces Critical Manufacturing’s commitment to innovation in high-precision sectors, including semiconductors, electronics, medical devices, and industrial equipment industries, where traceability, quality, and responsiveness are businesscritical.
Continuum Powders, based in Houston, Texas, USA, has announced the commercial availability of its OptiPowder CoCr F75 alloy powder. Known for its strength, corrosion resistance, biocompatibility, and thermal stability, CoCr F75 is a critical material for demanding applications across aerospace, industrial, and medical sectors.
OptiPowder CoCr F75 is produced through the company’s proprietary Melt-to-Powder (M2P) gas atomisation process, which delivers highly spherical particles, low oxygen levels, and flowability for consistent part quality. Continuum’s CoCr powder can be tailored with regard to particle size distributions and powder characteristics to align with the requirements of each modality and OEM platform, enabling it to meet customer specifications across platforms and technologies such as
Laser and Electron Beam Powder Bed Fusion (PBF-LB or PBF-EB, respectively), Binder Jetting (BJT), and Directed Energy Deposition (DED) Additive Manufacturing processes and Metal Injection Moulding (MIM).
Target applications for F75 include engine turbine components such as nozzles and valves, industrial wear parts, and medical implants such as dental prosthetics and joint replacements.
“CoCr F75 has long been a go-to alloy for critical applications in aerospace and medical industries, but its adoption in Additive Manufacturing has been limited by quality and supply challenges,” said Rizk Ghafari, Chief Operations Officer at Continuum Powders. “By offering a reliable, high-performance F75 powder produced through our sustainable M2P process, we’re
helping manufacturers expand design freedom, improve part performance, and build more resilient supply chains.”
Sunil Badwe, VP, Research & Development at Continuum, “The quality of powder defines the performance of the part. At Continuum, we engineer powders with purpose, tailoring their behaviour to specific applications. Our CoCr F75 powder sets the standard for aerospace and medical use, delivering consistency and reliability where it matters most.”
Continuum Powders’ OptiPowder CoCr F75 is part of the company’s broader portfolio of advanced alloy powders designed to deliver technical excellence with a circular advantage. By transforming reclaimed metal feedstock into high-quality powder, Continuum aims to reduce reliance on virgin raw materials while maintaining high performance standards and cost flexibility. www.continuumpowders.com
Sandvik launches Osprey MAR 55 tool steel alloy
Sandvik AB, headquartered in Stockholm, Sweden, has introduced Osprey MAR 55, a versatile tool steel powder that aims to bridge the gap between maraging steels and tool steels. The new alloy is intended to provide manufacturers with both good weldability of carbon-free maraging steels and the performance of carbon-bearing steels. Osprey MAR 55 provides high mechanical properties and wear resistance already in the as-built condition.
Osprey MAR 55 is primarily designed for use in Laser Beam Powder Bed Fusion (PBF-LB), without the need for plate preheating. This makes it ideal for tooling applications requiring >50 HRC hardness and wear resistance beyond 18-Ni class maraging steels. Its ultrahigh fracture toughness also suits defence and aerospace use.
Continuous
Faraz Deirmina, Principal Metallurgist at Powder Solutions, Sandvik stated, “Before MAR 55, customers had to choose between good weldability and performance. This new alloy bridges the gap between maraging steels and carbon bearing tool steels. It means that the alloy is easily weldable, with exceptional toughness. Also, it can be heattreated without the need for prior costly solution annealing (austenitisation) or cryogenic treatments. At the same time its wear and fatigue resistance are similar to the carbidestrengthened tempered martensitic microstructures of medium carbon tool steels.”
Osprey MAR 55 is reported to offer excellent processability in both PBF-LB and laser Directed Energy Deposition (DED), without requiring plate or platform preheating. It is optimised for superior weldability,
comparable to maraging steels, while delivering improved wear and fatigue resistance akin to carbon-bearing tool steels. The alloy also offers higher thermal conductivity than maraging and martensitic stainless steels.
In addition, Osprey MAR 55 achieves an exceptional hardness–toughness balance in both as-built and heat-treated conditions, while maintaining outstanding toughness even at cryogenic temperatures. This combination of properties makes it a versatile material for demanding applications that require strength, durability, and resilience under extreme conditions.
In addition to its use within Additive Manufacturing, Osprey MAR 55 is suitable for Cold Spray, Hot Isostatic Pressing (HIP), Metal Injection Moulding (MIM), Micro-MIM, sintered metal filters and foams. The patent-pending alloy is produced in a VIGA atomiser to ensure low oxygen and contamination levels.
www.metalpowder.sandvik
Firehawk oversubscribes $60 million investment round and gains European investor
Firehawk Aerospace, headquartered in Dallas, Texas, USA, has secured investment from Presto Tech Horizons (PTH), a defence and resilience tech fund created through a partnership between European venture capital firm Presto Ventures and global industrial and technology firm Czechoslovak Group (CSG). Firehawk has confirmed that the $60 million funding round, led by 1789 Capital, was oversubscribed.
The purpose of PTH’s investment in Firehawk is reportedly to strengthen Europe’s ability to locally source critical elements of the munitions supply chain, thus boosting resilience and ensuring sustained defence readiness for NATO and allied forces. While the exact amount of the investment was undisclosed, it was said to represent a significant commitment to Firehawk’s mission.
In late August 2025, Firehawk completed the inaugural flight
test of its GMLRS-class Firehawk Analog (GFA), a hybrid rocket engine system, demonstrating the company’s ability to additively manufacture hybrid propulsion as part of its ongoing Phase III SBIR contract with the Army Applications Laboratory (AAL).
Alongside 1789 Capital and PTH, other participants include Draper Associates, Decisive Point, Stellar Ventures, and other leading VCs. As the only European investor in the round, Presto Tech Horizons aims to bring Firehawk’s energetics technology closer to allied defence users across Europe.
“The conflict in Ukraine proves that while drones give warfighters a decisive edge, munitions like missiles and rockets are the core of combat power,” stated Will Edwards, CEO of Firehawk. “A supply chain is only as strong as its weakest link, and propellant and energetics production are the biggest constraint on missile,
rocket, and artillery manufacturing. Enabling the European defence industry to also produce these weapons quickly and at scale is the core of Firehawk’s mission. We’re proud to partner with Presto Tech Horizons and CSG to help bolster the European energetics supply chain and ensure our allies can fuel the production of key defence equipment.”
Michal Strnad, chairman of the board and owner of CSG, added, “The current geopolitical situation underscores the need to invest in innovative defence technologies. Firehawk can play a crucial role in the future of not only rocket propulsion, but also ammunition production. This innovative project can strengthen cooperation between leaders of the American and European defence industries.”
Matej Luhovy, partner at Presto Tech Horizons, stated, “Since the early 2010s, scientists and engineers have explored 3D printing as a way to unlock faster, safer, and more flexible solid propellant production. Firehawk is the first to truly deliver on that promise. They combine rapid manufacturing with complex grain designs that were once impossible, improving performance while enabling distributed production at scale. Firehawk’s technology doesn’t just speed up how propellants are made – it fundamentally reshapes the supply chain for missiles and rockets.
That’s why this partnership is so important for Europe’s defence resilience.”
PTH is built on the alliance between a venture capital firm and a defence prime and aims to create a bridge between innovation and industry. The partnership expects to accelerate the adoption of technologies like Firehawk’s and serves as a new model to deliver defence technologies at scale for rapid deployment across allied defence industrial bases. The parties are already exploring opportunities for industrial application of Firehawk’s technologies. www.firehawkaerospace.com
In August 2025, Firehawk completed the inaugural flight test of its GMLRSclass Firehawk Analog hybrid rocket engine (Courtesy Firehawk Aerospace)
Elevate your manufacturing potential with the cutting-edge RoboWAAM® XP system, driven by the groundbreaking Cold-Wire Gas Metal Arc (CWGMA) technology. Delivering exceptional deposition rates of up to 15 kilograms per hour, it redefines efficiency without sacrificing precision or quality.
Benefits:
• Patented CWGMA process for 5 x process speeds
• Includes also MIG, MAG, CMT
• Printing more than 100 kg in a day is now a reality
• Build parts of up to 2 m x 2 m x 2 m (configuration dependent) and 2,100 kg
• Celebrate geometrical complexity with 8 axes of motion
• Alloys of iron, aluminium, nickel, and copper
• Energy, space, marine, mining, repair
• Monitoring of melt pool, wire feed speeds, current, voltage, pre-deposition temperature, layer height and shape, air quality
• User friendly software package with WAAMPlanner for tool path planning and WAAMCtrl® for monitoring, ensuring a uniform workflow across all WAAM3D integrated systems.
• Discover the next level of manufacturing with RoboWAAM® XP
• Boost production capabilities, achieve exceptional quality, and transform large-scale fabrication with ease
• Embrace the future of manufacturing excellence.
Delivering exceptional deposition rates of up to 15 kilograms per hour, it redefines efficiency without sacrificing precision or quality.
It is developed for unmatched performance, setting a new benchmark for productivity, scale, and process control in Wire-Arc Additive Manufacturing.
Elevate your manufacturing potential with the cutting-edge RoboWAAM® XP system, driven by the groundbreaking Cold-Wire Gas Metal Arc (CWGMA) technology. Delivering exceptional deposition rates of up to 15 kilograms per hour, it redefines efficiency without sacrificing precision or quality.
Benefits of GMAX Process
Benefits:
• Patented CWGMA process for 5 x process speeds
• 2.5 × higher deposition efficiency than standard GMAW
• Patented CWGMA process for 5 x process speeds
• Includes also MIG, MAG, CMT
• Includes also MIG, MAG, CMT
• Printing more than 100 kg in a day is now a reality
info@waam3d.com
+44 (0)1234 754693 WAAM3D.COM
• Highest deposition rates — up to 15 kg/hour
• Energy, space, marine, mining, repair
• Energy, space, marine, mining, repair
• Printing more than 100 kg in a day is now a reality
• Precise control of bead geometry and material properties
• Build parts of up to 2 m x 2 m x 2 m (configuration dependent) and 2,100 kg
• Build parts of up to 2 m x 2 m x 2 m (configuration dependent) and 2,100 kg
• Celebrate geometrical complexity with 8 axes of motion
• Can be combined with standard GMAW/CMT modes in WAAM3D systems
• Alloys of iron, aluminium, nickel, and copper
• Celebrate geometrical complexity with 8 axes of motion
• Monitoring of melt pool, wire feed speeds, current, voltage, pre-deposition temperature, layer height and shape, air quality
• Monitoring of melt pool, wire feed speeds, current, voltage, pre-deposition temperature, layer height and shape, air quality
• User friendly software package with WAAMPlanner® for t for monitoring, ensuring a uniform workflow across all WAAM3D integrated systems.
• User friendly software package with WAAMPlanner® for tool path planning and WAAMCtrl® for monitoring, ensuring a uniform workflow across all WAAM3D integrated systems.
• Discover the next level of manufacturing with RoboWAAM® XP
• Discover the next level of manufacturing with RoboWAAM® XP
• Boost production capabilities, achieve exceptional quality, and transform large-scale fabrication with ease
For more information, visit our stand at the Formnext 2025 Exhibition!
• Boost production capabilities, achieve exceptional quality, and transform large-scale fabrication with ease
Location: Frankfurt, Germany
• Embrace the future of manufacturing excellence. Benefits:
• Embrace the future of manufacturing excellence.
Stand: Hall 11.0 / B11
Date: 18-21 November 2025
info@waam3d.com
(0)1234 754693
+44 (0)1234 754693
(0)1908 101030
DARPA grants $2.8M to Auburn’s NCAME for metal AM qualification
The USA’s Defense Advanced Research Projects Agency (DARPA) has awarded Auburn’s National Center of Additive Manufacturing Excellence (NCAME) up to $2.8 million over four years to support its Structures Uniquely Resolved to Guarantee Endurance (SURGE) programme, which aims to significantly expedite and economise how additively manufactured metal parts are qualified for use.
Currently, tuning a specific machine for qualification, i.e., to consistently produce identical parts, is both time consuming and expensive. However, the Department of Defense reportedly envisions a way to expand the nation’s defence industrial base during periods of surge demand.
Shuai Shao, NCAME associate director for research and innovation and McWane Associate Professor of mechanical engineering, shared, “We are supporting this DARPA initiative with NCAME’s advanced nondestructive evaluation capabilities. These methods allow us to detect and characterise volumetric defects in AM metallic parts with unparalleled precision, offering the knowledge needed to establish their process-
structure-property-performance relationship with the help of in-situ monitoring and simulation.”
NCAME Director Nima Shamsaei, Philpott-WestPoint Stevens Distinguished Professor of mechanical engineering, added, “NCAME brings deep expertise in the structural integrity of additively manufactured metallic materials, particularly in fatigue and fracture behaviour. Our role is to rigorously validate how microstructural features and defects translate into performance, ensuring that predictive models align with the durability requirements of critical components.”
Stefano Beretta, visiting professor of mechanical engineering and structural integrity scholar, commented, “NCAME is advancing a probabilistic framework for component life estimation that captures the inherent variability in Additive Manufacturing. By quantifying uncertainty in defect distributions, microstructure, and loading conditions, we are developing predictive tools that move beyond deterministic limits.”
Shao, Shamsaei and Beretta are all co-PIs on the project.
NCAME’s contributions to SURGE will be integrated into research led
SWISSto12 acquires Hanwha Phasor’s IP and assets
SWISSto12, a manufacturer of advanced satellite and RF systems headquartered in Renens, Switzerland, has announced the acquisition of Hanwha Phasor’s intellectual property and key assets following the company’s voluntary liquidation earlier this year.
The acquisition includes the Ku-band active electronically steered antenna (AESA) user terminal technology and assets from Hanwha Phasor. SWISSto12 stated it will combine them with its existing portfolio products and technologies to offer an AESA terminal solution
to the global satellite communications sector. SWISSto12 anticipates that this acquisition will allow the company to accelerate its product development further and enhance its product line.
“Bolstered by our proprietary 3D printing technology for RF structures, the acquisition of these key assets and IP will allow SWISSto12 to further enhance these satellite user terminals by delivering highperforming and cost-competitive products to a large and growing market,” said Emile de Rijk, CEO and founder of SWISSto12.
Shuai Shao (left) and Nima Shamsaei review in-situ monitoring data collected from the Additive Manufacturing of metal parts (Courtesy NCAME)
by the University of Michigan with the goal of shifting industry from slow, machine-focused qualification methods to a flexible, data-driven process that certifies parts in real time. Other team members include University of Michigan-Dearborn; Texas A&M University; University of California, San Diego; Addiguru, a firm providing AM in-situ monitoring and issue detection technology; engineering software providers AlphaStar; and ASTM International.
“Distributed, on-demand production has always been the promise of Additive Manufacturing,” Shamsaei said. “Through SURGE, we’re helping to make that promise a practical reality.”
www.eng.auburn.edu www.darpa.mil
SWISSto12 is reported to be among the fastest-growing aerospace companies in the world, with customers including Viasat/Inmarsat, SES/Intelsat, Lockheed Martin and Thales. The company’s RF products benefit from unique and patented Additive Manufacturing technologies and associated product designs that deliver lightweight, compact, highly performing, and competitive RF functionality.
“Adding these assets to our product line is another milestone in our roadmap as we continue to provide customers with best-in-class SatCom solutions and accelerate our growth worldwide,” concluded de Rijk.
www.swissto12.com
The HIP advantage for Lean AM production
HIP: The key to reliable AM
As additive manufacturing pushes for higher build rates, risks like pores and lack of fusion can threaten part integrity. Hot Isostatic Pressing (HIP) is essential to secure strength, consistency, and performance in critical AM applications —ensuring speed never comes at the cost of reliability.
QIH 200 URC ® –– The large-format HIP system from Quintus
With a bigger hot zone, the QIH 200 removes production bottlenecks, lowers energy and capital costs, and delivers proven HPHT™ performance. It’s a dependable foundation for scalable, high-volume AM production. Come and meet the Quintus team at Formnext 2025 to learn more.
GRP turns to Additive Manufacturing for Lamborghini supercar exhaust
Graham Rahal Performance (GRP), a parts shop for high-performance cars based in Zionsville, Indiana, USA, has explained how its team designed and manufactured components for the Lamborghini Revuelto using an FX10 Additive Manufacturing machine from Markforged, Waltham, Massachusetts.
In its latest project, illustrated in a video released by GRP, the team explained how 316L stainless steel exhaust flanges were produced for the 1,000-horsepower hybrid supercar. Traditionally, these highly complex X-pipe components would require 30–40 hours of manual fabrication, often involving extensive cutting, grinding, and welding. Using the Markforged FX10, a Fused Filament Fabrication (FFF) Material Extrusion (MEX) AM machine, GRP reported reducing the process to a single digital design and build.
“What Markforged has done for us was a lot more cost-effective,” stated Rob Sorum, Fabrication Specialist. “I was surprised how well the 316L flange welded, with little to no contamination - and the flow was perfect.”
According to GRP, the result was a weld-ready, lightweight component with excellent flow characteristics and minimal postprocessing. This saved fabrication time and cost while still delivering the performance characteristics suited for the demands of modern supercars.
Beyond high-profile builds like the Lamborghini project, GRP is also using the FX10 to meet everyday shop needs, including custom clamps, tooling, and fixtures. The Markforged FX10 features a modular build system that enables users to switch
Rob Sorum, Fabrication Specialist at GRP, discussed the development of the exhaust flanges (Courtesy Markforged/Graham Rahal Performance)
between metal and composite build engines. With a build volume of 375 x 300 x 300 mm, the FX10 is designed to enhance manufacturing productivity by producing strong and accurate tools and fixtures.
www.grahamrahalperformance.com www.markforged.com
WB USA LLC opens first US facility in Danville, Virginia
WB USA LLC, based in Danville, Virginia, has announced its first US-based production facility in Danville. The news is said to mark a pivotal step in the company’s longterm commitment to serving the American market and supporting domestic manufacturing, including US defence and advanced Additive Manufacturing sectors.
The Danville operation represents a $6.6 million investment and will create thirty new jobs in the region. Notably, it serves as a springboard for further innovation and partnership in the North American market, particularly within the US Navy, Department of Defense, and Additive Manufacturing sectors.
Paul Houston, president of WB USA & Group Managing Director, shared, “This strategic expansion will enable us to further develop and localise key production lines to serve both commercial and Defense sectors across the United States.”
The decision to establish operations in Danville is the result of months of strategic planning and collaboration with Virginia’s economic development leadership. It is in close proximity to Fastech LLC, one of WB USA’s key customers, which is located in the Cyber Park campus. Additionally, there is a skilled workforce pipeline, supported by the US Navy’s Accelerated Training in Defense Manufacturing (ATDM) programme and The Institute for Advanced Learning and Research, providing both access to skilled labour and the talent and infrastructure needed for cutting-edge materials and innovation. There is also a collaborative ecosystem involving the Virginia Economic Development Partnership (VEDP), Southern Virginia Regional Alliance, the Danville-Pittsylvania Regional Industrial Facility Authority (RIFA), and strong leadership at both the city and county levels.
The new facility will begin operations in an approximately 950 m 2 space, with plans to scale to 4,650 m 2 as it reaches full capacity, with the intention of localising key alloy wire production for US commercial and defence clients. It is also intended to expand the company’s support for Additive Manufacturing, Directed Energy Deposition (DED) technologies
and closed-loop weld monitoring machines, as well as supporting and expanding its relationship with US partners by shortening supply chains, accelerating delivery, and boosting domestic production resilience.
Lee Vogler, Chair, Danville-Pittsylvania Regional Industrial Facility Authority, stated, “This project really shows what can happen when we all pull in the same direction… We’re building something special here, and this project is a big part of that momentum.”
www.wballoys.co.uk
Missouri S&T increases range of AM technologies with Nikon SLM 500
Missouri University of Science and Technology, Missouri, USA, has expanded its advanced manufacturing capabilities with the installation of a Nikon SLM 500 metal Additive Manufacturing machine. The new equipment is expected to play a central role in training the next generation of engineers and strengthening workforce development across the region.
Funded through a Department of Labor grant and supported by the state’s MoExcels initiative, the SLM 500 will support hands-on undergraduate instruction in advanced manufacturing courses, student design teams, and workshops focused on modern alternatives to
traditional casting technologies. The investment also positions Missouri S&T as a collaborator for regional manufacturing businesses seeking access to industrial-scale additive capabilities.
“Having a machine of this scale allows us to train students using the same technology they’ll encounter in the field,” stated Bradley Deuser, Manufacturing Operations Manager of the Center for Advanced Manufacturing. “It also opens the door for continuing education and collaboration with industry partners who are eager to upskill their workforce.”
The SLM 500 enables Missouri S&T to bridge the gap between academic theory and real-world prac -
ASTM proposes new AM powder contamination standard
ASTM International’s Additive Manufacturing technologies committee is currently developing WK80171, a proposed standard that will offer guidance on selecting suitable techniques for detecting, quantifying, and classifying contamination that may be present within powder feedstock used in Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
According to ASTM member Aneta Chrostek-Mroz, an advanced research engineer at Manufacturing Tech -
nology Center, WK80171 will also describe how the chosen detection approach can be implemented to successfully assess contamination in metal powder feedstock.
“The standard will enable powder manufacturers and Additive Manufacturing machine users to identify appropriate techniques for detecting and quantifying different types of contamination, classify these contaminants, and perform contamination assessment of both
tice. Students and professionals will be able to use the machine to learn essential Additive Manufacturing principles, develop manufacturing optimisation skills, and gain handson experience with AM technology.
Dr Richard Billo, Director of the Missouri Protoplex and the Center for Advanced Manufacturing, stated, “In higher education, it’s critical to align what we teach with where industry is going. This acquisition ensures that our graduates – and our region’s workforce – are ready to lead in an advanced manufacturing future.”
Charlie Grace, CCO of Nikon SLM Solutions, commented, “Missouri S&T’s investment in industrial-scale metal AM isn’t just a win for education – it’s a win for the entire region. By giving students and industry professionals access to the same technology trusted by aerospace and defence leaders, they’re building a pipeline of skilled talent ready to lead the future of manufacturing. We’re proud to support that mission.”
Missouri S&T’s Protoplex initiative will host the SLM500 as part of its shared ‘Missouri Manufacturing Ecosystem,’ making it available to US corporations and supporting innovation, manufacturing technology development, and workforce development throughout the region. www.nikon-slm-solutions.com www.mst.edu
unused and re-used powders,” explained Chrostek-Mroz.
The committee evaluated optical microscopy, automated scanning electron microscopy, X-ray computed tomography, X-ray fluorescent spectroscopy to assess their performance and suitability for detecting different types and levels of contamination present within assorted metal powder feedstock used in Additive Manufacturing.
ASTM welcomes participation in the development of its standards by its members. www.astm.org
Missouri University of Science and Technology has installed a Nikon SLM 500 metal Additive
Farsoon's new HQ campus opened in 2024
Titomic names Aude Vignelles president for Asia-Pacific region
Titomic Limited, headquartered in Brisbane, Australia, has announced the appointment of Aude Vignelles as President of the Asia-Pacific Region (APAC), based in Melbourne. Vignelles brings an extensive track record across aerospace, space, telecommunications and advanced technology sectors, further strengthening Titomic’s executive leadership during a pivotal period of regional growth and transformation.
Vignelles is the former Chief Technology Officer of the Australian Space Agency, where she led the development of Australia’s Civil Space Strategy Technical Roadmaps, scoped and managed the agency’s national programmes, and delivered international engagements across the space ecosystem. Her leadership is said to have played a crucial role in shaping the direction of Australia’s civil space capabilities and fostering global partnerships.
Jim Simpson, Titomic CEO and Managing Director, shared, “Aude is a visionary technology leader with
a rare blend of strategic insight, engineering depth, and cross-sector experience. Her appointment reinforces Titomic’s commitment to the Australian industrial base and our ambition to lead in aerospace, defence, and energy markets across the Asia-Pacific region.”
Vignelles began her career at the European Space Agency (ESA) in the Netherlands, supporting scientific missions including Rosetta and later serving as Test Manager for the X-ray Multi-Mirror Mission (XMM). She then held executive roles in the broadcast and telecommunications sectors, including leadership at ONdigital, Foxtel, Austar, and as Vice President of Technicolor APAC. Prior to joining Titomic, Vignelles also served as Executive Manager of Satellite & Fixed Wireless Operations at nbn, Australia’s national broadband network provider.
Titomic is currently expanding its Australian operations as part of a broader transformation. This includes increased investments in defence and
DAP at RWTH Aachen adds MUT furnace to complete Binder Jetting workflow
The Digital Additive Production (DAP) facility at RWTH Aachen University, Germany, has acquired a new debinding and sintering furnace from MUT Advanced Heating GmbH, based in Jena, Germany.
The integration enables DAP to cover the entire metal Binder Jetting process, enhancing its research capabilities and allowing it to explore the full industrial potential of the technology. The new furnace follows
Aude Vignelles has been appointed President of APAC (Courtesy Titomic)
aerospace through partnerships with industry leaders, new business development strategies, and operational enhancements driven by internal promotion and external advisory support.
Vignelles stated, “I am thrilled to join Titomic at such an exciting inflection point. The company’s Cold Spray Additive Manufacturing technology has tremendous potential to revolutionise how we manufacture, repair, and sustain high-performance parts in critical industries. I look forward to working with the team to accelerate growth, deepen customer engagement, and deliver real industrial impact across the region.” www.titomic.com
the purchase of a HP Metal Jet S100 Binder Jetting Additive Manufacturing machine in October 2024.
The DAP combines digital simulation and physical production in its approach to metal Binder Jetting. Advanced models enable DAP to simulate how parts will behave during critical steps, such as sintering, and to compensate for shrinkage and distortion.
These insights are fed directly into its experimental setup, covering everything from powder preparation and printing to curing, debinding and sintering. With the addition of the MUT furnace, alongside the HP Metal Jet S100 and Volkmann powder solution, DAP aims to combine digital predictions with physical realisation.
The investment was funded with support from the Deutsche Forschungsgemeinschaft’s (German Research Foundation) major research instrumentation programme.
www.dap-aachen.de www.mut-jena.de
RWTH Aachen University has added a debinding and sintering furnace from MUT, completing the Binder Jetting workflow at the Digital Additive Production facility (Courtesy DAP/RWTH Aachen University)
NASA Glenn’s GRX-810 alloy wins Commercial Invention of the Year
NASA Glenn’s GRX-810 alloy has been named Commercial Invention of the Year by NASA’s Inventions and Contributions Board (ICB). The alloy has been adopted by both NASA and commercial users for additively manufactured parts required to withstand extreme conditions.
GRX-810 is an oxide-dispersionstrengthened alloy, meaning that oxygen atoms are dispersed throughout to enhance the material’s strength. This type of alloy is particularly suited for use in aerospace parts that will undergo high temperatures (e.g. those within aircraft and rocket engines), because the material can withstand harsher conditions before reaching a breaking point. Currently, most additively manufactured superalloys favoured for heat resistance can withstand temperatures up to 1,093ºC. According to NASA, GRX-810 is twice as strong, over 1,000,000× more durable, and twice as resistant to oxidation.
In May 2024, NASA licenced GRX-810 to four North American
companies, with the goal of bolstering the US economy and providing a return on investment for publicly funded research. The co-exclusive licence agreements allowed the companies to produce and market GRX-810 to aircraft and rocket equipment manufacturers, as well as the entire supply chain. The licencees announced in 2024 were:
• Carpenter Technology Corporation
• Elementum 3D, Inc
GRX-810 has been named
Inventions and Contributions
America Makes announces $4.5M IMPACT 3.0 project call winners
America Makes, Youngstown, Ohio, and the National Center for Defense Manufacturing (NCDMM) have announced the winners of their $4.5 million Improvements in Manufacturing Productivity via Additive Capabilities and Techno-Economic Analysis 3.0 (IMPACT 3.0). Awarded through the Office of the Under Secretary of Defense, Manufacturing Technology, the call consisted of two topic areas of focus and aims to demonstrate lead time, productivity, and yield improvements for casting and forging (C&F) operations using AM.
“At America Makes, we are privileged to mobilise our membership in addressing the nation’s most complex manufacturing challenges
with urgency and rigour through the IMPACT 3.0 project call,” said John Martin, AM Research Director at America Makes. “We congratulate the awardees and look forward to partnering with them to strengthen sustainment strategies and accelerate the adoption of Additive Manufacturing across industry and defence sectors.”
The award winners and related topic areas include:
Topic
1: AM in the Digital Foundry
• Team Lead: The Pennsylvania State University
• Project Team: Donsco, Inc.; 3D Systems, Inc.; Skuld, LLC; Element Materials Technology;
• Linde Advanced Material Technologies, Inc
Powder Alloy Corporation
“Adoption of this alloy will lead to more sustainable aviation and space exploration,” stated Dale Hopkins, deputy project manager of NASA’s Transformational Tools and Technologies project, at the time of the licence announcement.
“This is because jet engine and rocket components made from GRX-810 will lower operating costs by lasting longer and improving overall fuel efficiency.”
www.nasa.gov
Tethon 3D; foundries in the Penn State Cast Metals Industrial Advisory Committee; Marotta Controls, Inc.; Parker-Hannifin Corporation
Topic 2: Wire Arc DED Process Sensing and Control
• Team Lead 1: Rensselaer Polytechnic Institute
• Project Team: GE Aerospace Research; Wason Technology, LLC
Team Lead 2: RTX Technology Research Center
• Project Team: FasTech, LLC
Project teams will report on their progress at the America Makes Technical Review and Exchange (TRX) and other industry events during the execution phase of the programme. www.americamakes.us
Commercial Invention of the Year by NASA’s
Board (Courtesy NASA)
Conflux adds Solukon automated depowdering to metal AM line
Conflux Technology, a producer of additively manufactured heat exchangers, headquartered in Geelong, Australia, has added a depowdering system from Solukon, based in Augsburg, Germany. The package includes the SFM-AT800-S automated depowdering machine and the SFM-PCU powder collection unit, helping Conflux further automate and scale its production capability.
The SFM-AT800-S is designed for complex metal components with a height of up to 600 mm. The machine’s programmable, unlimited two-axis rotation and vibration in a controlled atmosphere enables thorough powder removal, including from small internal channels.
To complete its depowdering setup, Conflux also added the
SFM-PCU powder collection unit for its closed-loop, fully automated recovery capabilities. By safely managing reactive powders, the system enhances operator protection, improves efficiency, and is said to ensure reliable material reuse, supporting high-volume, serial production at scale.
“The Solukon SFM-AT800-S is integral to our ability to process highly complex geometries efficiently and reliably,” stated Dr Ian Fordyce, Head of R&D at Conflux Technology. “It eliminates the variability of manual processes, improves operator safety, and ensures consistent quality across production. Our cooperation with Solukon has been seamless, with responsive support and a shared commitment to innovation.”
ADVANCED HEATING base of future technologies
• Combination of different heat treatments in one furnace
• High-purity atmosphere over a long operating time
Same furnace for several materials • Various size in combination with a very compact design (foot print 1 m x 1.6 m) • Low installation and unit costs
Conflux has added the SFM-AT800-S and SFM-PCU to its Additive Manufacturing facility (Courtesy Conflux Technology)
The machine’s high-frequency knocking capability is noted as being particularly critical in clearing residual and compacted powder from Conflux’s intricate fin structures and channels. This accelerates cleaning cycles while protecting the thermal and fluid performance of finished components. www.confluxtechnology.com www.solukon.de
Norsk Titanium appoints Fabrizio Ponte as Chief Executive Officer
Norsk Titanium, based in Hønefoss, Norway, has named Fabrizio Ponte its new Chief Executive Officer, effective October 8. Carl Johnson reassumed the role of Chief Technology Officer, which he held for seven years prior to being Norsk CEO.
“Fabrizio Ponte brings extensive international experience in scaling businesses alongside demanding customers in highly regulated industries, including aerospace and defence, energy, and beyond,” stated John Andersen, Jr, chair of the board. “Coupled with a strong entrepreneurial mindset, this makes him exceptionally well-equipped to lead Norsk Titanium through the successful commercialisation of our globally leading technology.”
Ponte joins Norsk Titanium following over twenty-six years
at Syensqo SA, formerly part of Solvay. During his tenure, he held executive management positions in Italy, China and the US, spanning general management, commercial operations, country leadership, strategy and communications. His most recent role was as Executive Vice President and Head of Thermoplastics Composites.
Ponte holds a degree in Economics and Commerce from the University of Turin and an Executive MBA from Fox School of Business at Temple University, Philadelphia, Pennsylvania, USA.
“I would like to thank Carl for his significant contributions during his tenure as CEO,” added Andersen, Jr. “Carl played an instrumental role in qualifying the RPD [Rapid Plasma Deposition] technology with key customers,
Norsk Titanium has named Fabrizio Ponte CEO (Courtesy Fabrizio Ponte/ LinkedIn)
most notably Airbus. As we work to expand our customer base both in the US and internationally, I am very pleased that we can continue to rely on Carl as a highly respected authority on Additive Manufacturing across all our key market segments.”
www.norsktitanium.com
STINAKO 3D METAL PRINTING
Precision. Inovation. Efficiency.
Specializing in AlSi10Mg and 316L, our Trumpf TruPrint 3000 delivers high-quality, custom components for prototyping and production
Partner with us to achieve complex designs, lightweight structures and optimized manufacturing production@stinako si www stinako si Serving Europe and beyond
Let’s build the future together
Innospace to distribute Oqton Manufacturing OS and 3DXpert in South Korea
Innospace, a satellite launch service company based in Sejong City, South Korea, has signed a distribution agreement for 3DXpert and Oqton Manufacturing OS (MOS), an AI and cloud-based software platform developed by global Additive Manufacturing software specialist Oqton. This marks a strategic partnership for Oqton and Innospace for distribution to the South Korean market.
Oqton MOS is an advanced digital platform that integrates and tracks the entire manufacturing workflow – from design and simulation to production management and quality inspection – using AI and cloud technology. Recognised as a key solution across high-precision industries, including aerospace, defence, automotive, medical, and energy, the platform enhances manufacturing efficiency, strengthens end-to-end traceability, and enables data-driven decision-making.
Innospace has also secured distribution rights to Oqton’s integrated engineering software, 3DXpert, an all-in-one Additive Manufacturing
software that significantly improves design flexibility and productivity in the manufacturing process. The 3DXpert software solution includes build preparation tools as well as Design for Additive Manufacturing (DfAM), generative design, heat exchanger design, build simulation and build inspection.
Through this agreement, Innospace begins a full-fledged expansion into Additive Manufacturing, aiming to diversify its business portfolio and establish itself as a leading company in South Korea. As an official partner of Oqton, Innospace will directly handle product sales and related services, including installation, maintenance, training, and customer support. The company plans to supply AI-based Additive Manufacturing solutions to industrial sites in South Korea while generating new revenue streams.
AI and cloud-based digital manufacturing platforms have yet to gain wide traction in South Korea’s Additive Manufacturing industry. Leveraging this partnership, Innospace
Scheftner relaunches under new ownership following insolvency
In August 2025, the newly established Scheftner GmbH, based in Mainz, Germany, commenced operations. The company builds on the core business of the former S&S Scheftner GmbH, which entered insolvency and is moving forward with a new ownership structure.
Scheftner specialises in nonprecious dental alloy powders and products and has taken over nearly all of its predecessor’s business activities.
The company’s migrated operational processes have been streamlined in an effort to ensure greater efficiency, transparency, and customer focus. The estab -
lished range of non-precious dental alloys remains fully available, with strategic inventory expansion prioritised to safeguard supply.
The company’s team also remains in place, though under a new Managing Director. New ownership also provides additional resources intended to advance product development, strengthen competitiveness, and further enhance market positioning, whilst preserving the company’s established identity.
“For our customers, this realignment above all means continuity – in quality, product portfolio, trusted contacts, and our high
Innospace will distribute 3DXpert and the Oqton Manufacturing OS (Courtesy Innospace)
will also apply Oqton MOS to its own production processes to enhance manufacturing efficiency in core space launch vehicle components and strengthen competitiveness in quality management and production speed.
“This agreement represents a pivotal step as we secure the rights to distribute an AI-driven 3D printing manufacturing platform to the South Korean market for the first time,” said Soojong Kim, founder and CEO of Innospace. “Leveraging this opportunity, we will accelerate the adoption of cutting-edge Additive Manufacturing solutions across South Korean industries and evolve into a company that drives innovation in manufacturing -beyond space.”
www.innospc.com
Scheftner GmbH has taken over nearly all business activities of its predecessor S&S Scheftner (Courtesy Scheftner GmbH)
standards of service and support,” stated Dr Mariela Schmitt-Borell, Chief Financial Officer. “We are grateful for the trust placed in us and look forward to building the future together with competence and reliability.”
www.scheftner.dental
Transforming Turbine Repair with Automation
3D Scanner Lasermeister SB100 Lasermeister LM300 Additive Manufacturing System
Repair
Tungsten 3D Printing using Electron Beam Melting
Upcoming Events:
World Nuclear Exhibition 2025
Booth No. A091
November 4–6, 2025
Parc des Expositions – Hall 6 – Villepinte, Paris, France
Formnext 2025
Booth No. 12.0 – C42
November 18–21, 2025
Messe Frankfurt, Frankfurt, Germany
TCT Japan 2026
January 28–30, 2026
Tokyo Big Sight, Tokyo, Japan
MILAM 2026
February 3–5, 2026
Tampa Convention Center, Florida, USA
• 75yrs of Electron Optics Expertise
• Existing Service Network
• Rapid Onsite Support
Florida International University has acquired a WarpSPEE3D metal Additive Manufacturing machine
by virtue of the capabilities of the Steven Camilleri, CTO of SPEE3D, added, “We are thrilled to partner with Florida International University and see WarpSPEE3D play a pivotal role in their ColRAD lab. We believe the technology will empower FIU’s large-scale application research, enabling them to address validation gaps between CSAM material advancements and evolving industry
The patented WarpSPEE3D machine can manufacture highdensity metal parts by depositing feedstock particles at supersonic speeds unrivalled by traditional manufacturing methods. It can create components weighing up to 40kg, with dimensions of approximately Ø 100 cm x 70 cm, and with metallurgical properties superior to casting.
Freemelt AB has received an order for its eMELT-iD industrial machine from Jiuli Hi-Tech Metals, marking its first delivery to the Chinese market
AM markets,” stated Daniel Gidlund,
Innospace completes first-stage test for HANBIT-Nano hybrid rocket engine
Innospace, based in Sejong, South Korea, has announced the successful completion of the first stage qualification test for HANBIT-Nano, the company’s first commercial space launch vehicle. The testing, the final milestone in pre-launch ground testing, took place on September 18 at Innospace’s integrated test facility in Goheung.
Developed from the HANBIT-TLV, a test launch vehicle powered by a 15-ton thrust hybrid rocket engine, HANBIT-Nano is a two-stage space launch vehicle equipped with a 25-ton-thrust hybrid rocket engine
in the first stage and a 3-ton-thrust liquid methane rocket engine in the second stage.
Since the successful test launch of the HANBIT-TLV in March 2023, Innospace has established an in-house Additive Manufacturing facility to support its scaling rocket production. The company uses Laser Beam Powder Bed Fusion (PBF-LB) machines from China’s Eplus3D.
The HANBIT-Nano incorporates an integrated dome-type composite combustion chamber that is reported to achieve both weight reduction and high-pressure performance compared
Innospace has completed its successful first-stage qualification test of its HANBIT-Nano (Courtesy Innospace)
to traditional designs, enhancing the reliability and commercial viability of the launch system.
“By applying 3D printing technology, we expect to achieve part lightweighting that reduces rocket mass and increases payload capacity, allowing customers to transport more satellites at a lower cost. This will positively impact future revenue generation,” stated Soojong Kim, founder and CEO of Innospace.
Through the successful test, Innospace was able to complete the final verification of the 25-ton hybrid rocket engine’s performance and reliability, the stability of the oxidiser supply system, the structural integrity of the stage, and the vehicle’s integrated control system. The second stage qualification test, using the liquid methane rocket engine, was successfully completed in July 2025.
“Innospace has completed all technical verifications of its first commercial launch vehicle, HANBIT-Nano, and is now facing the moment of challenge for full-scale market entry,” Kim added. “We will make every effort to ensure that the scheduled launch at the Alcântara Space Center in Brazil is successfully carried out.”
The first commercial launch of HANBIT-Nano is anticipated for the second half of this year. The launch schedule will be announced immediately after the final launch approval by the Korea AeroSpace Administration (KASA). The launch authorisation from the Brazilian Space Agency (AEB) has already been obtained.
www.innospc.com
Hexagon enhances CT-scan software with upgraded porosity analysis tool
Hexagon AB, headquartered in Stockholm, Sweden, has announced that version 2025.3 of its VG software incorporates the enhanced version of its Porosity & Inclusion Analysis (PIA) tool that won an iF Design Award earlier this year. Many automotive, aerospace and other manufacturers who use CT-scan-data analysis for quality assurance are reported to be frequent users of this tool.
Supported by AI, the PIA is able to pinpoint and identify discrepancies (e.g. pores and inclusions embedded within metal, plastic or composite parts, components or material samples) from early product development stages through to final manufacturing.
“This is the first time our tool combines all previous methods into a single, powerful solution, from analysis to reporting,” stated Jan Gräser, Product Manager, VG Product
Line, Manufacturing Intelligence Division. “We’ve completely redesigned the user interface for this feature to make it easier for everyone – from beginners to experts – to employ the PIA to understand their results and conduct even the most complex analyses easily, accurately, and efficiently.”
To streamline the use of this latest feature, Hexagon has worked to offer an intuitive design wherein all important settings are immediately visible and summarised, with more advanced options easily accessible on separate tabs. The new preview in the analysis dialogue combines all key information in order to make navigation easier via an interactive ‘minimap’.
All porosity/inclusion analysis procedures have been combined to allow direct access to core functions and eliminate the need to switch between different dialogues.
3D-PRINTED
Other software features include:
• Multipart coordinate measurement
• Create and modify dimensions directly in the 3D view
• Improved deformation field capabilities for optical scans
• Enhanced mesh import/export now supports GLB/GLTF, AMF, and 3MF file formats.
“Our goal with the redesigned Porosity & Inclusion Analysis feature, as well as others in version 2025.3, is to streamline the way our users work with our software, helping them make decisions about design and manufacturing parameters faster and more efficiently,” added Dr Daniela Handl, General Manager, VG Manufacturing Intelligence Division. “These robust capabilities will improve workflows and elevate the non-destructive evaluation process for a wide variety of manufacturers who employ 3D CT scanning for quality assurance.”
volumegraphics.hexagon.com
TUNGSTEN CARBIDE
L3Harris to invest $500 million in solid rocket motor production campus
L3Harris Technologies, headquartered in Melbourne, Florida, USA, has announced it will construct an extensive large solid rocket motor (LSRM) production campus at its Camden site. The company said it plans to invest nearly $500 million across its major production sites to support LSRM production.
“Arkansas is a great place for L3Harris to fortify the domestic solid rocket motor industrial base, with its dedicated workforce and strong state and local partnerships,” stated Christopher E Kubasik, L3Harris Chair and CEO. “Large solid rocket motors are essential to our nation’s missile
and strategic defence, and as the Trusted Disruptor, we are strengthening our ability to produce these systems rapidly and at scale, which is essential for current demand and the Golden Dome missile defence shield.”
The new campus will include more than twenty buildings across 110 acres, dedicated to the efficient, flexible and high-speed production of LSRM propulsion for missile defence targets, interceptors and hypersonic vehicles. The campus will add more than 12,000 m 2 of manufacturing and office space to the broader 2,000-acre site, which currently employs around 1,300.
L3Harris Technologies plans to construct an extensive large solid rocket motor (LSRM) production campus at the company’s site in Camden (Courtesy L3Harris Technologies)
AM Pioneers opens new Technology Center in Esslingen
AM Pioneers, based in Esslingen am Neckar, Germany, has announced that its new technology centre has officially opened. The new facility is intended to foster innovation, collaboration, practical technology experience, and networking within the Additive Manufacturing community.
On July 10, 2025, Frederik Nussbaumer, Head of Sales at AM Pioneers, welcomed over sixty
guests to celebrate the opening. A mix of industry speakers gave presentations, and the AM Pioneers team and guest presenters were available to answer any technical questions. Topics covered AM machines and sintering furnaces to software and platform solutions.
Visitors were able to witness numerous practical examples, demonstrating how Additive Manufacturing is already transforming
The new LSRM production facilities are expected to provide a sixfold increase in manufacturing capacity. The facilities will leverage programmeagnostic equipment that will allow L3Harris to rapidly change production based on current demand and quickly adapt to evolving customer needs.
Clint O’Neal, Executive Director, Arkansas Economic Development Commission, said, “L3Harris is a major part of the aerospace and defence industry in Arkansas, and we are excited to see the company’s continued growth in our state.”
“With this capital investment, L3Harris is advancing our national security and creating new jobs for Arkansans that will strengthen our state’s economy and create new opportunities in South Arkansas,” O’Neal commented.
L3Harris has produced large solid rocket motors for critical defence programmes for more than 60 years, to include powering every US Air Force intercontinental ballistic missile ever fielded.
In 2020, the company opened a new Engineering, Manufacturing and Development facility to deliver large solid rocket motors for some of the nation’s most important next-generation national security programmes, including strategic deterrence, hypersonic and missile defence.
The company expects to begin construction this year and anticipates production beginning in 2027.
www.l3harris.com
production processes as well as its future potential.
This was followed by a networking evening, during which guests exchanged ideas, asked further questions, and made new contacts.
“Practical examples and information on a wide range of materials – plastic, metal, and ceramic – in one event – that was really great! You rarely see this combination presented in such a compact and practical way,” exclaimed one of the guests.
www.am-pioneers.com
Reliable Vacuum Furnaces for better end-to-end production. From prototyping to high-volume production, Ipsen offers vacuum furnaces in a variety of sizes that accommodate common heat-treatment processes used for AM, such as debinding, sintering, stress relieving and annealing.
Ntron and IMR tackle oxygen risks in Powder Bed Fusion AM
Ntron Gas Measurement, part of the DwyerOmega group, based in Navan, Ireland, reports it is working with Ireland’s leading independent research and technology organisation, Irish Manufacturing Research (IMR), on a project exploring the effect of off-gas contamination in Powder Bed Fusion (PBF) metal Additive Manufacturing machines. The team are studying how this can affect oxygen sensor performance and exploring methods for mitigating this contamination across a range of different materials.
Powder Bed Fusion often combines lasers or electron beams with fine powders such as aluminium or titanium. This mix of intense heat and reactive fuel is an ignition risk in the presence of oxygen, with the potential for an explosion.
“For all the benefits of Powder Bed Fusion (PBF) metal Additive Manufacturing, there are a number of safety challenges that must be addressed to protect people, equipment, and productivity,” stated David Beirne, Managing Director of Ntron Gas Measurement.
“The risk increases because metal powders are supplied with an oxide layer that can be stripped away during handling and printing, leaving exposed surfaces that react violently when oxygen is present,” explained Beirne.
To address these risks, most PBF machines operate with an inert gas atmosphere, using argon or nitrogen to keep oxygen concentration low. This removes one side of the fire triangle, preventing flammable or explosive conditions from developing. This safety approach hinges on knowing and controlling the amount of oxygen in the inert atmosphere, Beirne stated. If oxygen creeps above a critical threshold, the environment inside the AM machine/build chamber can quickly shift from ‘safe’ to ‘explosive’. With ignition sources such as lasers always present, robust oxygen monitoring becomes central to both safety and compliance.
The regulatory picture Europe’s ATEX directives classify how workplaces should manage explosive atmospheres. Zones (20, 21, 22) define how often such atmospheres are expected to occur and set the level of control required. For AM, the challenge lies in deciding whether an inert environment such as a PBF build chamber should be considered a hazardous zone and, if so, at what level. That depends entirely on the reliability of the inerting and monitoring systems in place, says Beirne.
Different perspectives, same problem
“If the challenge here is clear, the path to managing it is more complex. A web of international standards guides how machine suppliers and operators should approach safety, and these are not always perfectly aligned,” continued Beirne.
An example of this misalignment is the way standards are followed in different parts of the workflow: machine suppliers follow machinery standards (IEC 13849/IEC 62061), focusing on protecting operators who interact directly with the AM machine, while operators follow process industry standards (IEC 61511), which require them to consider wider risks, including the potential impact of explosions beyond the AM machine itself. This means a safety system designed to meet a supplier’s requirements may not be enough for an operator’s broader responsibilities.
Why SIL matters
Safety Integrity Level (SIL) is the global measure of how reliable a safety system is. In AM, SIL applies to systems that keep oxygen levels low enough to prevent explosive conditions. For suppliers, this often means designing in ‘high demand’ mode, assuming failures happen at least once a year. Operators, however, may want to take credit for less frequent failures (’low demand’
mode) and use proof testing and diagnostics to justify a higher SIL.
Regulations make this point clear: the safety system must be separate from the process control system. In practice, this means AM machines need two layers of control:
1. Process inerting to maintain low oxygen for build quality
2. Independent oxygen monitoring to step in if the first system fails
This dual approach ensures compliance with directives like ATEX 2014/34/EU, which explicitly require safety devices to function independently. Maintaining that independence also means ensuring sensors perform reliably over time.
At IMR’s advanced Additive Manufacturing facility, analysers from Ntron are installed on production-scale machines to be tested under real-world operating conditions, reflecting the demands of OEMs and end-users. This work is key to ensuring independent safety systems remain dependable in theory and practice.
”Our SILO2 oxygen analyser is purpose-built for that dual approach, made for environments where both quality and safety depend on ultra-low oxygen levels,” stated Beirne. To achieve this, the SILO2 offers high-integrity measurement to meet SIL requirements, independent monitoring capability, and flexibility across standards.
“By delivering reliable, standardscompliant oxygen measurement, the SILO2 analyser enables suppliers to design safer systems, and gives operators the assurance they need to classify their processes as safe rather than hazardous,” said Beirne.
Beirne concluded that while metal AM’s potential is enormous, there are risks. “Aligning machine design, operator responsibilities, and safety standards requires robust, independent oxygen monitoring.
Using tools such as the SILO2 analyser, suppliers can deliver systems that meet demanding safety requirements whilst operators gain peace of mind that their processes are protected,” he added.
www.dwyeromega.com
AMCM introduces AirSword gas flow concept for large-scale PBF-LB
AMCM GmbH, based in Starnberg, Germany, has introduced the AirSword gas flow concept, a precision-engineered gas flow management system designed to elevate the performance of large-format Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machines. The company states that this is achieved by combining the high speed and precision of fixed scanner systems with a fundamentally revised gas flow approach.
Traditional gas flow methods often struggle in larger spaces, explains AMCM, resulting in uneven distribution, turbulence and suboptimal outcomes. Effective gas flow is essential for removing by-products such as spatter and soot, maintaining an inert environment and ensuring the production of high-quality parts, especially on ultra-long builds.
The AirSword reportedly introduces a dynamic, multi-layered, and seamless gas flow that spans across the entire building area. This flow actively pushes smoke and soot directly toward the exhaust, maintaining optimal process conditions even in large chambers like those of the M 8K and the upcoming M 10K.
At the heart of the system is a central gas-emitting device that splits the flow into two opposing streams along the chamber’s axis. The key advantage of this design is said to be that smoke from the simultaneously generated melt pools neither reaches the opposite side nor lingers at the point of origin, eliminating any possibility of laser-smoke interaction. Instead, the smoke is extracted sideways for each half, ensuring a clean, interference-free process.
Another critical benefit of the AirSword concept is said to be its
ability to keep cover glasses and the laser travel path free from smoke, a persistent challenge in long-duration PBF-LB build jobs. Accumulated soot and vapour plumes can degrade laser quality and part precision over time.
AirSword’s ceiling-directed stream efficiently clears the area in front of the optics, ensuring clear laser paths and consistent performance throughout extended builds.
The AirSword is said to significantly reduce maintenance downtime and boost productivity, making it an appropriate candidate for highvolume, long-term manufacturing.
Georg Fey, Team Manager Application & Innovation at AMCM, shared, “We designed the AirSword concept using extensive Computational Fluid Dynamics (CFD) simulations to optimise flow patterns for large LPBF chambers. These simulations guided the design of the flow nozzle outlets and overall flow dynamics. The device itself is manufactured on our M 4K system, leveraging LPBF’s design freedom to create a highly efficient,
custom-fit gas flow solution.”
The M 8K, equipped with eight 1 kW lasers and a 0.7 m² powder bed, enables the production of intricate, high-precision components. It builds on the success of the M 4K, introducing new design principles such as the AirSword, offering an 800 x 800 x 1,200 mm build volume. The system is designed for high-productivity applications and handles up to 5 tons of powder with precision along its z-axis.
The AirSword is also suitable for even larger systems, such as the M10K, featuring a 1,000 x 1,000 mm build area. Martin Bullemer, Managing Director at AMCM, noted, “Designing a system of this size involves a whole range of challenges. The excellent laser, scanner, and optics design, based on decades of process expertise from EOS, ensures reliability. AirSword complements this by maintaining a uniform protective gas atmosphere across the M 8K’s and M 10K’s expansive powder beds, safely dissipating fumes to avoid quality
loss over long print times. Integrated with advanced process control technologies like SmartFusion and EOSTATE Exposure OT, AirSword enhances in-process quality assurance, reducing the need for extensive post-build testing.”
Felix Bauer, Head of Sales at AMCM, shared, “There are several concepts of how to manage the gas flow over large building envelopes, including mechanically complex systems. We firmly believe that we should stick with a fixed scanner approach combined with optimised airflow for as long as possible, as the advantages in terms of build speed and part quality are unbeatable. Unlike mechanically complex systems, the AirSword’s streamlined design minimises failure modes and enhances reliability. Mechanical complexity often introduces software complexity, increasing the risk of errors. With AirSword’s straightforward approach we avoid these pitfalls.”
www.amcm.com
At the heart of the AirSword is a central gas-emitting device that splits the flow into two opposing streams along the chamber’s axis (Courtesy AMCM)
The AirSword actively directs smoke toward the exhaust, preventing any laser-smoke interaction (Courtesy AMCM)
WAAM3D launches RoboWAAM in the US through CCAM partnership
WAAM3D, based in Milton Keynes, UK, has established its first US partnership with the Commonwealth Center for Advanced Manufacturing (CCAM), Disputanta, Virginia. The companies will collaborate on leveraging the RoboWAAM Additive Manufacturing machine to support the development of new applications and capabilities for domestic manufacturers, universities and R&D organisations.
The RoboWAAM features WAAM3D’s patented G-MAX process. The inclusion of the auto-position controlled non-energised wire in G-MAX reportedly achieves process efficiencies greater than 75% and deposition rates >15kg/hr for a single energy source. The G-MAX process also features independent control of material and energy inputs, allowing precise control of material properties. This RoboWAAM is designed for large-scale metal Additive Manufacturing and is suitable for several high-performance alloys, including steel, nickel, and aluminium.
“We are excited to partner with CCAM and bring our innovative G-MAX process to the US market,” said Professor Stewart Williams, co-founder of WAAM3D. “This is a significant milestone for us, and
we appreciate CCAM’s trust in WAAM3D and appreciation of the potential of the new G-MAX process. I believe many more milestones will be achieved as this potential is fully realised and exploited by working together with our partners, ultimately benefitting a wide range of industrial users.”
Dan Cunningham, Director of Business Development & Partnerships at CCAM, highlighted the importance of the partnership: “WAAM3D’s membership and the installation of the RoboWAAM are pivotal steps in driving the industrial adoption of Wire Arc Additive Manufacturing in the United States. At CCAM, our role is to serve as the bridge between research breakthroughs and real-world production, and this partnership exemplifies that mission. The system provides a platform where our members can de-risk emerging processes, validate new materials, and develop qualification strategies that will enable WAAM to move confidently into production environments. By making this capability accessible to a cross-section of industry partners, we are accelerating the path from lab-scale innovation to industrialscale impact.”
The RoboWAAM machine features a build envelope of 2 x 2 x 2 m, and payload capacity of up to 2.1 tonnes. This enables easy handling of large-scale parts, making it ideal for industries requiring substantial components. An eight-axis motion system enables the manufacture of complex parts, while optional features such as fume management, pyrometry, and laser interferometry are intended to further enhance process monitoring and control.
In an effort to achieve a streamlined workflow – including process monitoring and data logging – RoboWAAM is integrated with WAAM3D’s proprietary software tools, WAAMPlanner and WAAMCtrl. These make the RoboWAAM suitable for industries such as aerospace, energy, mining, defence, space, marine, semiconductor, and construction.
WAAM3D will be exhibiting at Formnext 2025 in Frankfurt, Germany, November 18-21, 2025. The company will present its Wire Arc Additive Manufacturing capabilities and its patented G-MAX process at Hall 11.0, Booth B11. Visitors will also have the opportunity to learn more about WAAM3D’s partnership with CCAM and future developments planned for the United States.
CCAM will also exhibit at the upcoming Defense Manufacturing Conference 2025. The event will take place from November 17-20, 2025, in Orlando, Florida, USA. By visiting CCAM at the conference, visitors will have the opportunity to learn more about its capabilities, advancements and projects in advanced manufacturing, as well as the details of its partnership with WAAM3D.
www.ccam-va.com
www.waam3d.com
Illustration of the WAAM3D end effector (Courtesy WAAM3D)
A 2.2 m aluminium rocket stage manufactured using WAAM3D’s G-MAX process with the RoboWAAM system (Courtesy WAAM3D)
MELD launches DragonForge AM machines for aerospace alloys
MELD Manufacturing Corporation, Christiansburg, Virginia, USA, has announced the release of its new line of machines, the DragonForge Series. The machine line introduces equipment specifically adapted to facilitate the deposition of aerospace alloys including titanium and highstrength, lightweight aluminium alloys for large scale parts while maintaining properties comparable to forgings.
“This equipment is truly next generation capability for rapid 3D printing of large aerospace parts,” said CEO Nanci Hardwick.
The new series incorporates several processing enhancements key for enabling the manufacturing of high-quality aluminium alloys that meet the demands of aerospace applications and match or exceed current forging standards. It is designed to deliver enhanced
performance and precision in AA7XXX alloys such as Aluminium 7075.
In addition to the new hardware configuration, MELD has implemented several software features to enhance machine autonomy, user interaction, and introduce powerful new simulation and monitoring capabilities. Most notable is the introduction of a digital twin, which creates a virtual replica of the physical machine. The digital twin capability permits end users to run code, simulate manufacturing, and confirm build strategies before beginning a physical build. This allows operators to identify potential delays, optimise manufacturing parameters, and maximise build operations.
Industrialising this metal AM technology in DragonForge machines is a critical step towards increasing domestic production capabilities while reducing lead times, floor space requirements, and energy consump
The DragonForge series is now available for MELD’s L3, K2 (pictured), 3PO, and CD-14 (Courtesy MELD)
tion. The new machine line opens the door to unique opportunities, delivering additively manufactured forgings on demand, enabling the repair and replacement of legacy components, and producing critical parts needed in a supply chain suffering from a lack of forged metal. For aerospace, space, and other aluminium and titanium dependent industries, where forging quality is mission critical, this means solutions can reach the market in weeks instead of months or years.
The DragonForge series is now available for MELD’s L3, K2, 3PO, and CD-14.
Caracol, based in Barlassina, Italy, has acquired the IP and robotic machine configuration assets from the Additive Manufacturing division of Hans Weber Maschinenfabrik GmbH, Kronach, Germany. This strategic acquisition will see the integration of Weber’s AM technology into Caracol’s product portfolio, creating a comprehensive large-format Additive Manufacturing range.
The move is said to underline Caracol’s commitment to accelerating the global adoption and industrialisation of large-format technologies across diverse manufacturing sectors, whilst expanding the company’s reach in the DACH region.
Those looking to work with Weber’s additive solutions will continue to receive support and development, gaining access to Caracol’s global field and service network which spans over fifty-five countries.
“This agreement combines heritage with innovation, by two companies united by shared values: progressiveness, engineering excellence, and a customer-centric mindset,” stated Francesco De Stefano, CEO and co-founder of Caracol. “It allows us to strengthen the technological roadmap of two best-in-class technologies, ensuring each can best fit specific customers’ industrial needs. On the one hand, Caracol’s expertise of the full turnkey technological ecosystem, process, and deep vertical application know-how. On the other, Weber’s core expertise on extrusion and machinery manufacturing.”
“Thanks to the partnership with Weber, Caracol clients will be able to access Heron platforms with a broader level of customisation and configurations to satisfy their specific industrial needs,” he continued. “This means also additional options when it comes
to automation – such as Siemens control or ABB robots.”
Dr Markus Weber and Ludwig Weber, Managing Directors of Hans Weber Maschinenfabrik GmbH, added, “We chose to sign this deal with Caracol following the evaluation of several proposals from players in the sector. Our choice was based on the fact that they
are a leader in the large format AM market, which has built a global network of support, have know-how on key applications and industry verticals, and have a value proposition that is complementary with ours. This is why we believe they are the best company to continue guiding our customers in the implementation of LFAM [Large-Format AM] tech and continue the legacy we started.”
www.caracol-am.com
www.hansweber.de
Sintervac AM debind and sinter vacuum furnaces for Additive Manufactured parts
• Metal or graphite hot zones
• Processes all binders for metals or ceramics
• Sizes from 8-1500 liters (0.3–54 cu ft.)
• Pressures from 10-6 mbar to Atmosphere
• Precision heat treating post processing available
• Vacuum, Ar, N2 and H2
• Max possible temperature 3,500°C (6,332°F)
• Worldwide field service, rebuilds and parts for all makes
DARPA funds Penn State metal AM qualification research
The Defense Advanced Research Projects Agency (DARPA) has awarded Penn State, University Park, Pennsylvania, USA, $1.6 million in funding to support Additive Manufacturing research led by Guha Manogharan, associate professor of mechanical engineering and co-director of the Center for Innovative Materials Processing through Direct Digital Deposition (CIMP-3D). Through a subcontract, Manogharan will conduct research with Southwest Research Institute in San Antonio, Texas.
DARPA has awarded a contract, worth up to $6.2 million in funding, to the project titled One Part And Life (OPAL) through DARPA’s Structures Uniquely Resolved to Guarantee Endurance (SURGE) programme. Manogharan will apply his experience in Additive Manufacturing and the state-of-the-art machinery available through CIMP-3D to investigate the qualification approach.
While metal AM is garnering widespread industry adoption, traditional approaches of qualifying and certifying the stability of the resultant components are expensive and inefficient, requiring researchers to qualify AM parts on a machineby-machine basis. This significantly
slows broader adoption of metal AM for large-scale production, as following current qualification and certification approaches can take years of expensive research, development and testing.
The goal of SURGE is to improve this process by developing a new approach of assessing individual additively manufactured parts’ fatigue performance during the build process. According to Manogharan, the approach will accelerate broader adoption of metal AM for functional applications by enabling immediate and unique assessments of fatigue performance of parts manufactured on any operational metal Additive Manufacturing machine.
“We are aiming to significantly improve both the prediction accuracy and reduce computing time for estimating service life of metal parts printed with Additive Manufacturing,” Manogharan said. “If a manufacturer prints a metal part for rapid deployment, we want to predict how long the part will be useful given the conditions of its application. We will be able to accurately predict the defects in the part that impact the fatigue life of a part, or the part life until it needs to be replaced.”
AMPAL opens aluminium powder line in Pennsylvania
AMPAL, Inc, a subsidiary of United States Metal Powders, Inc (USMP) based in Palmerton, Pennsylvania, USA, recently held a ribbon-cutting ceremony for its new production line for nodular and spherical aluminium powders. Full production is expected to commence in early August.
More than 100 people reportedly attended the event, including AMPAL staff, customers, suppliers, members of the Board of Directors, and public officials. USMP president, Eric Degenfelder, opened the event, stating, “This is not only about our new
production line, but also a celebration of our strong team at AMPAL”.
To support the company’s expansion, AMPAL plans to add fifteen new jobs in 2025. Ryan Mackenzie, the US Congressman representing the facility’s location, stated that the production line is an “incredible expansion for the local community.”
Board member Patrick Ramsey stated, “We are thrilled to support this expansion. Production is the lifeblood of this company.”
During the tour of the facility, Degenfelder noted that the new line
Guha Manogharan is the principal investigator of a DARPA-funded project that seeks to optimise the qualification process for AM parts (Courtesy Poornima Tomy/Penn State)
According to Manogharan, this funding will help researchers advance the robustness and efficiency of the metal AM supply chain across the United States. He said he believes that further development of the technology and streamlining of the qualification processes will accelerate the large-scale industry adoption of metal Additive Manufacturing.
“Our lab has been leading several efforts in both direct and indirect metal AM for a decade now,” Manogharan said. “This technology could revolutionise the production process for metal parts in defence, aerospace and a variety of other engineering applications, making it faster and more efficient than ever before.”
www.psu.edu
Ribbon-cutting ceremony held at AMPAL’s new aluminium powder line in Palmerton, Pennsylvania (Courtesy US Metal Powders Inc.)
has implemented ‘state-of-the-art’ technology as part of the company’s focus on safety alongside productivity and quality.
www.usmetalpowders.com
IAMP begins metal powder production at new VIGA facility in India
Inland Atomize Metal Powder LLP (IAMP), based in Vadodara, Gujarat, India, has begun production of metal powders at its new manufacturing facility. Once fully operational, IAMP expects to produce up to 700 metric tonnes of metal powder annually.
The company uses Vacuum Induction Gas Atomisation (VIGA) and a hydrometallurgy process to produce a wide range of metal powders. Its powder is reported to be suitable for Additive Manufacturing, Powder Metallurgy, Metal Injection Moulding (MIM), Hot Isostatic Pressing (HIP) and other advanced powder-based technologies.
Its VIGA process enables precise control over particle morphology, size distribution, and chemical composition. It is used to produce IAMP’s stainless steel, nickel, tool steel, tin, pre-alloyed and copper alloy powders. Hydrometallurgy is also used to process nickel, cobalt and tungsten.
IAMP’s equipment portfolio includes the VIGA 200, a hydrogen reduction furnace, nitrogen system, vibrating screen (sieving machine), blending machine, attritor, and pulveriser machine. Quality control is undertaken via atomic absorption spectrophotometer, particle size
Amazemet announces on-demand atomisation service for R&D powders
Amazemet Sp zoo, based in Warsaw, Poland, has announced the launch of its on-demand atomisation service, designed to provide researchers with cost-effective, small-batch production of high-quality, custom metal powders.
“We saw a clear challenge in materials innovation,” explained Dr Łukasz Żrodowski, CEO of Amazemet. “Researchers with brilliant ideas were being held back by prohibitive costs and the inability to procure small, experimental batches of
high-quality spherical powders. Our new service directly removes that barrier, enabling faster discovery and development.”
The development of new materials for Powder Metallurgy technologies, especially Additive Manufacturing, is a complex and expensive process. This requires powders with qualities such as sphericity, flowability, lack of satellites, narrow particle size distribution (PSD), and low oxygen content.
IAMP’s facility under construction (Courtesy IAMP)
distribution by laser diffraction, and Fisher sub-size sieve analysis.
“At Inland Atomize Metal Powder LLP, our mission is to combine metallurgical expertise with cutting-edge atomisation to deliver powders that exceed expectations – ensuring quality assurance, sustainable practices, and unwavering customer trust,“ the company stated.
www.inlandatomizemetalpowder.com
Optimised for large-scale production, conventional atomisation methods, such as gas or plasma atomisation, require minimum feedstock quantities of tens of kilograms. This can make them uneconomical for the small, experimental batches needed in R&D, stated the company. The challenge is even bigger when developing next-generation alloys that incorporate high-value elements like scandium, hafnium, or rhenium, where material costs can exceed €1,000 per kilogram.
Amazemet’s ultrasonic atomisation service directly addresses this challenge, providing an alternative that enables researchers to rapidly and economically explore innovative compositions.
The new atomisation service offers:
• Low barrier to entry
• High process efficiency
• Advanced material capability
• Unique recycling options
• Pre-alloying service
• Multi-material orders
It was stated that all relevant processing parameters are shared with the client, and Amazemet’s application team, consisting of materials science experts, is also available to support those preparing research papers. www.amazemet.com
Amazemet has launched its on-demand ultrasonic atomisation service (Courtesy Amazemet)
AMCM M 8K
BUILD VOLUMES: 800 × 800 mm² or larger
Z-AXIS: 1200 – 1600 mm or larger
Scalability redefined with AMCM AirSword™
Effortlessly adaptable for large-scale additive manufacturing. Experience reliable performance and uniform gas coverage –every layer, every time. Precision meets productivity
Unlock superior accuracy and speed with our nextlevel light engine, featuring advanced beam shaping technology.
Linde AMT and Velo3D supply coppernickel powder for US Navy
Velo3D, Inc, Fremont, California, USA, and Linde Advanced Material Technologies Inc, have signed an agreement to supply domestically produced CuNi (70-30 Copper-Nickel) powder in support of the US Navy and the Maritime Industrial Base (MIB) Program. The collaboration aims to provide a fully US-based solution for producing corrosionresistant copper-nickel components used in naval systems.
By leveraging Linde AMT’s Indianapolis-based metal powder facility and Velo3D’s Sapphire XC large-format AM machine, the partners aim to strengthen national manufacturing resiliency while enabling faster production of key parts for shipbuilding and fleet readiness.
CuNi is widely used in naval systems for its exceptional resistance to seawater corrosion and
biofouling, and its mechanical strength and durability in harsh marine environments. Its thermal conductivity and ductility make it ideal for shipboard piping, cooling systems, and structural components requiring long-term performance and reliability.
The agreement follows the recent award to Velo3D by the US Navy to develop, qualify, and additively manufacture CuNi components for shipbuilding modernisation. Under this agreement, Velo3D will operate a dedicated Sapphire XC printer using Linde AMT’s US-made CuNi powder to support year-round production, reportedly at no cost to participating Navy and MIB stakeholders.
Andy Shives, Global Director of Sales, shared, “This collaboration with Velo3D ensures a vertically integrated, US-made solution
of powder, printers, and parts all produced domestically.”
“Our Indiana powder facility has completed another atomisation expansion and is primed to scale high-quality powder production to meet current and future defence demands,” Shives added.
Arun Jeldi, CEO of Velo3D, commented, “Partnering with Linde AMT supports our mission to bolster the Navy’s surge capacity and accelerate modernisation.”
“Together, we deliver an agile, secure, and scalable manufacturing solution that aligns with our nation’s defence priorities,” Jeldi continued.
This new agreement aims to enable the Navy to tap into a distributed, scalable additive network, leveraging Linde AMT’s powder capacity and Velo3D’s machine for increased readiness, reduced downtime, and may serve as a model for future agile defence manufacturing, the companies state.
www.velo3d.com
www.linde-amt.com
Ursa Major starts work on solid rocket motor test and qualification site
Ursa Major Technologies Inc, headquartered in Berthoud, Colorado, USA, has broken ground on a new 400-acre solid rocket motor (SRM) test site in Weld County, Colorado.
“This facility represents a major step forward in our ability to deliver qualified SRMs that are scalable, flexible, and ready to meet the evolving threat environment,” stated Dan Jablonsky, CEO of Ursa Major. “It’s a clear demonstration of our commitment and ability to rapidly advance and expand the American-made solid rocket motor industrial base that the country needs, ensuring warfighters will have the quality and quantity of SRMs needed to meet mission demands.”
The new site is planned to serve as the test and qualification site for Ursa Major’s large-scale SRMs, supporting current and future missile systems, and accelerating the path
SSAB AM
to production. Designed for safe, full-scale static firings, and future qualification processes like drop and temperature storage testing, the site enables validation of SRMs built using the company’s Lynx manufacturing process, a software-driven, Additive Manufacturing-enabled production method that supports multiple motor sizes – from 5-56 cm (2-22”) diameters – and thrust profiles without retooling.
This groundbreaking comes on the heels of a high-paced year for Ursa Major’s SRM programme. To date, Ursa Major has conducted four successful SRM flight tests and more than 450 static fires, demonstrating both scale and repeatability across multiple systems. Those included multiple firings of a 13 cm diameter solid rocket motor, validating Ursa Major’s proprietary manufacturing process, multiple 25 cm diameter
Ursa Major has broken ground on its new SRM test and qualification site (Courtesy Ursa Major)
static fires of a highly loaded grain motor, and a series of static fires for a 7 cm HLG SRM, extending range with the APKWS laser-guided system.
Supported by US Navy investment and an industrial base that, according to the company, requires modernised SRM capability, Ursa Major is scaling production and growing physical test infrastructure to meet the moment and deliver capabilities faster and more affordably than legacy providers. Work on the site is already underway. Tests are expected to begin at the site in Q4 2025. www.ursamajor.com
Explore our range of high-strength steel powders
Croom Medical launches Biofuse AM platform for implants
Croom Medical, based in Limerick, Ireland, has announced the launch of Biofuse, a porous ingrowth platform produced via Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
Biofuse integrates fully interconnected porous architectures directly into implant geometries, reportedly giving OEMs precise control over pore size, porosity, and lattice gradients. By combining dense and porous regions in a single build, it enables tailored ingrowth conditions while streamlining production and preserving feature fidelity.
Unlike traditional surface treatments such as spray coating or laser texturing, which provide only limited porosity, Biofuse is able to form porous structures built across both surface and sub-surface regions. According to the company, this eliminates delamination risks, removes coating and machining steps, and may enable greater
structural integrity and consistent quality, even in complex geometries. Croom anticipates that Biofuse will offer a more predictable path from design transfer through to validated production, helping OEMs accelerate development and deliver implants with enhanced performance.
“Biofuse draws on our additive experience, where we’ve seen firsthand how components can be both faster and more cost- effective to print than to machine,” said Sean McConnell, Engineering & NPI Manager at Croom Medical. “Embedding lattice structures directly into the build removes coating and machining steps. The result is a more predictable manufacturing process that consolidates production, preserves structural integrity, and helps OEMs bring implants to market faster.”
Dr Bryan Naab, Additive Lead at Croom Medical, added, “With Biofuse, customers can design lattices to
US patent granted to Elmet for tungsten alloy powders for AM
Elmet Technologies, Lewiston, Maine, USA, has received US Patent No 12,359,290, ‘Tungsten Heavy Metal Alloy Powders and Methods of Forming Them,’ its fifth patent for powders for powder bed Additive Manufacturing technologies such as Binder Jetting as well as other Powder Metallurgy applications. The newly patented process leverages advanced spray drying and optional plasma densification techniques to produce spherical, flowable, and highly densified composite particles. This material structure is intended to improve powder bed uniformity and thermal conductivity during sintering –advantages when manufacturing parts for aerospace, defence, and industry where mechanical strength and precision are critical.
“This patent reinforces Elmet Technologies’ commitment to materials innovation,” stated Mike Stawovy, co-inventor and Director of Research & Development at Elmet Technologies. “Our approach enhances the production of tungsten heavy alloy powders with exceptional flowability and chemical uniformity – features essential to achieving repeatable, high-quality parts through Additive Manufacturing.”
The new patent covers tailored alloy compositions, including 90% tungsten with carefully controlled additions of nickel, iron, copper, cobalt, or manganese.
Compared to other processes, Elmet’s latest process is said to produce substantially spherical particles with a reduced porosity and enhanced flow rate (as low as 7
Partial knee implant with Biofuse AM lattice structure manufactured via PBF-LB in Ti64 Grade 23 (Courtesy Croom Medical)
their exact requirements. That might mean replicating a porous structure previously produced through coating methods, or proposing lattice characteristics. The flexibility of the platform gives OEMs confidence that their design intent can be realised consistently and in line with regulatory expectations.”
Biofuse is now available through Croom Medical’s Additive Manufacturing offering, supporting projects from early design through full-scale production. www.croommedical.com
Elmet has received a US patent for tungsten alloy powders and their creation (Courtesy Elmet)
seconds/50 g by Hall flow method). The plasma-treated particles are capable of reaching up to 65% of theoretical density, minimising shrinkage and defects during sintering.
In addition, Elmet has positioned the technology to address a longstanding challenge in metal Additive Manufacturing: producing highly pure, flowable powders that retain their shape and properties under extreme processing conditions.
www.elmettechnologies.com
AIM Sweden expands Electron Beam Additive Manufacturing with Spectra L
AIM Sweden AB, a Mid Sweden University spin-off based in Frösön, has invested in a Spectra L Electron Beam Powder Bed Fusion (PBF-EB) Additive Manufacturing machine from Colibrium, a GE Company. According to AIM Sweden, this acquisition positions it as the first contract manufacturer in Europe to offer point melting PBF-EB and plate-free start capabilities.
The Spectra L expands the company’s PBF-EB fleet to six, which already consisted of two Q10plus and three Q20plus machines. The latest machine is scheduled to be validated for medical production using Ti6Al4V and optimised for manufacturing complex impellers in the energy sector.
Spectra L technology
Rather than using traditional line melting, the Spectra L uses a point melting strategy, which processes each layer through thousands of precisely controlled individual spots. This technology is said to offer greater design freedom and homogeneous surface quality of all part orientations, regardless of build direction.
“The Spectra L is the next big leap in PBF manufacturing, and the ability to build support-free using the point melting strategy has the potential to be a game changer for the entire industry,” said Simon Blomé, Director of Industrial Applications at AIM Sweden. “This technology opens doors to applications that were previously impossible or economically unfeasible.”
The machine’s plate-free start capability eliminates expensive consumable build plates. This capability is said to enable multiple builds per cycle with minimal operator intervention, improving operational efficiency and reducing per-part costs.
Medical and energy applications
The Spectra L’s support-free production capability addresses critical manufacturing bottlenecks in regulated industries. According to AIM Sweden, medical implants can now be manufactured with intricate internal geometries and porous structures that enhance osseointegration while reducing post-processing costs by up to 35%.
Concurrent Technologies relocates Maryland office to Linthicum
Concurrent Technologies Corporation (CTC), headquartered in Johnstown, Pennsylvania, USA, has announced the relocation of its Maryland-based operations from Annapolis Junction to a new, state-of-the-art office in Linthicum, Maryland, USA. The new facility became fully operational in June 2025.
CTC had maintained a presence in Annapolis Junction for more than twenty years. However, with the lease due to expire, the organisation sought a more modern facility with upgraded infrastructure that would also position its team closer to its primary customer.
“Relocating to Linthicum supports our strategic objective to operate efficiently while staying closely aligned with our clients’ missions,” stated Kevin Pudliner, Vice President, Digital Mission Solutions. “This modern facility enhances our ability to deliver innovative, technologybased solutions that strengthen national defence and support our clients’ needs.”
The new site features brand-new, purpose-built communications rooms as well as efficient and updated lab environments.
Chris Scott, CTC Senior Director, added, “We’re excited about what this move represents. The
AIM Sweden’s acquisition of the large-format Spectra L brings its total PBF-EB fleet to six (Courtesy AIM Sweden)
Energy sector applications, particularly impellers and turbomachinery components, benefit from the technology’s ability to shorten lead times and build bulky components more easily. The Spectra L’s 350 x 430 mm build volume and 4.5 kW beam enable production of larger, more complex components while reportedly maintaining exceptional surface quality.
“AIM Sweden has proven its expertise within Additive Manufacturing across a wide field of industries,” said Göran Elovsson, Acting CEO. “With this investment in the Spectra L, we’re laying the groundwork for future growth and providing our customers with leading-edge technology.”
www.aimsweden.com
Linthicum office provides a superior environment for our employees and customers, while offering room for expansion as we grow through new contracts and partnerships.”
www.ctc.com
Concurrent Technologies Corporation (CTC) is relocating its Marylandbased operations from Annapolis Junction to a new, state-of-the-art office in Linthicum, Maryland (Courtesy Concurrent Technologies)
PREMIUM ADDITIVE MANUFACTURING METAL POWDERS
Tailored for Excellence, Engineered for Tomorrow.
Discover voestalpine BÖHLER Edelstahl’s cutting-edge powder solutions: from a versatile stock of 9 materials to over 250 customizable grades. With state-of-the-art atomization technology, in-house testing, and global logistics, we deliver top-tier quality and precision – on time, every time.
Sustainable by Design BÖHLER AMPO powders are produced using renewable energy, are 100% recyclable, and contribute to a circular economy – making them a powerful ally in the fight against climate change.
Our laboratory is certified under the NADCAP accreditation program in the three areas of Material Testing Laboratories, Non-Destructive Testing and Heat Treatment. Other company certifications include EN 9100, EN ISO 14001, EN ISO 50001 and ISO 45001
Package Sizes:
Tailormade PSD on request
* Measurement of particle size distribution according to ISO 13322-2 (Dynamic image analysis method)
» 10 kg curtec can and multiples (MOQ)
» 100 kg steel drum and multiples
voestalpine BÖHLER Edelstahl GmbH & Co KG www.bohler-edelstahl.com
Lincoln Electric to produce missioncritical submarine components following US Navy deal
Lincoln Electric, headquartered in Cleveland, Ohio, USA, has received the largest government-funded capital investment in its 130-year history, following a deal announced with the US Navy’s Maritime Industrial Base (MIB) Program and General Dynamics Electric Boat.
Through MIB Program funding, Electric Boat has commissioned four SculptPrint™ 1500 robotic Wire-Arc Additive Manufacturing machines, housed at Lincoln Electric’s Additive Solutions centre in Euclid, Ohio, to produce mission-critical submarine components.
“The MIB Program is charged with strengthening and expanding the shipbuilding and repair capacity our nation needs for deterrence and warfighting,” stated Matt Sermon, Executive Director of the Maritime Industrial Base Program. “By investing in Additive Manufacturing at scale, we are helping ensure our industrial base has the tools, technologies, and resilience required to meet the Navy’s mission.”
The US Navy expects the delivery of one Columbia-class ballistic missile submarine and two Virginiaclass attack submarines each year by 2028, while sustaining its current fleet. Meeting this demand requires advanced manufacturing methods to increase throughput, reduce
bottlenecks, and strengthen supply chains.
Discussing the issues surrounding the supply of components, Ken Jeanos, Vice President of Supply Chain, Materials and Logistics for General Dynamics Electric Boat, added, “Material availability continues to drive construction delays across the submarine enterprise. 3D-printed parts have the potential to accelerate construction and delivery of submarines to the US Navy by cutting lead times for critical components.”
“This Maritime Industrial Base investment is a pivotal step to further unlock AM capabilities, enabling the defence industry to address complex supply chain challenges with innovative, efficient solutions,” continued Jeanos. “This partnership expands the use of AM and other innovative technologies that Electric Boat’s engineering and procurement teams have been working on for several years.”
Steven B Hedlund, chairman and CEO of Lincoln Electric, added, “This investment strengthens our partnership with Electric Boat and solidifies Lincoln Electric’s commitment to delivering transformative solutions for the defence industrial base.”
www.gdeb.com
www.secnav.navy.mil www.lincolnelectric.com
Through MIB Program funding, Lincoln Electric will provide components produced via its large-scale metal Additive Manufacturing capability (Courtesy Lincoln Electric)
OIC, Medi Mold and AddUp to launch orthopaedic implant facility in India
A group of companies, including OIC International, USA; Medi Mold, India; and AddUp, France, have partnered to establish a new orthopaedic implant manufacturing facility in India. Using Additive Manufacturing and precision engineering practices, the facility will be located within the Andhra Pradesh Medtech Zone (AMTZ) medical device manufacturing park in Visakhapatnam.
OIC plans to launch a line of additively manufactured implants for both domestic and global use. Operated by Medi Mold, the implants will be mass-produced on a metal Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine from AddUp’s FormUp range. Through the arrangement, the partners aim to address three
fundamental challenges in orthopaedics: technology-led innovation, affordability and market access. The new facility will offer an integrated manufacturing platform for low-cost implants for public sector procurement, supporting government hospitals and healthcare schemes. Meanwhile, OIC will be able to support India’s fast-growing private healthcare market.
Space Machines Company develops dual-metal rocket thruster using AM
Space Machines Company (SMC), based in Botany, Australia, has produced a bi-metal rocket thruster using multi-material Additive Manufacturing. The company produced the thruster at CSIRO’s Lab22 using an SLM280 2MA Laser Beam Powder Bed Fusion (PBF-LB) machine from Nikon SLM Solutions.
Funded through the iLAuNCH Trailblazer programme, the thruster will power SMC’s Optimus Viper, an Australian-made spacecraft designed for on-orbit inspection, servicing and logistics.
Using Nikon SLM Solutions’ PBF-LB Additive Manufacturing
technology, SMC was able to combine high-strength steel for structural strength as the thruster’s outer jacket and a copper alloy for high thermal activity. This combination reportedly allows the thruster to endure extreme heat while remaining lightweight and robust, something atypical in conventional, single-metal rocket propulsion systems.
“We strive to build sovereign space capabilities by developing, manufacturing and operating space technology right here in Australia,” said Darin Lovett, Executive Director of iLAuNCH. “We’re proud to support a project that demonstrates how Australian-led innovation is building world-class space technology and capability locally.”
Traditional methods for manufacturing rocket thrust chambers involve machining cooling channels into a copper liner and brazing it to a steel jacket, a costly, time-intensive process with multiple failure points. With multi-material Additive Manufacturing, both metals are manufactured simultaneously, reducing production complexity, cost and time while increasing design flexibility and durability.
“Space Machines Company is rapidly scaling production of our Optimus Viper vehicles to deliver persistent proximity operations and space domain awareness at unprec -
University of Texas names Carney to lead Keck Center for 3D Innovation
The University of Texas at El Paso’s W M Keck Center for 3D Innovation, has announced James P Carney, PhD, as its new Executive Director. Carney brings experience in advanced manufacturing from his recent role as manager of the Center for Advanced Manufacturing and Innovation (CAMINO) at Sandia National Laboratories.
“Dr Carney has had an impressive career in Additive Manufacturing,
and I am excited to see how he can take the Keck Center to the next level,” said UTEP President Heather Wilson.
The W M Keck Center for 3D Innovation is a multidisciplinary research facility housing more than $8 million in research infrastructure, including over 100 advanced manufacturing machines. The centre offers combined facilities for advanced manufacturing, metrology,
edented speed and scale,” said Rajat Kulshrestha, CEO, Space Machines Company. “By modifying our Scintilla thruster design to incorporate dual materials, we’ve gained the ability to rapidly experiment and optimise different material combinations, critical for achieving the propulsion performance of our mass-produced spacecraft.”
The thruster forms a key part of Space Machine’s Scintilla propulsion system, which requires precise, repeatable and durable thrust to carry out close proximity operations in orbit. The regenerative cooling provided by the copper alloy channels enables the thruster to withstand repeated firings and long burn durations, while the steel jacket maintains structural integrity under pressure.
“This achievement showcases the potential of multi-material Additive Manufacturing for complex, highperformance parts,” added CSIRO Senior Research Scientist Dr Cherry Chen. “By placing each material exactly where it’s needed, we can improve functionality, reduce waste and open up new design possibilities for a wide range of industries.”
CSIRO has stated that multi-material PBF-LB Additive Manufacturing has broader applications across sectors such as automotive, biomedicine, injection moulding, toolmaking, and heat exchanger manufacturing.
www.csiro.au
www.spacemachines.com www.ilaunch.space
reverse engineering, materials characterisation and testing.
Carney’s career spans national defence, biotechnology and advanced materials research. He successfully established CAMINO as a focal point for Sandia’s advanced manufacturing strategy, developing facilities and leading initiatives in rapid prototyping, workforce development and technology transition. He has also held leadership positions at the US Army DEVCOM Chemical Biological Center and the University of Maryland School of Medicine. www.utep.edu
Dragonfly 3D World already equips additive manufacturing professionals with powerful tools for visualization, segmentation, and defect analysis - and our latest release takes it to the next level. Smarter segmentation models cut hours from your workflow, sub-voxel surface determination delivers cleaner meshes and more accurate measurements, and GPU-accelerated performance ensures faster results even on the largest datasets.
Experience effortless visualization and AI-based segmentation with a 30-day free trial license.
Image shown: Exemplary visualization capabilities of Dragonfly 3D World based on a CT scan of an additively manufactured impeller. Data courtesy of Comet Yxlon.
RMIT unveils low-cost titanium alloy for metal Additive Manufacturing
Engineers from the Royal Melbourne Institute of Technology (RMIT) University, Melbourne, Australia, have developed a technique for producing a new type of additively manufactured titanium that’s reported to be around a third cheaper than commonly used titanium alloys. The team are reported to have used readily available and cheaper alternative materials to replace the increasingly expensive vanadium.
Using the new technique, the RMIT team was able to produce a titanium alloy with improved strength and performance compared to standard AM titanium alloys (Ti-6Al-4V). Through this design framework, the metal is also said to additively manufacture more evenly, avoiding the column-shaped microstructures that lead to uneven
mechanical properties in some AM alloys.
RMIT’s Centre for Additive Manufacturing (RCAM) PhD candidate Ryan Brooke, who has just accepted a Research Translation Fellowship at RMIT to investigate the next steps of commercialising the technology, explained that there are many chances for development in the field of additively manufactured titanium alloys.
“3D printing allows faster, less wasteful and more tailorable production, yet we’re still relying on legacy alloys like Ti-6Al-4V that don’t allow full capitalisation of this potential. It’s like we’ve created an aeroplane and are still just driving it around the streets,” he said. “New types of titanium and other alloys will allow us to really push the boundaries of what’s possible with
PhD candidate and study lead author Ryan Brooke inspects a sample of the new titanium (Courtesy RMIT)
3D printing and the framework for designing new alloys outlined in our study is a significant step in that direction.”
The team’s research was recently published in Nature under the title. ‘Compositional criteria to predict columnar to equiaxed transitions in metal Additive Manufacturing.’ The work outlines
Aluminium powder
30 years of expertise – at your service
Standard and custom alloys of consistent quality for additive manufacturing and beyond. Let’s shape the future together.
the method of selecting elements for alloying to best leverage AM technology and provides a more transparent framework for predicting the grain structure of metal AM alloys.
“By developing a more costeffective formula that avoids this columnar microstructure, we have solved two key challenges preventing widespread adoption of 3D printing,” said Brooke.
Recently, Brooke completed market validation as part of CSIRO’s ON Prime programme, talking to aerospace, automotive and MedTech industry representatives about their needs. He explained, “What I heard loud and clear from end users was that to bring new alloys to market, the benefits have to not just be minor incremental steps but a full leap forward, and that’s what we have achieved here.”
“We have been able to not only produce titanium alloys with a uniform grain structure, but with
reduced costs, while also making it stronger and more ductile.”
Professor Mark Easton, the paper’s corresponding author, said that RMIT’s Centre for AM is currently focused on fostering collaborations to further the technology.
“We are very excited about the prospects of this new alloy, but it requires a team from across the supply chain to make it successful. So, we are looking for partners to provide guidance for the next stages of development,” he said. www.rmit.edu.au
A team of researchers have published a paper on a newly developed technique for the creation of additively manufactured titanium alloys (Courtesy RMIT)
Kinectrics and Burloak address obsolescence with nuclear-grade AM parts
Canadian companies Kinectrics, a division of BWX Technologies Inc, based in Toronto, and Burloak Technologies, a division of Samuel, Son & Co, headquartered in Oakville, have demonstrated the successful application of metal Additive Manufacturing for nuclear energy applications. The partners have produced and fully tested nuclear-grade components intended to address obsolescence in operational fleets, as well as supporting emerging reactor technologies.
Building on a partnership started in 2021, this latest collaboration involved the Additive Manufacturing of a hydraulic manifold – a complex, pressure-retaining component made from high-grade steel that was originally produced through conventional means. To shift from a traditional
manufacturing process, the part was designed and manufactured to meet the stringent mechanical and safety requirements of nuclear service environments.
The hydraulic manifold was produced at Burloak’s AS9100 and ISO 9001-certified facility using 17-4 PH stainless steel on an EOS M290 Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine. The part includes internal passageways optimised for flow performance, benefitting from the geometric freedom that AM provides. Post-processing steps that were performed using Burloak’s in-house capabilities included NADCAP-accredited heat treatment, five-axis CNC machining, ISO 17025-accredited lab testing, and advanced metrology.
Burloak’s additively manufactured hydraulic manifold (left) versus the conventionally manufactured equivalent (right) (Courtesy Kinectrics)
Further collaboration
While the initial focus of this AM project is on addressing highobsolescence risk components in Canada’s CANDU fleet and other ageing nuclear reactors, both companies report seeing a clear role for AM in the development of Small Modular Reactors (SMRs) and advanced reactor designs. Additive Manufacturing’s ability to reduce part count, optimise fluid dynamics, and enable rapid prototyping aligns with the performance, cost, and scalability goals of next-generation nuclear technologies.
“This programme demonstrates that AM parts can be qualified for nuclear use when the process is controlled and validated to nucleargrade standards,” stated David Marttila, Senior Director, Nuclear Equipment Solutions, Kinectrics. “We’ve applied the same rigour we bring to traditionally manufactured components, ensuring that safety, performance, and traceability remain uncompromised.”
Jason Ball, VP/GM, Burloak Technologies, added, “Additive Manufacturing enables on-demand production of replacement parts that are otherwise impossible to source. We’re not only solving for obsolescence - we’re working with Kinectrics to help develop the framework for using the Additive Manufacturing process in the Canadian nuclear industry, while creating new engineering options that meet and often exceed the performance of legacy manufacturing processes.”
www.kinectrics.com www.burloaktech.com
The new era: Perfect cleaning and surface finishing of 3D printed metal components!
READY FOR INDUSTRY 4.0
80 years of experience in surface finishing | Made in Germany
400 m² best in class test lab | Worldwide offices & service
Metal Powder Works’ titanium powder validated for aerospace Cold Spray use
Metal Powder Works Ltd (MPW), headquartered in Pittsburgh, USA, has announced the qualification of its commercially pure titanium (CP-Ti) powder for Cold Spray applications. The powder has been independently validated by a US aerospace-qualified partner, HAMR Industries LLC (HAMR), following the same handbook used by global OEMs and Tier-1 suppliers.
The approval is said to represent a critical validation of the powder’s technical specifications and commercial viability for advanced manufacturing applications. It met the strength requirements as published in MMPDS (Metallic Materials Properties Development and Standardization). MMPDS is a source of statistically-based design allowable properties for metallic materials and fasteners used in many different commercial and military aerospace applications around the world.
Achieving these strength values is said to confirm that MPW’s CP-Ti powder performs on par with, or better than, conventional wrought titanium and matches the performance of powders produced using legacy methods.
“This achievement validates our ongoing mission,” said MPW
Managing Director John Barnes. “We are proving that our consistent powder production technology delivers not just more cost-effective powders, but also high-performance materials that meet the most demanding industry standards.”
This offers an opportunity to enter another key segment of the CP-Ti powder market, which was valued at approximately $847 million in 2024. MPW has identified this market as a strategic priority due to constrained supply conditions and robust demand across multiple high-value industries that require materials with exceptional lightweight strength, superior corrosion resistance, and proven biocompatibility.
Key market applications include:
• Aerospace & Defence: Critical applications such as airframe components, precision fasteners, and advanced component repair through Cold Spray technology, where material reliability and weight reduction are paramount.
• Medical & Dental: Essential for biomedical implants, precision surgical instruments, and specialised dental devices that demand both biocompatibility and mechanical performance in challenging biological environments.
AMCM reaches 150 machine milestone with M 4K shipment to US space customer
AMCM GmbH, Starnberg, Germany, has announced the delivery of its 150th Additive Manufacturing machine: an M 4K equipped with four 1 kW lasers. The machine will be used by a space industry customer in California to produce CuCr1Zr combustion chambers, expanding an existing fleet of M 4K systems.
The M 4K offers a large building volume of 450 x 450 x 1,000 mm. It is compatible with legacy EOS M 400-x process parameter sets, offering equivalent focus and beam quality. The machine also offers manual or semi-automatic powder handling options. The M 4K includes open software for process optimisation
• Energy & Chemical Processing: Utilised in demanding applications such as specialised valves, process piping systems, and heat exchangers where resistance to aggressive chemicals and high-temperature performance are critical.
• Marine & Offshore: Provides long-term durability for components exposed to harsh seawater environments, where conventional materials would fail due to corrosion over extended service periods.
• Additive Manufacturing & Repair: Enables near-net shape production capabilities and advanced surface restoration techniques, supporting both new manufacturing processes and equipment lifecycle extension. Beyond Cold Spray applications, MPW is actively engaging with customers across traditional CP-Ti market segments, where initial testing has yielded comparable performance results.
HAMR Industries CEO Michael Schmitt added, “The MPW CP Ti worked extremely well in our system; there were no flowability issues, and we achieved a very high deposition efficiency using air as our process gas. We are awaiting mechanical test results, but the microstructure appeared comparable to those of other CP Ti materials that we have processed.”
www.metalpowderworks.com
AMCM GmbH’s M 4K (Courtesy AMCM)
with high-power lasers. It also offers calibration and overlap adjustment capabilities using SmartCAL. www.amcm.com
Fraunhofer and MacLean-Fogg develop AM process for large HPDC moulds for automotive sector
Researchers from Fraunhofer ILT, Aachen, Germany, and MacLeanFogg, Mundelein, Illinois, USA, have successfully demonstrated a scalable process for the Additive Manufacturing of large aluminium components. To showcase its potential in the automotive sector, the team produced a complex die casting tool inlay for the transmission housing of a Toyota Yaris Hybrid.
By using a gantry-based Laser Beam Powder Bed Fusion (PBF-LB)
Additive Manufacturing machine developed at the Fraunhofer ILT and L-40 tool steel developed by MacLean-Fogg, the team produced a mould, with near-contour conformal cooling channels, suitable for largevolume high-pressure die casting (HPDC).
The demands on large geometries
As large castings are becoming increasingly established for automotive applications, the demands on the tools used in HPDC are growing. The moulds must repeatedly maintain precise component quality at very high quantities and withstand extreme mechanical and thermal loads. In order to prolong the service life of the tool inlays, they need complex, internal cooling structures. Many of these cannot be made with conventional manufacturing processes.
According to Fraunhofer ILT, two key problems have so far limited AM processes from producing such large-format die casting moulds, namely, available build space and material options.
“To overcome these limitations, we need a new generation of machines and materials specifically tailored to the requirements of large-format HPDC tools,” explained Niklas Prätzsch, Group Leader LPBF Process Technology at Fraunhofer ILT. “It was precisely this combination that was the subject of the latest changes we have implemented.”
Gantry-based PBF-LB and L-40
The gantry-based five-laser PBF-LB machine, developed at the Fraunhofer ILT, has a build volume of 100 × 80 × 35 cm. It has a movable processing head and local shielding gas guidance, so the build volume can be scaled linearly along the machine axes with the same process boundary conditions.
The L-40 steel is characterised by a significantly reduced tendency to crack compared to conventional tool steels – both during production and during heat treatment. Even in the as-built condition, L-40 is reported to achieve high dimensional accuracy, hardness of 48 HRC, tensile strength of 1,420 MPa and notched impact strength of 100 J.
Production of HPDC tooling
The researchers designed the complex cooling structure in such a way that critical zones of the mould are effectively tempered during the die casting process. This reduces the thermal load, which significantly lengthens the service life of the mould.
For vehicle manufacturers such as Toyota, who rely on fewer individual parts and more complex structures,
these developments offer new possibilities in terms of tool strategy: less effort in tool production, longer running times and the possibility of realising several variants with just one tool.
The future of automotive moulds
The production of large-format casting moulds using AM processes is expected to address several key challenges in today’s automotive production, particularly in the context of the transformation towards electromobility. A decisive advantage lies in the conformal cooling, which can be freely designed using AM. The cooling channels can be optimally adapted to the thermally stressed zones of the tool. This lowers local temperature peaks, reduces thermomechanical wear and significantly extends the service life of the mould. At the same time, Additive Manufacturing offers the opportunity to drastically shorten throughput times. Instead of time-consuming machining of several tool components and their assembly, a consolidated, end-to-end additive structure is sufficient. The die-casting mould for Toyota was produced in less than ten days, including all preparatory steps. For OEMs, this means shorter development cycles and faster timeto-market for new vehicle platforms. www.macleanfogg.com www.ilt.fraunhofer.de
Using a gantry-based large-format PBF-LB machine and L40 tool steel, the partners produced a mould for a Toyota gearbox housing (Courtesy Fraunhofer ILT)
3MF file format officially becomes ISO Additive Manufacturing standard
The 3MF Consortium’s 3D Manufacturing Format (3MF) file format is now ISO standard ISO/IEC 25422:2025. Developed to address the shortcomings and complexities of existing file formats, 3MF is intended for use as a standard across the Additive Manufacturing sector, from private to industrial use, thereby improving reliability, repeatability, and scalability across all stages of manufacture.
ISO/IEC 25422:2025 defines the 3MF file format Core Specification and extensions, including:
• Materials and properties
• Production
• Beam lattice
• Slice
• Secure Content
• Boolean Operations
Alexander Oster, Director Additive Manufacturing at Autodesk, stated, “For a decade, the members of the 3MF consortium have dedicated significant resources to standardising open source additive data pipelines with the right technical craftsmanship.
“And its scope has expanded
3D Systems awarded $7.65M US Air Force contract for largeformat metal AM
3D Systems, Rock Hill, South Carolina, USA, has been awarded a $7.65 million US Air Force contract for a large-format metal Additive Manufacturing advanced technology demonstrator (GENIIDMP-1000). The award is the next phase of a programme that 3D Systems has worked on since 2023, supporting the development
from a simple STL replacement to a real novel platform that serves many technologies, and includes beam lattices as well as interoperable implicit geometry.
“It is incredible that 3MF is now the standard backend format for everything from millions of desktop FDM printers to multi-million-dollar aerospace equipment. Becoming an ISO – International Organization for Standardization standard is another important milestone in this journey.”
Arvind Rangarajan, Global Head
– Product and Strategy, HP, stated, “The recognition of 3MF as an ISO marks a major step forward for the Additive Manufacturing industry, providing a standard framework to securely transfer design intent, production data and process parameters.
“HP Additive Manufacturing Solutions leverages this capability to enable interoperability across hardware, software, and production workflows.”
“This milestone reflects the collaborative work of the 3MF Consortium, with contributions from the HP 3D Standards Steering Committee, Jordi Gonzalez as HP’s
of large-scale, high-speed, flightrelevant Additive Manufacturing capabilities.
This contract extends 3D Systems’ support of the US Department of Defense’s large-scale Additive Manufacturing. The work will continue to be performed in San Diego, California, and Rock Hill, South Carolina, and is expected to be completed in September 2027.
“We’re proud of the progress we’ve made thus far in our collaboration with the US Air Force,” said Dr Michael Shepard, vice president, aerospace & defence segment, 3D Systems.
“We‘ve successfully demonstrated a number of innovative technolo -
technical lead from the beginning, supported by Muhammed Ali’s standards team and the broader community, with HP’s role as PAS [Publicly Available Specification] mentor helping facilitate discussions,” Rangarajan concluded.
The 3MF Consortium
The 3MF Consortium was formed following several meetings by Microsoft, HP, Netfabb (later acquired by Autodesk), and Dassault Solidworks, all of which had been separately working to establish formats of 3D data optimised for Additive Manufacturing.
The first 3MF core specification was released in 2015, with the announcement of the formation of the 3MF Consortium. Just before the announcement, Autodesk, Shapeways, and SLM Solutions (now Nikon SLM Solutions) joined the consortium and became the founding members. Shortly after that, Materialise, GE, and Siemens joined.
Today, the 3MF Consortium is comprised of sixteen steering members and over twenty associate members, intended to represent the core of the Additive Manufacturing, design and 3D software industry. www.iso.org www.github.com/3MFConsortium www.3mf.io
3D Systems has been awarded a $7.65M US Air Force contract for a large-format metal Additive Manufacturing demonstrator (Courtesy 3D Systems)
gies under this programme and it’s exciting to see those technologies mature both for this large-scale system as well as our commercially available printers.”
ToffeeX, based in London, UK, has reported using its physics-driven generative design software to design and optimise a cross-flow oil cooler for Japanese automobile manufacturer Nissan.
As part of the project, ToffeeX leveraged its Two-Fluid Optimisation feature to design the internal heat exchanger’s core, simultaneously optimising two different fluids to maximise heat transfer between them while minimising pressure drops.
The initial design domain consisted of a cubic volume, later expanded to incorporate extended inlet and outlet regions. These regions, defined as ‘non-designable’ in ToffeeX, are intended to improve accuracy and stability.
As part of the design activity in ToffeeX software, the company
explored a range of solutions by varying the weightings of the optimisation objectives to identify the combinations of parameters that produced a satisfactory performance. Further optimisations were then conducted with a Minimum Wall Thickness constraint to satisfy manufacturing requirements.
Results
Nissan performed CFD simulations using STAR-CCM+, comparing the performance of all designs, including those optimised using the ToffeeX software. This featured a benchmark design with a gyroid infill pattern and a characteristic size of 4.6 mm.
According to ToffeeX, the final design was approximately 15x more effective in terms of heat transfer-
Assembly of the optimised design within the heat exchanger casing (Courtesy ToffeeX)
to-pressure drop ratio compared to both the reference gyroid and plated heat exchanger designs. Moreover, the software was able to design for Additive Manufacturing and achieve minimum wall thickness constraints. While the ToffeeX designs did not achieve the same total heat transfer as the gyroid, they achieved superior heat transfer-to-pressure drop ratios compared to conventional solutions.
www.toffeex.com
qualloy launches its own metal powder range under ‘qualloy select’ branding
qualloy, an intermediary for buyers and sellers in the metal powder market based in Düsseldorf, Germany, has introduced qualloy select, its flagship powder brand developed in close collaboration with Rosswag Engineering, headquartered in Pfinztal, Germany.
The qualloy select brand includes aluminium, cobalt, copper, steel, nickel and titanium powders for Metal Injection Moulding, Additive Manufacturing, Powder Metallurgy and precision machining. All powders are tested in-house by Rosswag to ensure compliance with recognised quality standards.
To support its customers, the company also offers an AI-guided
material finder designed to help users identify precise powder specifications for their manufacturing needs. Using an intelligent search algorithm, qualloy enables users to find well-suited metal powders for their specific machines and specifications from a broad range of certified global suppliers. This marketplace allows users to freely switch between different powder manufacturers, optimising price, delivery time, and quality, whilst enabling a transparent and efficient procurement process.
The marketplace was established in March 2024 with the aim of transforming the way businesses procure metal powders. As
The launch of qualloy select marks the company’s first time selling its own powders (Courtesy qualloy)
well as standard powder options, users can also request custom powder mixes.
The qualloy select powders are now available through qualloy’s marketplace, with powders being shipped directly from Germany. www.qualloy.com
One Click Metal enables Point Designs to bring prosthetic production in-house
Point Designs, based in Broomfield, Colorado, USA, is producing titanium finger prosthetics in-house using a metal Additive Manufacturing machine from One Click Metal headquartered in Tamm, Germany. With this technology, Point Designs has improved production efficiency and flexibility while delivering durable and functional prosthetic fingers to patients more quickly.
The challenge: producing durable finger components for daily use
More than 45,000 people in the United States alone experience finger amputations each year. For these individuals, regaining independence depends on access to strong and lightweight prosthetic solutions. Point Designs develops a range of prosthetic fingers tailored to these needs.
Before adopting in-house Additive Manufacturing, Point Designs relied on external suppliers to produce its titanium finger components. While this enabled early market entry, it posed difficulties when scaling production. High costs, long lead times, and limited control over intellectual property slowed progress and made it harder to refine designs.
To address these requirements, Point Designs brought production in-house with a One Click Metal Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine. Titanium was chosen for its combination of strength, durability, and biocompatibility, making it well-suited for medical use.
Once CAD models and build preparation are complete, the company can launch production directly on its own AM machine. A full build plate can reportedly produce seventy-four finger components, equal to eleven complete prosthetic assemblies, in sixteen hours of machine time. Optimised orientation minimises support structures and post-processing, enabling rapid prosthetic manufacturing.
Functional prosthetics, enabled by in-house metal Additive Manufacturing
The ability to produce finger components internally has allowed Point Designs to focus on product development and innovation. With metal Additive Manufacturing, the company states it is able to reliably achieve lightweight construction and offer geometric flexibility to support iterative improvements and patient-specific optimisation.
Point Designs has now transitioned to in-house production of finger prosthetics using its One Click Metal machine. The streamlined workflow from digital design to finished titanium components aims to provide the scalability needed to meet growing demand. www.pointdesigns.com www.oneclickmetal.com
The additively manufactured prosthetic fingers are made from semi-hollow titanium (Courtesy Point Designs)
Point Designs now additively manufactures its finger components in-house on a machine from One Click Metal (Courtesy Point Designs)
LOOKING FOR PROTO-SAMPLES IN 15 DAYS ?
3D PRINTING IS YOUR SOLUTION
3D PRINTING IS YOUR SOLUTION
3D PRINTING IS YOUR SOLUTION
LPBF Binder-Jetting Metal SLA (Nikon SLM) (HP | Ex-One) (Incus)
3D PRINTING IS YOUR SOLUTION
LPBF Binder-Jetting
LPBF Binder-Jetting Metal SLA
Mater ial Options (Metal)
Build Envelope
Quantity
(Nikon SLM) (HP | Ex-One) (Incus)
SS 17-4PH, SS 316, SS 304, Tool Steel M2, S-7, & H13, IN 625, IN 718
SS 17-4PH, SS 316, SS 304, Tool Steel M2, S-7, & H13, IN 625, IN 718
Weight: 1gm to 8Kg
Mater ial Options (Metal) Weight: 1gm to 8Kg
Quantity
Tolerance capability
Quantity
CONTACT FOR MORE DETAILS
Minimum Wall Thickness: 0.2 to 1mm
10-50 samples/build box based on envelope dimension/Serial production possible
10-50 samples/build box based on envelope dimension/Serial production possible
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available
10-50 samples/build box based on envelope dimension/Serial production possible
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available
www.indo-mim.com
718
Within 2% of the feature size, 2~3 Ra Surface finish, Option of finishing to closer tolerances available
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 8970081826
CONTACT FOR MORE DETAILS
EUROPE Email: InfoEU@indo-mim.com Ph: +49 71165500243
NORTH AMERICA Email: shrikant.t@indo-mim.com Ph: +1 609-651-8238
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 8970081826
CONTACT FOR MORE DETAILS
EUROPE Email: InfoEU@indo-mim.com Ph: +49 71165500243
CONTACT FOR MORE DETAILS
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 8970081826
NORTH AMERICA Email: shrikant.t@indo-mim.com Ph: +1 609-651-8238
ISO 9001:2015 / IATF 16949:2016 / AS 9100:Rev D / ISO 13485:2016 / ISO 14001:2015
ASIA Email: InfoHQ@indo-mim.com Ph: +9198459 47783 / +91 8970081826
EUROPE Email: InfoEU@indo-mim.com Ph: +49 71165500243
EUROPE Email: InfoEU@indo-mim.com Ph: +49 71165500243
NORTH AMERICA Email: shrikant.t@indo-mim.com Ph: +1 609-651-8238
United Grinding Group and GF Machining Solutions merge to form United Machining Solutions
The previously announced acquisition of GF Machining Solutions Division of George Fischer AG, Schaffhausen, Switzerland, by United Grinding Group, based in Miamisburg, Ohio, USA, has now been completed. The company has been renamed United Machining Solutions and joins United Grinding Group’s portfolio of fifteen brands, with sales totalling over $1.5 billion. The newly formed United Machining Solutions will retain its headquarters in Bern, Switzerland.
“There has been a long-standing desire to merge the two companies,” stated Stephan Nell, CEO of the new group and the United Grinding Group. “Lead shareholders Rosmarie and Martin Ebner expressed their full confidence in this strategically important step within the world of global machine tool manufacturing, authorising the necessary capital increase to make this vision into reality. It is rare for two companies to complement each other as well as United Grinding and GF Machining Solutions. This applies not only to our product portfolios, our international alignment, and our understanding of quality, but also to the culture and mindset of our employees. I am convinced that we can make a big difference together, for the benefit of our customers.”
The group’s board of directors closely monitored and supported the process. Fred Gaegauf, Chairman of the Board of Directors at the United Grinding Group, stated, “The merger of these two companies has created a Swiss powerhouse in machine tool manufacturing.”
Ivan Filisetti, CEO of GF Machining Solutions and a member of the new group’s Management Board, added, “It is the best decision we could make. Our products do not overlap; they complement each other. This makes integration much easier. And as a Swiss company, we share the same culture with a strong commitment to innovation and digitalisation. We will also keep after our goal of being the preferred partner for our customers, always ready with customised solutions and comprehensive expertise – in other words, able to offer much more than just high-end machines. The group helps us with its strong international alignment, employees on site at our customers’ premises, and our breadth of technological expertise.”
In R&D, collaboration benefits both the company and its customers by developing innovative solutions. Synergies can also be leveraged regarding new standards and regulations, which are becoming
Höganäs PowdrIQ competition to identify new metal powder applications
Höganäs AB has announced the launch of PowdrIQ, an international competition for university students seeking to identify new applications for the use of metal powders. The company states that as industry shifts towards sustainability and resource efficiency, metal powders open opportunities to replace conventional materials, such as stainless steel, with lighter, stronger, and more sustainable alternatives.
Metal powders are already used across a wide range of sectors, with applications in automotive, medical, aerospace, consumer electronics, industry and more. Despite this, the true potential of metal powders remains largely untapped across many industries. The PowdrIQ challenge focuses on identifying new, untapped applications where metal powders are not currently used but could be.
increasingly important and require machine manufacturers to respond to keep their machines fit for the future.
The two companies are particularly connected by their shared Swiss roots and strong international alignment. “With more than fifty locations worldwide, there are few machine tool manufacturers that are as international as we are and as close to their customers,” Nell commented.
The group will primarily present itself to the outside world through its individual brands. Nell explained, “In the future, we want to further strengthen the identities of our brands, which have been known and anchored in the market for many years. The brands have a long tradition, stand for the highest quality and are often pioneers in their field. Our customers trust the brands they have learned to know and appreciate.”
Through its System 3R brand, GF Machining Solutions provides a range of tooling for the Powder Metallurgy industry. When producing punches and dies, the tooling reduces setup times and is said to improve accuracy and quality with fewer rejections. When used in the powder compaction press, setup times are also drastically reduced, with improved accuracy and quality of parts.
For metal Additive Manufacturing, the company partners with 3D Systems to offer a range of machines, including the DMP Flex/Factory 350 and DMP Factory 500. www.grinding.com www.gfms.com
The scope of the challenge
Participants must conduct research, analyse the market, and propose applications where metal powders promote sustainability, efficiency, and performance, while clearly demonstrating the industry relevance of how the proposed application addresses a real market need or opportunity.
First place winners will receive a €5,000 cash prize and a study trip to a Höganäs site. Second place winners receive €2,500 and third, €1,000.
www.hoganas.com
Winners announced for $920K America Makes AM R&D funding
America Makes, based in Youngstown, Ohio, USA, and the National Center for Defense Manufacturing and Machining (NCDMM) have announced the winners of a $920,000 project call focused on High Priority Open Topics in Additive Manufacturing.
Funded by the Office of the Under Secretary of Defense, Manufacturing Technology Office (OSD ManTech), the project call consisted of two topic areas focused on the development
and maturation of AM repairs for sustainment and beam shaping. The AM repairs for sustainment methods include technologies targeting metal AM in two areas: sustainment repairs using Directed Energy Deposition (DED) and Cold Spray, and beam shaping for Laser Beam Powder Bed Fusion (PBF-LB). The goal is to advance manufacturing technologies and processes that lower costs, accelerate production, and
strengthen industrial responsiveness to meet defence needs.
This project reflects a focused, collaborative effort led by the America Makes Roadmap Advisory Group (RMAG) and its five working groups: Design, Process, Material, Value Chain, and AM Genome.
According to John Martin, AM Research Director at America Makes, these groups met over two months to generate and prioritise project topics. Based on survey results, the priorities were then shared with the Department of Defense’s Joint Additive Manufacturing Working Group (JAMWG), which selected key focus areas based on national defence and industrial needs.
Expert of Spherical Metal Powder
Standard Metal Powder
● Fe based alloys: SS316L, 17-4PH, 420, Maraging steel
● non-Fe based alloys: AlSi10Mg, In718, In625
Biomedicine powders
(Certificated by ISO 10993, ISO 13485)
● CoCrMo, CoCrMoW
● Ti6Al4V
Customized Metal Powder
● High Strength Stainless Steel : SS316LM (SS316L modified)
The composition and particle sizes are adjustable.
Characteristics
High Purity Excellent Sphericity High Flowability Customization
“By engaging our members with focus and structure, we’re targeting the defence sector’s most urgent needs and advancing key Additive Manufacturing technologies – from certifiable repair and precise material deposition to standards development and beam shaping in [PBF-LB] – to boost quality, efficiency, and performance,” Martin stated. “These advances strengthen sustainment and accelerate AM adoption across defense and industry. Congratulations to the project winners for leading the way.”
Below is the list of award winners and related topic areas:
Topic 1: AM Repairs for Sustainment
• Team Lead: RTX Technology Research Centre
Project Team: Connecticut Center for Advanced Technology
Topic 2: Beam Shaping
• Team Lead: Colorado School of Mines
• Project Team: DMG MORI, nLight, Oak Ridge National Laboratory, National Institute of Standards and Technology
Project teams will report on their progress at the America Makes Technical Review and Exchange (TRX) and other industry events during the execution phase of the programme. www.americamakes.us www.ncdmm.org
Holdson secures £1.5M to scale electroform polishing technology
Holdson, based in Huddersfield, UK, has announced that it has raised £1.5 million in a funding round led by the Northern Powerhouse Investment Fund II (NPIF II), alongside Oval Investments and Singapore-based SANDS. This investment is intended to enable the company to scale its patented electroform technology, a sustainable, acid-free polishing process designed to improve the performance and durability of metal parts.
The electrochemical polishing process is also suited to powder removal. It uses CFD-optimised electrolyte flow to reach deep into lattice structures and surface recesses. Unlike blasting or ultrasonic methods, electroform doesn’t rely on line-of-sight or mechanical agitation. Instead, it actively dissolves and removes powder particles during the polishing cycle.
The funding will also support the expansion of the company’s Huddersfield facility and accelerate the production of its electroform machines, helping it meet growing global demand.
Aaron Holt, co-Founder, Holdson, shared, “The industries we serve are evolving fast. Manufacturers want stronger, more efficient, more reliable parts produced at scale and with increasingly complex designs. electroform helps make that possible, and this investment means we can deliver those gains to even more customers worldwide.”
Since launching in 2023, Holdson has grown to a team of eighteen with customers across the UK, Europe, the US and Asia.
Laurence Tan, Investment Associate at Praetura Ventures, added, “The advanced manufacturing space is critical to a number of key
industries, including the automotive, aerospace and defence sectors, where vital parts and components are growing more complex with each passing year. Holdson is an example of a thriving Northern company that’s making these innovations possible. The company has the talent and the technology to continue scaling globally, and we’re pleased to be backing the team on their journey with NPIF II funding to supercharge their growth.” www.holdson.co.uk
Innovative smart sensors
SIL2 certification by TUV
Dual channel O 2 sensors
Trace ppm to % measurement Part
From left: Holdson co-founders
Neil Dickinson and Aaron Holt with Laurence Tan, Investment Associate at Praetura Venture (Courtesy Holdson)
Researchers improve distortion modelling for metal Binder Jetting
Researchers from the University of Grenoble Alpes and HP Inc have proposed a step-by-step method to predict shape changes during the sintering of 316L stainless steel parts made using metal Binder Jetting. The method, detailed in the paper ‘A calibration method to predict shape change during sintering: Application to 316L parts made by Metal Binder Jetting’, combines experimental and numerical techniques.
Metal Binder Jetting requires sintering, which leads to shrinkage due to the initially low green density of the part. Shape distortion can also form due to gravity. The prediction of those deformations is, therefore, paramount to reach near-net shape parts.
In the reported method, the anisotropic linear shrinkage is determined by dilatometry, while the viscous deformations are numerically fitted through a calibra -
Researchers from the University of Grenoble Alpes and HP have proposed a step-by-step method to predict shape changes during the sintering of 316L stainless steel parts (Courtesy Additive Manufacturing/Elsevier)
CECIMO and partners publish European Additive Manufacturing manifesto
Alongside ten national associations representing 700 Additive Manufacturing companies, CECIMO (European Association of Manufacturing Technologies) has published its ‘Manifesto for a Competitive European Additive Manufacturing Sector.’
This manifesto outlines a shared vision and strategic recommendations to position Europe as a global leader in AM. It also marks the first milestone of a new initiative called AM-Europe, a CECIMO-operated platform designed to represent the Additive Manufacturing sector
in the EU and provide a single, united voice for the industry at the European level.
“We believe that Additive Manufacturing has a role to play in supporting the EU’s strategic priorities, including the green transition, digitalisation, re-shoring, advanced materials development, and strengthened industrial autonomy,” CECIMO stated.
“But to maintain and strengthen Europe’s leadership, we must act collectively to address international competition, skills shortages, and
tion part. The model is implemented in HP’s proprietary 3D Digital Sintering software and tested across various sintering cycles. It was optimised through iterative loops, reducing deviations between predictions and experiments to below 1%.
Then, angular sectors exhibiting various degrees of overhang are sintered to assess the performance of the model. Results showed that most predictions exhibit maximum deviations below 5%, with filleted parts exhibiting better predictions.
The study highlights the importance of accurate parameter calibration, noting the influence of sintering temperature, density, and microstructural changes. While this work relied on optimisation routines, future improvements could come from machine learning and multi-scale modelling.
By combining experimental data with simulation, the method offers a path to more reliable metal Binder Jetting. The breakthrough could expand the technology’s use in industries such as aerospace and medical devices, where dimensional accuracy is critical.
The full paper is available from Science Direct www.sciencedirect.com www.hp.com
technical challenges.”
The manifesto sets out the following strategic recommendations:
• Develop a comprehensive European AM strategy
Support the growth of a European Additive Manufacturing ecosystem with a public-private partnership
• Leverage AM to strengthen emergency response and industrial resilience
• Support skills development to build a capable and future-ready workforce
The full manifesto is available on the CECIMO website. www.cecimo.eu
Jacksonville State University boosts AM training with Additive Minds Academy Ignite Program
Jacksonville State University (Jax State), Alabama, USA, has partnered with EOS North America’s Additive Minds applied engineering group to expand its curriculum through the Additive Minds Academy Ignite Program. This collaboration is expected to provide Jax State students with access to industrial-grade AM training and resources as part of the university’s growing focus on advanced manufacturing technologies.
As part of this initiative, Jax State has also acquired its second EOS M 290 Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine to provide students with hands-on experience using production AM technology.
The Additive Minds Academy Ignite Program is designed to accelerate AM education and workforce development by offering scalable, structured online and hybrid learning solutions. It supports educational institutions in teaching the fundamentals and applications
Due to the efficiency of our cuttingedge technology we can offer the lowest priced powder on the market with no compromise in quality.
Jax State has acquired a second M290 from EOS as part of its expanded AM curriculum (Courtesy EOS)
of industrial AM, including machine operation, safety, Design for AM (DfAM), production strategies, and more.
“We’re excited to deepen our commitment to Additive Manufacturing education through the Ignite Program,” said Matt Rosser, Director of the Center for Manufacturing Support at Jax State. “By combining EOS’s industrial training resources with our expanding AM lab and faculty expertise, we’re preparing students for real-world careers in advanced manufacturing and giving them the skills they need to succeed in this rapidly growing field. With the addition of our second EOS M 290, our AM assets now total more than $3 million, underscoring our commitment to being a leader in advanced manufacturing innovation and workforce development.”
Jax State joins the University of Illinois UrbanaChampaign and Columbia Gorge Community College as the first to adopt the newly launched Ignite Program. It is also used by Launch Canada, a national nonprofit that supports aerospace innovation and hosts Canada’s largest student rocketry competition, where students train in Design for Additive Manufacturing through the Ignite programming.
Our powder is:
•
Spherical
Free-flowing •
•
D50 of 35µm for most materials
•
D50 of 20µm for titanium super alloys
Has high tap density •
We process directly from:
Raw elemental material •
Pre-alloyed stock
Sponge •
Recycled chip
Recycled parts •
Over-sized powder •
We can handle refractory and reactive alloys
The Ignite Program offers two tiers based on a university’s access to EOS machines. The ‘AM Fundamentals’ option provides access to a number of introductory online courses. The ‘Certification Partner’ option provides access to the AM Fundamentals content, as well as more tailored courses around EOSPRINT systems and certification.
“The Ignite Program was built to bridge the gap between industrial needs and education,” said Fabian Alefeld, Global Director of Business Development and Additive Minds Academy at EOS. “By collaborating with innovative institutions like Jax State, we’re empowering the next generation of engineers with the skills and confidence to contribute meaningfully to the future of Additive Manufacturing.”
More about the Ignite Program is available here: https://3d.eos.info/am-ignite-program www.eos.info www.jsu.edu
Scandium Canada reports crack-resistant Al-Sc alloys for Additive Manufacturing
Scandium Canada Ltd, headquartered in Montreal, has reported new data on its modified AA535 and AA7075 aluminium-scandium (Al-Sc) alloys. When processed via Laser Beam Powder Bed Fusion (PBF-LB), these alloys effectively eliminate cracking that can occur when additively manufacturing high-strength aluminium alloys. This breakthrough is said to pave the way for
lightweight, high-performance, and cost-effective components across multiple industries.
The company also announced the establishment of its Scandium+ division, created to ramp up the company’s commercialisation efforts for these two Al-Sc powders. The new division will also focus on the research and development of other Al-Sc alloys
and aims to unlock the full potential of scandium through strategic partnerships, cutting-edge technology, and a commitment to responsible stewardship.
“Scandium Canada’s proprietary alloys directly address the critical need for printable, high-strength, and lightweight metals in sectors such as aerospace, automotive, and advanced manufacturing,” stated Dr Luc Duchesne, Head of Scandium+ division and Chief Science Officer. “This advancement is expected to accelerate the transition to lightweight structures in critical applications, supporting global efforts toward sustainability, energy efficiency, and improved engineering design.”
Scandium Canada’s AA535 and AA7075 alloys feature less scandium than traditional Al-Sc in an effort to directly address the cost and resource sustainability issues of this alloy class. The alloy’s proprietary blending procedure, utilising zirconium dihydride (ZrH 2), is said to help reduce the formation of microcracks during the PBF-LB Additive Manufacturing process.
The company added that the alloys exhibit suitability for Additive Manufacturing across a range of laser power and scanning speed parameters. Scandium Canada’s testing has shown relative densities above 99% under optimal conditions, a key measure for component integrity and reliability. Mechanical testing shows ultimate tensile strengths (UTS) ranging from approximately 330-380 MPa in the as-built condition; with heat treatment, these alloys achieve UTS increases of 17–25%.
Developed in partnership with McMaster University, this innovation is now protected by a new international patent application filed under the Patent Cooperation Treaty (PCT) on September 17, 2025. This strategic move is said to enhance Scandium Canada’s growing intellectual property portfolio while positioning the company for commercial applications.
www.scandium-canada.com
TANIOBIS
Based on our 60 years expertise in manufacturing and development of refractory metals, we have developed AMtrinsic® atomized tantalum and niobium spherical powders and their alloys for demanding additive manufacturing technologies. Our ability to adjust specific intrinsic material properties enables us to push the limits according to the requirements of your application.
AMtrinsic® spherical tantalum and niobium powders provide outstanding combinations of material properties customized for specific applications. Aligned with 3D-printing technology, AMtrinsic® powders can help overcome hurdles in various high-tech industries. The high temperature stability, excellent corrosion resistance and biocompatibility of AMtrinsic® Ta, Nb powders and their alloys deliver a perfect fit for biomedical (Ta, TNT and TNTZ), chemical (Ta, Nb, Ta-W) and aerospace (Ta-W, C103 and FS-85) applications. In addition, AMtrinsic® Nb with its prominent superconducting properties is ideal for the superconducting industry.
TANIOBIS offers atomized AMtrinsic® C103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta-10W- 1Zr) pre-alloyed powders. Hightemperature strength, superior creep properties and their excellent workability with Additive Manufacturing make these alloys great candidates as structural materials for various aerospace applications. AM offers design freedom enabling manufacturing of lightweight components with complex features e.g. rocket thruster with integrated cooling channels which is one of the many applications of our AMtrinsic® C103 and FS-85 alloys.
ETH students develop rotary PBF-LB for multi-metal Additive Manufacturing
Students from ETH Zurich, Switzerland, have built a high-speed multi-material metal Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine that rotates the powder deposition and gas flow nozzles while it builds, enabling simultaneous processing of multiple metals without downtime. The team of six bachelor’s students developed the new machine in the Advanced Manufacturing Lab under the guidance of ETH Professor Markus Bambach and Senior Scientist Michael Tucker as part of the Focus Project RAPTURE.
The students developed, constructed and tested the machine in just nine months. The machine is aimed at approximately cylindrical geometries in aerospace applications, such as rocket nozzles and turbomachinery, but is reportedly also of broad interest for mechanical engineering.
The project came about from a very specific challenge: developing bi-liquid-fuelled rocket nozzles for ARIS, the Swiss Academic Space Initiative, which is building its own rockets with visions of reaching into space. Within the next few years, ARIS aims to reach the Kármán Line – the internationally recognised boundary of space set at an altitude of 100 km, beyond which the atmosphere is too thin to support flight by aircraft without special propulsion.
In order to withstand the intense heat and pressure over an extended launch, rocket nozzles should ideally be made of multiple metals. For example, their interior can be made of heat-conducting copper with integrated cooling channels and their exterior of a heat-resistant nickel alloy.
“For small players like our student rocket team, this sort of multi-
material technology has up to now been too complex and too expensive, putting it out of reach,” stated Tucker.
Rotational Additive Manufacturing
The heart of the new machine is a rotating platform that enables a high-speed manufacturing process. Unlike conventional rectilinear PBF-LB machines, where a new layer of powder must be applied after each layer is melted, the RAPTURE machine works continually due to its rotating platform. This means that powder is applied and fused by the laser simultaneously, which significantly enhances productivity. This reduces the manufacturing time for cylindrical components by more than two-thirds.
“This process is ideally suited to rocket nozzles, rotating engines and many other components in the aerospace industry,” Tucker added. “They typically have a large diameter but very thin walls.”
While the machine is also capable of producing non-axisymmetric or
even arrays of parts, the rotating method is particularly effective for producing precisely this geometry.
Additively manufacturing two metals simultaneously
The rotating machine can process two different metals in a single operation, depositing the material where it is needed within the component, thereby reducing waste.
The machine features a mechanism that blows inert gas over the area where the powder is fused. This prevents the component from oxidising while it is being manufactured. Due to the rotating architecture of the newly developed machine, the local gas flow conditions can be controlled much more tightly than with a conventional machine.
Potential for aerospace, e-mobility and other sectors
In addition to applications for ARIS and the aerospace industry in general, the team reportedly sees potential applications in
T-M Vacuum Products, Inc.
Cinnaminson, NJ
other sectors, such as aircraft, gas turbines and electric motors, where ring-shaped geometries are the norm. ETH has filed a patent application covering the rotary multi-material Laser Beam Powder Bed Fusion technology, which has since been nominated for the ETH Spark Award.
The components manufactured
with the prototype so far have a diameter of up to 20 cm. The research team is now looking at scaling the process to higher speeds and larger diameters, and they are currently looking for industry partners to collaborate with them to develop and deploy this technology further. www.ethz.ch
±3°C uniformity
Sizes from 0.25 to 16ft3 (7-453l)
Work loads from 50 to 1,600lbs (23-726kgs)
Operating pressure 10-6 torr to 6 bar
Super Series High Vacuum Furnace
Two materials can be simultaneously fused by laser on the new machine’s rotating platform (Courtesy Michael Tucker/ETH Zurich)
10 YEARS OF FORMNEXT
At Formnext, international market leaders present their latest developments all along the process chain in Additive Manufacturing: from high-performance materials and precision system technology to automated post-processing and integrated software and quality assurance solutions.
Experience all around the show floor and on the stages how AM can make your production operations more efficient, flexible, and sustainable. Discover solutions that suit and improve your applications – and don’t miss the chance to engage with the experts and industry pioneers in Frankfurt.
Get your ticket now! formnext.com/tickets
18 – 21.11.2025
Doing more with less: Domin’s evidence-based path to Additive Manufacturing success using maraging steel
Additive Manufacturing’s promise isn’t in ‘printing everything’ – it is in knowing exactly where to apply the technology. At Domin, a UK manufacturer of motion control products, CEO Marcus Pont’s team uses the technology sparingly yet decisively, exploiting AM-enabled innovations and its potential to deliver complex internal geometries. The twist? A focus on steel. Too often overlooked for titanium or aluminium, maraging steel underpins robust, precise, and efficient hydraulic products. Martin McMahon explores the disciplined use of AM as powerful tool: performance first, costs controlled, and selectively delivering impact at scale.
Despite years of being labelled a disruptive technology, there is a long held belief that Additive Manufacturing has struggled to deliver impact at scale. Domin, based in Bristol, UK, is working to change that narrative through its highly-efficient approach to applying AM: maximise its impact, minimise its use to where it is needed, and control costs through material selection.
From modest beginnings, the company has grown into a respected and innovative manufacturer of next generation hydraulic technology. Its products, incorporating unique steel components only possible to manufacture by AM, are trusted in the most demanding of applications; proof that performance and profitability can coexist. However, as co-founder and CEO, Marcus Pont, was keen to stress, “Domin is not an Additive Manufacturing company, but it employs AM where it enhances customer value.”
Bristol’s history of ambitious engineering, from iron bridges to complex shipbuilding, provides the backdrop for Domin. Drawing on that tradition,
The company was founded in 2012 as Blagdon Actuation Research, named after the village near Bristol
where it originated. Its founders, Andrew Collins (now Non-Executive Director) and Pont, had previously worked at the Italian aerospace firm Microtecnica, where they specialised in designing helicopter flight control systems.
A Domin S12 Pro servo valve with its distinctive blue anodised casing. The company’s product range integrates additively manufactured components to enable compact, high-performance hydraulic systems (Courtesy Domin) the company set out to reinvent fluid power, treating steel and Additive Manufacturing as tools rather than ends in themselves.
Fig. 1
In the early days of the business, when faced with a compressed project timeline, they turned to AM – an experience that convinced them of its potential to challenge entrenched approaches in product design and manufacturing. From the outset, Collins and Pont were clear: AM should not be a shortcut to faster prototypes, but a way to build better products.
Before committing to any end market, the team focused on generating evidence around performance, cost, and manufacturability. This early discipline created what they called an ‘evidence factory’; an approach that set Domin apart from early adopters chasing hype rather than proof.
Building the evidence base for AM adoption
Many companies begin their engagement with Additive Manufacturing by submitting a conventional part design to a service provider, trusting the process to succeed. The results are frequently disappointing, guided more by optimism than by evidence. Domin deliberately chose a different approach.
The company’s first encounter with AM came out of necessity: it urgently required a component and turned to titanium and Laser Beam Powder Bed Fusion (PBF-LB). Pont recalls, “The first thing we printed was actually titanium, and I remember getting these parts back
“Most components in the sector had changed little over the decades. Their inefficiencies were widely acknowledged yet broadly accepted, costs for top-performing products were high, and the potential range of applications was vast. It was, in short, an ideal hunting ground.”
and thinking, goodness me, this is actually metal.” That realisation became the first step in a longer journey. Pont stated, “We began with the conviction that Additive Manufacturing could create value in ways the world had not yet seen. Exactly how and where, we didn’t know – but we knew the potential was there.”
With no internal facilities at the time, Domin partnered with 3T RPD (now 3T Additive Manufacturing) to build a systematic understanding of AM metals. Rather than assuming performance, the team asked fundamental questions: How strong are additively manufactured metals in the as-built and heat-treated states? What is their fatigue performance in duty cycles? How do they behave in corrosive environments? And, crucially, what are the cost drivers when scaled to industrial production?
To answer these, Domin and 3T launched a funded research programme in the early 2010s, titled Productionisation of an Additive Manufacture Technology Driven Servo Valve Design . Over nearly two years, they built, heat treated and tested a wide range of samples. The outcome was a clear operating framework: validated wall thicknesses, overhangs, and insights into surface roughness and flow. As Pont summarised, once the limits were known, they created freedom: “Roads give you more freedom than if there weren’t roads. It’s a funny old contradiction.” This evidence-first approach laid the foundation for Domin’s subsequent product development.
Why steel?
At the time, titanium was attracting widespread attention, particularly in aerospace, where weight saving was critical, and 3T was eager to make a name for itself with the material. It was myself representing 3T during those early conversations, and I was prepared to argue strongly for titanium. Domin, however, tested titanium and aluminium before ultimately settling on maraging steel.
Fig. 2 Domin’s manufacturing site (centre of image) in Pucklechurch, near Bristol, UK (Courtesy Domin)
Pont explained: “In industries where weight matters, most of a component’s mass comes from material that isn’t removed during machining. In aerospace, for example, only about three percent of a component is actually stressed to its material limit – the remaining ninetyseven percent adds weight without contributing to performance.”
From this insight, Domin developed its AM design principles: use only the material that is needed, and design as close to the limits as possible. In this way, the proportion of material being used effectively rises from about 3% to something nearer 90%. Components no longer needed to carry unnecessary weight, shifting the focus from density alone to specific strength.
Aerospace was considered a lower priority as a first market, due to the long lead times required for product qualification, especially for components containing AM parts. Instead, Domin turned its attention to broader industrial markets, where design freedoms could deliver more immediate impact. Hydraulics presented that opportunity. Most components in the sector had changed little over the decades. Their inefficiencies were widely acknowledged yet broadly accepted, costs for top-performing products were high, and the potential range of applications was vast. It was, in short, an ideal hunting ground. Pont noted, with some humour, that no one in the company had experience in hydraulics at that time; a curious starting point that required a particularly bold approach.
Domin then assessed the performance of different metals in this context. Fatigue quickly emerged as decisive: steel’s fatigue strengthto-weight ratio stood well above aluminium, the material most engineers instinctively considered for weight saving. At the same time, titanium was gaining attention as an alternative. Pont recalled, “It was super close, and we saw that the parts would end up the same weight, whether they were steel or titanium. I think steel just about has the edge, but it’s only a few single percentage points.”
Fig. 3 While Domin’s servo valves are recognised for their speed, precision and compactness, the company also has a sharp focus on brand, as reflected in its packaging (Courtesy Domin)
Tribology added another layer to the decision-making process. Steel also behaves predictably under lubrication, whereas titanium tends to be sticky. This stickiness increases friction and reduces efficiency, often requiring coatings or inserts that add cost and risk. The choice of steel therefore brought not only strength and economy but also greater reliability in service.
Cost, however, provided the final and decisive factor. Steel powders have always been significantly less expensive than titanium. Even if
fatigue life and specific strength were found to be similar, the economics were poles apart. Steel delivered equivalent performance at a cost that made the product commercially viable.
There was final consideration: stiffness. Modulus is critical when walls must be thin and shapes must remain true under pressure. Thickening aluminium or titanium walls to achieve stiffness inevitably adds weight and volume, often undermining the intended benefit of AM. Steel, by contrast, can provide stiff-
ness at the right thickness while keeping both mass and volume under control. AM then enhanced this choice by allowing wall geometries to be tailored to fluid flow and pressure cycles.
From exploration to the S6 Pro
Understanding AM’s potential was one thing; deciding what to make with it was another.
Domin entered an exploration phase, designing valves, pumps and actuators despite having no previous experience in hydraulics. Many prototypes were smaller, more efficient and unconventional, produced in collaboration with AM service providers and tested extensively.
Simulation tools guided development, but the team recognised that automated topology optimisation was still limited at that stage – so much depended
Fig. 4 Hydraulic manifolds produced by Additive Manufacturing (Courtesy Domin)
Fig. 5 An additively manufactured spool incorporating the integrated flexure (Courtesy Domin)
on engineering judgement. As the work progressed, Domin realised that the real gains came not from redesigning every component for AM, but from focusing on areas such as internal flow where the technology delivered the greatest impact. Conventional manufacturing methods were kept wherever they proved more cost-effective.
Domin also avoided reliance on off-the-shelf solutions. Driven by the belief that cost was king and innovation was essential, the company set about designing and producing almost everything in-house.
Transitioning from exploration to a market-ready product required a clear vision. As Pont put it: “Use only a few hundred grams of printed metal in a device that delivers thousands of pounds in value.” With machine and powder costs still high, profitability depended on minimising the quantity of built material. “We could genuinely make a profit on a product that contains AM parts if it’s only a few hundred grams of metal, and that led to this,” Pont recalled, referencing the compact S6 Pro servo valve launched in 2019.
The S6 Pro contains just three AM parts that are integrated into a conventionally manufactured assembly. The additively manufactured elements enabled complex internal flow paths, unlocking levels of performance that had previously been out of reach.
At the core of Domin’s technological innovation – and fundamental to all of its servo valves – is the matched spool-manifold pairing. The manufacturing process begins with a specialised honing system, the sole non-automated stage in the production line, dedicated to producing manifold bores with sub-micron tolerances. Each bore is subsequently measured using a proprietary mapping rig, after which the corresponding spool’s control edges are ground to within 0.1 µm. This rigorous approach ensures the repeatable hydraulic performance that underpins the reliability and commercial value of Domin’s products.
BAFig. 6 Exploded view of the S6 Pro servo valve. A is the AM spool with integrated flexure component, and B is the AM manifold (Courtesy Domin)
A further notable advancement is the incorporation of an integrated flexure design within the additively manufactured spools (Fig. 5). While specific details remain proprietary, the resulting component leverages the unique advantages of Additive Manufacturing in enabling geometries and functionalities that extend beyond the limits of traditional engineering techniques.
Building a product family
The S6 Pro was the foundation of a family of valves designed to combine compactness, efficiency and manufacturability. Its distinctive blue anodised casing has since become a hallmark of Domin’s products. The smaller S4 Pro integrated two AM parts into an even more compact package, while the larger S10, also with two AM components, offered
increased capacity without compromising efficiency – and remained noticeably lighter than conventionally manufactured equivalents of similar scale.
All three models reflected the same guiding principle: AM should only be applied where it delivers measurable value. As Pont emphasised, “If it doesn’t add value, then there’s a good chance we shouldn’t be using it at all.”
Customers adopted these products not because they incorporated AM, but because they solved demanding control problems in smaller, lighter packages and at competitive prices. AM was the enabler, not the selling point.
The company’s big break came in 2021, when a major order from a robotics customer tested Domin’s ability to build, test and support products at volume. Deliv -
“All three models reflected the same guiding principle: AM should only be applied where it delivers measurable value. As Pont emphasised: ‘If it doesn’t add value, then there’s a good chance we shouldn’t be using it at all.’”
ering on this contract marked a turning point. The company was no longer just a start-up selling early products, but a hydraulics manufacturer with a clear identity – using Additive Manufacturing as one of several production processes rather than its defining characteristic.
Establishing in-house AM production
Domin’s later success in scaling production was built on foundations laid years earlier. In 2015, the company installed its first EOS M290 machine, bringing metal AM in-house at a time when most start-ups still relied entirely on service providers. Remarkably, that machine is still in daily use a decade later.
As we stood beside Domin’s first EOS M290, Pont remarked, “The machine runs super well, as you’d expect, as there are no real forces or loads on it, so there’s nothing
Fig. 7 Cutaway example of the S6 Pro clearly showing the AM spool and integrated flexure component, as well as the AM manifold (Courtesy Domin)
to wear.” He continued, “This is something industry doesn’t really know yet because AM is so new. It hasn’t really learned the life cycle of equipment. But yes, it works well and we’re using it seven days a week.”
This long service life challenges assumptions that AM equipment quickly becomes obsolete. For Domin, it proved that a modest investment could underpin sustainable, long-term production.
With demand rising, the company expanded capacity, acquiring Renishaw RenAM 500Q machines, including one equipped with Tempus Technology, which accelerates build speed by allowing the laser to work even while the next powder layer is being spread. These machines now run around the clock, with one day a week reserved for R&D, ensuring new product development continues alongside full-scale manufacturing.
Standardising materials and processes
Domin builds exclusively in maraging steel (M300), but without relying on a single supplier. The company has demonstrated that it can work with any source of M300 powder without changing process parameters – a result that directly challenges another of metal AM’s longest-standing assumptions: that every machine-powder pairing requires a unique parameter set. Powder is recycled indefinitely, topped up with virgin feedstock and controlled through sieving, in-process checks and acceptance testing. The result is a stable, repeatable blend.
Perhaps most striking is Domin’s consistency across AM machines from different brands. The company can build the same set of components on an EOS M290 one day and a RenAM 500Q the next, with no detectable performance differences in the finished products. Tens of thousands of AM parts have been produced in this way and shipped to customers worldwide.
Fig. 8 Renishaw RenAM 500Q PBF-LB AM machines at Domin (Courtesy Domin)
Fig. 9 EDM and CNC equipment at Domin (Courtesy Domin)
Fig. 10 Calibrating servo valves (Courtesy Domin)
INEOS Britannia’s race boat in action ahead of the America’s Cup – a test bed for advanced control technologies (Courtesy Domin)
Domin servo valves in the 2024 America’s Cup
INEOS Britannia, one of six teams that competed in the 2024 America’s Cup, used Domin’s high-performance servo valves to optimise control systems on board its race boat. The valves operated reliably at very high pressure while minimising leakage, enabling weight reduction and efficiency gains that contributed to reduced aerodynamic drag and improved overall performance.
Marcus Pont, CEO, commented at the time: “We are delighted to be working with INEOS Britannia, a team renowned for their excellence and commitment to pushing the boundaries of sailing technology. By supplying them with our high-performance servo valves, we aim to contribute to their pursuit of victory in the America’s Cup.”
Sir Ben Ainslie, Team Principal and Skipper, added: “In the world of competitive sailing, every detail counts. Domin’s servo valves offer the precision, responsiveness and reliability required to optimise the control systems of our vessel.”
The partnership also demonstrated Domin’s responsive, customer-focused approach: from supplying replacement valves at short notice to providing data analysis and technical support, the company worked closely with the team to maximise preparation time on the water [1].
Although INEOS Britannia did not win the 2024 America’s Cup, the campaign marked important milestones for Britain: the first British team in sixty years to qualify for the Cup Match and the first in ninety years to score points [2].
Domin’s high-performance servo valves, designed for reliability at high pressures with minimal leakage (Courtesy Domin)
For years, engineers have debated whether it was even possible to achieve this level of machine-tomachine consistency. Standards bodies are often stalled over how to prove equivalence or manage risk.
Domin has shown that, outside regulated sectors such as aerospace or medical, the industry does not need to wait. It can scale with confidence today.
Streamlining finishing for efficiency
Post-processing and finishing are kept deliberately simple. After in-house heat treatment to a hardness of 52-54 HRC, only steps that add value are performed. Trials confirmed that polishing or sandblasting had no effect on performance, so those operations were eliminated. Internal flow paths are often left as-built, where surface roughness can even improve efficiency.
Where machining is required, Domin follows a clear philosophy that
Pont summarises as “complexity in the printed, simplicity in the cuts.” Most operations are therefore limited to straight cuts along flats and bores, enabling efficient three axis milling and turning. During the tour, Pont held up a manifold from the S6 Pro to illustrate the principle: “What we can see here is a whole host of complexity in the AM component. But when we look at what gets cut within it, it’s flat lines and circles.”
Parts are released from the build plates using an automated bandsaw and then grouped for machining so both sides can be finished with minimal handling. Throughput is maximised, and manual steps are minimised.
Domin integrates these AM parts seamlessly into its wider production workflow. Products are assembled, calibrated, function-tested and shipped – with around 90% of output heading overseas. Even here, the company’s self-sufficiency stands out: it designs and builds its own test rigs and manufactures its own motors, maintaining tight control over quality and cost.
Scaling as a manufacturer
By 2019, Domin was still balancing research with early product sales. External investment that year allowed the move into its first dedicated manufacturing units in Pucklechurch, marking the transition from outsourced R&D to fledgling production.
The following year brought disruption as COVID-19 slowed progress, but recovery came quickly. A major robotics order in 2021 tested Domin’s ability to deliver at scale, and the company rose to the challenge. Since then, output and revenue have doubled each year. High-profile customers, such as the INEOS America’s Cup sailing team, have added global visibility. In the current year, Pont expects between 10,000 and 20,000 AM components to be installed and shipped, with a target of 50,000 next year.
Growth has been matched by investment in capability. Processes have been refined wherever data suggested efficiency gains, always with the aim of reducing costs. Today,
Fig. 11 The current line up of Domin’s servo valves, all of which contain parts produced by Additive Manufacturing (Courtesy Domin)
“All of Domin’s current AM parts are built using PBF-LB, which offers the density and mechanical properties needed for high-pressure, long-life hydraulics. However, the company has never regarded PBF-LB as the only solution.”
Domin’s workflow spans Additive Manufacturing, heat treatment, machining, assembly, and testing, forming a near-continuous process.
Headcount has grown from twenty to well over ninety, with early hires moving into senior roles. In 2020, Simon Jones joined as CTO, professionalising product development and ensuring innovation could scale systematically. Jones was previously Technical Director at HiETA Technologies Ltd, and before that an engineer at Rolls-Royce.
Domin also established a visible presence in central Bristol, creating a headquarters that reflects its ambition and brand identity while its Pucklechurch units drive manufacturing.
Binder Jetting as an alternative to PBF-LB
All of Domin’s current AM parts are built using PBF-LB, which offers the density and mechanical properties needed for high-pressure, long-life
hydraulics. However, the company has never regarded PBF-LB as the only solution.
Binder Jetting has also been evaluated, through collaboration with HP Additive Manufacturing using the MetalJet platform. For lower-pressure devices, Pont is confident that Binder Jetting will make economic sense, provided design rules for shrinkage and sintering are managed carefully. It is a pragmatic approach: use the right process for the job, and change tools when the requirements change.
Automotive: AM in nextgeneration active systems
Domin’s ambitions reach beyond industrial applications and into automotive. Two of its factory units house vehicles on which engineers are developing an integrated nextgeneration active suspension system in collaboration with one of the world’s leading automotive brands.
Fig. 12 Domin’s next-generation active suspension system installed on a test vehicle (Courtesy Domin)
Domin’s design places a selfcontained module at each corner of the vehicle. Each unit combines a compact hydraulic manifold, a multi-valve spool, an electric motor-driven pump and nitrogen gas springs.
Lead engineer Matt Allanson explained, “It was all built around the central manifold, which is additively manufactured in-house with complex internal geometries. Interacting through that manifold is the spool valve, which is very similar to what we have in production with our servo valves.” This packaging efficiency – enabled by metal Additive Manufacturing – makes it possible to integrate the system within the space of a conventional suspension assembly.
Already in road testing, early applications are expected in performance and luxury electric vehicles. However, the same technology could also enhance off-road platforms, with longer-term ambitions to scale it into mainstream vehicles.
With automotive markets experiencing rapid transformation, such innovations that further refine handling and comfort will become defining features. By applying AM with a disciplined focus on customer value, Domin is positioning itself to challenge convention and shape the future of vehicle dynamics.
Designing for efficiency and sustainability
Domin’s mission to transform hydraulics extends to environmental impact. Traditional hydraulic systems are notoriously inefficient, losing energy through leakage, friction and pressure drops. Domin addresses these
“Already in road testing, early applications are expected in performance and luxury electric vehicles. However, the same technology could also enhance off-road platforms, with longer-term ambitions to scale it into mainstream vehicles.”
Fig. 13 The Domin team testing the company’s active suspension technology (Courtesy Domin)
“As Pont puts it: ‘We want to make things that last longer, do more and use less in doing so.’ By combining AM with advanced digital control, Domin delivers systems that consume less energy in operation and help industries reduce emissions – with data to prove the impact.”
issues at the design level: optimising internal flow paths, reducing sealing surfaces, and minimising unnecessary mass movement. The result is lower energy loss and higher system efficiency.
AM further reduces waste by placing material only where required, eliminating excess stock removal. Part consolidation cuts out fasteners, seals and joints, reducing both material use and assembly effort. With powder recycling and minimal post-processing, the carbon footprint of manufacturing is also reduced.
As Pont puts it: “We want to make things that last longer, do more and use less in doing so.” By combining AM with advanced digital control, Domin delivers systems that consume less energy in operation and help industries reduce emissions – with data to prove the impact.
The road ahead
For Domin, the challenge now is scale. Even the smallest competitors in hydraulics turn over billions, and the company knows it must grow from tens to hundreds of employees, and eventually into thousands, to meet its ambitions.
The strategy remains clear. New processes and alloys will be adopted only when they add value. New machines will be brought in only if they make parts better or at a lower cost. Binder Jetting may find a role in lower-pressure devices; other steels may be introduced once fatigue and corrosion performance are proven.
As Pont frames it, Domin has no interest in being an ‘AM company.’ Instead, it is a manufacturer that uses AM when – and only when – it improves the product for the customer. That pragmatic stance has turned promise into production
and laid the foundations for broader change in hydraulics, automotive, and beyond.
Domin’s story shows that Additive Manufacturing does not need to be disruptive in headline-grabbing ways to matter. Its real impact comes when it becomes boring in the best possible way – embedded, proven, and invisible to the customer, but essential to performance and value.
Technical Consultant, Metal AM magazine, and founder of M A M Solutions martin.mcmahon@mamsolutions.uk
References
[1] Domin, ‘Improving Performance in Partnership with INEOS Britannia’, Available at: https://domin.com/ news/domin-servo-valves-for-ineosbritannia/
[2] INEOS Britannia, ‘About’, Available at: https://www.ineos-britannia.com/ about/
11-14 OCT 26 Budapest HUNGARY Organised
Photo Credit: Paul Zizka
Beyond the ‘digital warehouse’: What’s really driving the Additive Manufacturing of spare parts in 2025
The notion of a digital warehouse encapsulates the potential of cloud-based digital twins, produced locally and on demand by Additive Manufacturing. This approach promises increased efficiency, sustainability, and resilience against trade barriers and logistical disruptions. In the Winter 2021 edition of Metal AM , an initial survey established a baseline of practice in digital spare parts. In this article, Joseph Kowen revisits that foundation, analysing subsequent developments, persistent challenges, and the evolving industrial and geopolitical factors influencing the adoption of additively manufactured spare parts.
The term ‘digital warehouse’ is a catchy phrase that conjures the appealing notion of digital twins residing in the cloud, manufactured only when needed. The idea excites the imagination as both efficient and sustainable. Local on-demand production is immune from tariffs and supply chain disruptions, ideas currently much in focus.
In the Winter 2021 edition of Metal AM, we examined the thencurrent thinking and practice of digital parts. We looked at who was doing what, and the challenge of making the intoxicating promise of the digital inventory concept a reality. It’s time for an update. Our previous article provided a baseline and map of the factors and considerations for spare parts use. It showed cases where additively manufactured spare parts had been successfully used in real-life scenarios. The article also covered companies that specialised in helping clients decide which parts made sense, and in many cases accompanied them through the lengthy and expensive qualification process.
Definitions
When we speak about spare parts in AM, there has been a tendency to conflate two separate but connected topics, so it is worth pausing a moment to elaborate. The broader case of AM spare parts relates to the topic of how the technology will
impact transport, logistics, and our industrial system. The question is forward-looking and is designed to examine how AM can offer innovative, sustainable, and efficient strategies for applying a (relatively) new digital manufacturing process to address challenges that traditional supply chain models cannot solve.
Fig. 1 The petrochemical industry is currently regarded as one of the largest potential markets by value for AM-enabled digital spare parts (Courtesy Adobe Stock/chitsanupong)
“A more applied use of the term additively manufactured spare parts is in the context of evaluating the supply of replacement parts for equipment, where the primary objective is to avoid equipment downtime.”
Some thinking on this general topic is beginning to percolate. Several start-up companies have started to dabble in new models for providing spare parts in various applications. One example is Replique. Another company in this space is 3D Spark. A definition of the various models that could serve as future AM-driven logistic solutions has been researched by RISE Research Institutes of Sweden, which
published a white paper setting out a framework of scenarios for calculating the business value of distributed production, in this case specifically in the automotive industry. The main thrust of this work is how to include value that might ordinarily be missed when thinking about distributed manufacturing compared to conventional and, in general, centralised manufacturing.
A more applied use of the term additively manufactured spare parts is in the context of evaluating the supply of replacement parts for equipment, where the primary objective is to avoid equipment downtime. Common to both topics is a methodology that takes into account all of the factors that could help make the case for AM when compared to traditional solutions.
Opportunity
How big is the opportunity? In 2021, we found few studies and sources on the topic that authoritatively gave estimates as to how big the market is. Investors and analysts like to quantify the ‘total addressable market’ (TAM) for a particular product or technology. At the time, we quoted work by French consultancy Theano Advisors that broke down the market for spare parts and came up with a figure for the AM spares market of $173 billion, including both
Fig. 2 The mining industry stands to gain from rapid access to spare parts, produced on-demand and potentially close to the point of need (Courtesy Adobe Stock/Tomas)
metal and polymer parts. The most relevant of the markets surveyed, using figures for 2018, were the petrochemical ($26.9 billion), mining ($10.7 billion), rail ($7 billion) and shipping ($5.9 billion) industries. Together, this totals $50.5 billion.
As far as could be ascertained by research for this article, no new studies have come up with better or updated figures for the size of the market. Suffice it to say that the numbers are large, and if only a small percentage of this TAM were to be realised, additively manufactured spare parts would constitute a substantial segment within the total size of the AM market, which Wohlers Report 2025 estimated to be $21.9 billion [1]. One could reasonably agree that a new or updated estimate of the spares parts TAM is not a significant figure for our purposes. The size of the market is not what is driving the market for AM spare parts. One could quite reasonably and simply characterise the market as ‘large enough.’
In that case, if the overall market number is not what is attracting entrants into the AM spare parts market, then what are the drivers that are indeed making it increasingly attractive?
Friction
Firstly, the bad news. The most significant source of friction that operates against the use of AM is part qualification, which is a bottleneck through which on-demand spares manufacture must pass. Qualification is, in and of itself, a topic worthy of full and independent analysis and discussion. Efforts are being made to speed up and simplify the qualification process, for example by developing rules for qualifying part families where the commonality between related parts is sufficient to streamline some aspects of qualification.
Being that it is long and expensive, it therefore exerts pressure to select only those parts where the effort of qualification can be applied
“Efforts are being made to speed up and simplify the qualification process, for example by developing rules for qualifying part families where the commonality between related parts is sufficient to streamline some aspects of qualification.”
to spare parts where there is sufficient demand to spread the cost over the total demand for that part and over time. This hurdle is a severe limiting factor inhibiting the spread of the on-demand spare parts model. It is worth mentioning that insofar as spare parts pertain to newer products designed in the digital era, the cost of qualification will be lower. At a minimum, the cost of reverse engineering parts for which digital designs do not exist would be saved. Even aside from the issue of whether a new manufacturing technology could replace an older technology making the same part, most parts that were designed in concept for manufacture using conventional methods will not always be advantageous to additively manufacture. It is a well-known fact that simply taking a digital design file and building it ‘as is’ will generally not be viable as an additively manufactured part. Improving a design to take advantage of the benefits of AM, such as making it lighter, is a distinct topic worthy of separate attention.
So, for the purposes of this update, we can agree that qualification is a large issue – in fact, it’s the proverbial elephant – unavoidable in all but new scenarios in which parts and business models have been designed in advance to be served by AM. The technical or regulatory aspects of the qualification process are best examined elsewhere and in greater depth.
Trends
Several global trends have emerged that are feeding into the increased potential for digital spare parts.
Sustainability
If four years ago sustainability was a nascent issue that foretold the need for greater consideration of environmental issues in making manufacturing choices, especially in AM, today the issue is relatively more mature in the thinking of many organisations. In the AM industry, the Additive Manufacturing Green Trade Association (AMGTA) has developed a broader presence and plays a vital role in sensitising the segment to the issue of sustainability.
A big part of the work of the AMGTA relates to quantifying the environmental impact of AM processes in and of themselves, and spare parts management is coming more into focus in the debate regarding how to accurately measure the advantages of AM. The organisation was founded in late 2019 and was still young when we previously wrote about spare parts. Its membership and footprint have grown considerably in the past few years.
Changing geopolitical environment
A second trend that must surely play into the discussion on spare parts is a changing geopolitical environment. Recent developments have
as the US begins to question its future in NATO.
“Countries are increasingly reviewing their supply chains for both materials and parts and are resisting being overly dependent upon the supply of spare parts from adversarial sources. For strategic reasons, countries want to be as independent as makes sense given their size and location.”
set in motion discussions on several sub-trends that could be grouped under the geopolitical header.
Strategic self-reliance
Countries are increasingly reviewing their supply chains for both materials and parts and are resisting being overly dependent upon the supply of spare parts
from adversarial sources. For strategic reasons, countries want to be as independent as makes sense given their size and location. At a minimum, countries want to be able to source strategic parts and materials from countries with whom they are allied, such as within NATO. But even this has been thrown into question recently
The dragon in the room, of course, is China. It instituted export controls earlier in 2025 on some products, such that it is not assured that parts supplied from China today are guaranteed to be readily available in the future, were geopolitical relations to worsen. The highest profile case in point is rare earth minerals. An example closer to the AM community is titanium. China controls a disproportionate share (reportedly above 50%) of the titanium sponge sources worldwide [2].
Military spending
Defence budgets are on the rise. In June 2025, The Economist reported that the rich world is embarking on mass rearmament. NATO members have agreed to raise military spending to 3.5% of GDP. If this target is achieved by 2035, then NATO countries will be spending $800 billion more every year in real terms than
Fig. 3 In August 2025 the UK’s Royal Air Force announced that it had fitted its first in-house additively manufactured metal component (Fig. 4) into an operational Typhoon fighter jet, marking a major step towards faster aircraft repairs and reduced downtime (Courtesy Royal Air Force)
they were before Russia invaded Ukraine in 2022 [3].
So, how does an increase in military spending spell success for AM spare parts? Every successful way to prolong the life of old systems delays the need to devote resources for new systems, which tend to be more expensive per unit of firepower. In common defence parlance, the uptime of military systems could be said to be high value for money. Keeping a thirty year old plane flying will be considerably cheaper than buying a new plane.
US tariffs
As if strategic concerns were not sufficient, in the case of the US, tariffs are an additional factor that is driving the US industry to explore local manufacture of metal parts in general, including spare parts. The tariff situation is relatively fluid as to the level of the tariffs, but the message has been clear: some level of tariffs is here for now. Fitch, an economic research and rating agency, estimates that the average US tariff rate on all imports has skyrocketed to 22% in 2025 from just 2.5% in 2024 [4]. The Yale Budget Lab estimates that even with adjustments for countries that have managed to sign new tariff agreements (at the time of writing, just fourteen countries), the current average effective tariff rate is 17.6% [5].
If we zoom in specifically to China, a major source of spare parts for a wide range of industries, the tariff has more than doubled in 2025 compared to 2024. So while from a purely economic perspective importing metal parts from China might still be cheaper in the immediate term than sourcing them in other countries, the uncertainty of the tariff level makes it a priority to seek other sources for these parts at home or closer to home. The strategic message is loud and clear.
A proxy to measure manufacturing capacity for metal parts is to look at foundry capacity. The European Foundry Federation estimates that 49% of global foundry capacity resides in China, while
“So, how does an increase in military spending spell success for AM spare parts? Every successful way to prolong the life of old systems delays the need to devote resources for new systems, which tend to be more expensive per unit of firepower. In common defence parlance, the uptime of military systems could be said to be high value for money.”
Fig. 4 The Royal Air Force installed this temporary titanium AM replacement part for the pylon assembly that connects weapons systems to the aircraft’s wing. The part was manufactured using Electron Beam Powder Bed Fusion (PBF-EB) on a Wayland Additive Calibur 3 machine (Courtesy Royal Air Force)
Fig. 5 Nearly 50% of all foundry capacity is now located in China [6] (Courtesy European Foundry Federation)
deserve broader consideration, and which play a meaningful role in answering the question: Does this or that part make sense to manufacture additively?
Management accounting
Distinct from financial accounting, this type of analysis falls within a field known as ‘management accounting’.
Europe (excluding Russia) and the US together account for only 20%. When juxtaposed with GDP figures for these regions, China is in an even more dominant position. IMF data estimates that China has only a 17% share of global nominal GDP, the US has 27%, and Europe accounts for 25% (including Russia). Translating these figures: If foundry capacity is a proxy for metal parts manufacturing, then Europe and the US suffer from a strategic deficit in their ability to make metal parts [6].
Accounting
A key driver for AM spare parts is economics. If high, costs might constitute a friction factor that slows or distorts the use of AM for spare parts. While the cost issue is by definition a drag on the growth of additively manufactured spare parts use, the salient question is by how much. The answer, it seems, depends on your perspective on how exactly we measure the cost of a spare part.
Financial accounting
From a financial accounting perspective, inventory costs are calculated according to accounting standards
that follow accepted formulae that we use for measuring the performance of a business in a consistent, comparable and auditable way. A basic framework for finding the accounting cost of inventory would look something like this:
Total purchase costs
Raw materials and any tariffs
+ Conversion costs
Direct labour, machine depreciation, running costs and allocated overheads
+
Storage & related costs
Packaging, conditioning and quality maintenance
This very basic framework might differ according to the specific characteristics of the product in question, such as the ‘shelf’ life of the part, or put another way, the degradability of the product being stored for eventual use.
A deeper understanding of accounting for inventory is best left to accounting professionals. A more important strategic business question is what costs fail to be captured by the accountants, but which nonetheless consist of real costs that
The purpose here is mainly to sensitise non-accounting professionals to factors in their thinking about AM feasibility that may have been ignored. If even one unrecognised or unappreciated factor gives pause to decision makers to reconsider their decision to move even one part to a digital inventory, then this article would have contributed modestly to a more efficient and more sustainable industry, and growth in one of the underappreciated areas of potential in AM.
Economics of on-demand spare parts
Economic or managerial accounting takes into account opportunity costs and hidden costs not easily captured by accounting statements. These would include:
Warehousing and storage costs
These may not be captured in full by accounting statements. For example, it is perfectly legitimate to assign a proportional share of the rental cost of storage space used to house spare parts to the actual part cost. Yet how many firms put this concept into practice, or instead simply assign these costs to general company and administrative expenses?
Insurance costs
Similarly, do companies assign the insurance costs of inventory to the inventory itself, or is the insurance cost simply rolled into a general insurance overhead cost that applies to the entire company at the general or overhead level? Larger companies might be able to separate these
costs out by determining that a particular asset is dedicated to the storage of spare parts. Smaller companies might not be able to do so. A memory from a visit to a foundry in Australia comes to mind. An entire 30-metre-high building existed for the sole purpose of housing old patterns, some in an advanced state of disrepair, held for the sole purpose of being able to cast spare parts in the future.
Obsolescence and deterioration
Products fall out of fashion, or are replaced by newer and better products, and this increases the risk of holding old parts, where in an instant their value can be reduced to zero. In some spare parts scenarios, such as in oil and gas or rail, the age of the part is the very reason why AM might actually be preferred due to there being no digital data or no tooling or both. In other situations, inventory and risk management scenarios might be
“A memory from a visit to a foundry in Australia comes to mind. An entire 30-metre-high building existed for the sole purpose of housing old patterns, some in an advanced state of disrepair, held for the sole purpose of being able to cast spare parts in the future.”
based on more traditional or operational considerations.
Financing costs
What is the cost of burying capital resources in inventories that do little or nothing to generate sales or profits? Holding inventory is, at a minimum, a post-sales strategy designed to maintain relationships with existing customers and bolster the company’s brand and reputation.
Sales and maintenance personnel would optimally desire that more than the minimum numbers of each part be available everywhere at all times to keep customers happy. The financial management team’s job is to put manageable limits on a strategy that, if unrestricted, could pose an impossible burden on a business. Sometimes holding stock is a regulatory requirement. Minimising the amount of capital tied up in assets of
Fig. 6 The Additive Manufacturing industry sees significant opportunities in displacing casting for critical on-demand part production (Courtesy Adobe Stock/Louis-Michel DESERT)
Taking the lead in AM spare parts
Deutsche Bahn (DB) has been a leading proponent of the use of AM to solve prickly spare parts supply chain issues. Its interest arose out of necessity. For a start, rolling stock lives on the tracks for a long time. In Germany, the company’s flagship intercity high-speed train service was developed in the 1980s. Its first model of high-speed trains (ICE 1) first ran in 1989 and entered service in February 1991. These first trains underwent refurbishment in 2005 and 2019 with the intention of ensuring the service of the equipment through 2030. To put this into perspective, DB operates equipment that is even older than that. The classic Intercity long distance trains began service in 1971.
this kind, is a defensive strategy that can improve profitability and enable the company to use its assets to grow in other ways.
Opportunity cost
This leads to another category of cost that should be taken into account when selecting a strategy of physical or virtual on demand inventory: the opportunity cost of alternatives. It is a factor that is very hard to quantify and is generally industry-dependent or application-driven. Whatever formula business strategists choose to apply to this category of cost, even if they are unwilling to admit that the cost is not a cash value and therefore cannot be managed or assessed in the traditional financial sense, the subject should nonetheless not be swept under the carpet and ignored.
Some case studies have begun to quantify traditional versus additive supply chains. A 2024 simulation study by the Department of Ship-
ping, Trade, and Transport at the University of the Aegean examined a semi-open impeller case and concluded that integrating AM into the supply chain can yield cost and delivery-time advantages under the model’s assumptions [7].
What percentage should we use to put a value on the cost of inventory? The answer to that question would depend on the industry in question, the part, factors such as minimum order quantities and expected annual demand for that part, and cost of capital, among other parameters. For simplicity’s sake, let’s just say that the total cost of holding that part works out to be 20% per part. This means that if the direct manufacturing cost of an on-demand part is $100, then a traditionally manufactured spare part loaded with the hidden costs that we have outlined would have to cost less than $83.33 to be more viable.
Between 1989 and 1993, DB commissioned sixty ICE 1 trainsets. Fifty-eight of them are still in service today. Later models of the ICE series of trains also still operate at a high level of serviceability, demonstrating the efforts made by the company to keep its trains on the tracks. To keep all of its equipment running efficiently, DB currently holds spare parts in its warehouses valued at €1.8 billion [8]. The company adopted a strategy of ‘manufacturing on demand’, setting as a target a figure of 10% of what could be additively manufactured on demand.
The question is how such an ambitious goal can be achieved. DB began addressing the issue ten years ago. Stefanie Brickwede, Head of Additive Manufacturing at DB, describes three stages in the process. The first stage is collecting all the cases where spare parts are not available. The next stage is to do a top-down analysis by going through the spare parts listed in the company’s inventory management systems to see which parts are buildable. It can be complicated because often an assembly is listed as being unavailable because one part of the assembly is unavail -
Fig. 7 A 27 kg box frame, produced by metal Additive Manufacturing. The part ensures that rail cars run safely around tilt bends (Courtesy Deutsche Bahn AG)
able. The third stage is to push the railway equipment manufacturers or repairers to help DB additively manufacture the parts.
The economic impact of this work has been considerable. The company estimates, based on its internal assumptions, that since 2019, the AM spare parts programme has saved the company €20 billion. A key advantage is procurement savings since one is freed from the minimum-order quantity trap. AM offers alternatives and injects some reasonableness into a procurement environment where a supplier might not really be interested in making a needed part unless a huge premium is paid. Were it not for the potential availability of AM parts, a shrewd parts supplier is enticed to price the spare based not on the manufacturing cost of the part, taking into account tooling, set up costs and other overheads, but based upon how much can be saved from the avoidance of ‘standstill costs.’
“The economic impact of this work has been considerable. The company estimates, based on its internal assumptions, that since 2019, the AM spare parts programme has saved the company €20 billion. A key advantage is procurement savings since one is freed from the minimum-order quantity trap.”
At the heart of this number is the question: What are my losses for each day that a train or other equipment is unable to operate? This is an internal number and would differ based on the industry and the application. In the case of DB, it also includes regulatory factors such as penalties that DB might have to pay for their inability to provide working equipment to regional transport networks for which it is contracted to provide equipment.
Some legacy spare parts for which tooling is required could take years to procure.
Brickwede also touches upon a common theme that is relevant to the feasibility of AM spare parts production: The measure of success depends upon who is being measured and what they are being measured on. Engineering teams may not analyse the world the way financial managers do. And even so, some of the economic values used in the
Fig. 8 A Deutsche Bahn ICE 1 high speed train. The company estimates, based on its internal assumptions, that since 2019, the AM spare parts programme has saved the company €20 billion (Courtesy Adobe Stock/Björn Wylezich)
calculation depend on the outlook of the manager making the judgment call. What is valuable for one manager might be less valuable for another. The important thing is to engage in a process that raises the assumptions and priorities for discussion and evaluation, and eventually decision making.
And of course, key to it all is that the parts must be qualified before they can be used to repair an operating train. This is the single biggest hurdle that needs to be overcome before DB can move from the identification stage to the implementation stage of a digital spares strategy.
DB has started to look ahead to see what the future might look like for on-demand spare parts. With that in mind, the company now requires that, in principle, 10% of the parts in any new piece of equipment purchased by the company should be AM-ready. That does not include standard parts like nuts and screws.
It refers to the kind of parts that inhabit the company’s warehouses for a long time, which means that it includes many metal parts. The idea of pre-designing a train with AM in mind, meaning that spare parts would be digitally available from the design stage, is taking root to some extent.
Brickwede notes that Dutch railways, a much smaller company, has become active in requiring design for AM and a future spare parts supply chain to be taken into account from an early stage.
Brickwede reveals that DB is expanding the use of AM sand moulds as a tool to speed up the provision of metal spare parts. The key advantage is the avoidance of a large part of the qualification cost of the part. Since the actual part is made according to the same process that was used for the original part, the metallurgical issues that need to be qualified before PBF-LB parts can replace the legacy process are avoided.
It is important to note here that several companies specialise in this application: ExOne (recently acquired from Desktop Metal by Anzu, an investment firm) and Voxeljet, which just emerged from bankruptcy and received an investment from Anzu. Several Chinese companies also offer sand printing.
Sustainability as a driver for spare parts adoption
Zooming out from the more focused definition of spare parts as uptime improvement, it is worth touching upon some practical perspectives on the more general case of the role that spare parts planning plays in driving the feasibility of AM versus traditional manufacturing. If spare parts were not needed, a straight-up analysis of the feasibility of an AM part would, in many cases, result in the traditional part being preferred.
Fig. 9 A BR29x railway gear case at the vehicle maintenance depot in Dessau – manufactured using rapid casting in indirect Additive Manufacturing (Courtesy Deutsche Bahn AG)
That would limit the part’s advantage to other benefits of Additive Manufacturing, such as weight reduction, complex geometries not achievable with conventional manufacturing, and the elimination of assembly costs. The sustainability issue, which serves to broaden the comparison between traditional or AM parts to include externalities such as inventory and supply chain costs, is a valuable prism to examine the viability of AM more broadly stated.
Sherri Monroe, director of AMGTA, discerns a positive movement in the willingness of companies to broaden the definition of what should be included in the calculation of the true cost of parts. Industry is becoming more sensitive to the internalisation of broader supply chain and environmental issues in calculating the true cost of parts. This is good news for AM because an increasing number of borderline projects will cross the line into the feasibility column. Even so, it is hard to see this trend as being at a major inflection point. To start with, it still very much depends on who is doing the evaluation and from what perspective the problem is being addressed.
Financial managers will see the world differently from technical managers. Monroe recalls a company that was willing to supply spare parts at almost any cost, because the element most valued by the company in question was their commitment, made as a part of its sales process, to ensuring that spare parts would always be available. This policy led to dysfunctional situations where, say, a minimum order quantity of ten parts resulted in the use of one part and the scrapping of nine parts immediately. Perhaps that was good for the reputation and sales of that company, but it was certainly wasteful when viewed holistically.
Monroe believes that the spare parts issue and the broader sustainability calculation suffer from poor marketing, meaning that not enough is being done to communicate all costs associated with a part. She quotes companies as saying that calculating all costs, such as reduced time and inventories, is often not simple. She also believes that
users are often reluctant to share their methodologies for calculating all costs, lest it provide their competitors with an insight into their operations and decision-making.
Monroe states that in the final analysis, part-for-part analysis that fails to properly account for all the costs will result in outcomes that favour the status quo over cost models that assign additional savings to on-demand production.
What have we learned?
There is growing awareness of the true value of Additive Manufacturing for spare parts production. Even so, better sharing of the methodologies for applying all costs to the part could improve the uptake of AM. Calculations are not always straightforward, but they are worth the effort. Only a fraction of the potential for AM spare parts is being addressed.
Geopolitical trends are fuelling a closer look at the use of on-demand spare parts manufacture. An increase in military spending will also drive demand to ensure that military systems’ uptime is maximised.
Downtime can be a decisive factor in deciding to adopt a digital spare part strategy for replacement parts. Minimising losses from inoperative equipment can dwarf the often high costs of designing, building and qualifying an AM part.
Looking to the future, on-demand spare parts production will become increasingly prevalent if spare parts and supply chain aspects are taken into account at the conceptualisation stage of a new business or a new business model.
Author Joseph Kowen
Joseph is an industry analyst and consultant who has been involved in Additive Manufacturing since 1999. He is an Associate Consultant at Wohlers Associates, part of ASTM International’s AM Center of Excellence. www.linkedin.com/in/ joseph-kowen-a5129b3/
References
[1] ASTM, ‘Wohlers Report 2025 shows 9.1% AM industry growth’, Available at: https://www.astm. org/news/press-releases/ wohlers-report-2025
[2] SMM, ‘Outlook on China’s Sponge Titanium Market: Export Growth & Competitive Landscape’, Available at: https://news.metal. com/newscontent/103410336/ outlook-on-chinas-sponge-titanium-market-export-growth-competitive-landscapesmm-analysis
[3] The Economist, ‘How the defence bonanza will reshape the global economy’, Available at: https://www.economist. com/leaders/2025/06/26/ how-the-defence-bonanza-willreshape-the-global-economy
[4] Reuters, ‘US tariff rate rockets to 22%, highest since 1910, Fitch economist says’, Available at: https://www.reuters.com/ markets/us/us-tariff-rate-rockets22-highest-since-1910-fitch-economist-says-2025-04-02/
[5] The Budget Lab, ‘Trade State of U.S. Tariffs’, Available at: https:// budgetlab.yale.edu/research/ state-us-tariffs-july-7-2025
[6] European Foundry Federation, ‘The European Foundry Industry at a Glance’, Available at: https:// eff-eu.org/statistics/
[7] Kostidi, Evanthia, et al ., ‘Revolutionizing the Marine Spare Parts Supply Chain through Additive Manufacturing: A System Dynamics Simulation Case Study’, Journal of Marine Science and Engineering , Available at: https://www.mdpi. com/2077-1312/12/9/1515
[8] EOS, ‘Rethinking the Railway: Stefanie Brickwede – The MultiMillion Dollar Power of AM, Available at: https://www.eos.info/ content/blog/rethinking-the-railway
18
EUROPE'S LARGEST B2B SPACE EVENT
YOUR PASS INCLUDES:
• ACCESS TO OVER 800 EXHIBITORS
• INSIGHTS FROM MORE THAN 150 EXPERT SPEAKERS
• NETWORKING DRINKS RECEPTION
• B2B MATCHMAKING PLATFORM
• AND SO MUCH MORE
Additive Manufacturing for spacecraft thermal management: Heat pipes, radiators, and the role of Shape Memory Alloys
As space missions push towards 100 kW nuclear fission systems and megawatt-class propulsion, thermal management is becoming a critical bottleneck. Backed by NASA programmes and working with 3D Systems, researchers at Penn State and Arizona State universities are leveraging metal AM to develop titanium radiator panels with integral heat pipes and NiTi components for self-deploying systems. Tests under simulated orbital conditions showed more than 50% performance gains, proving AM’s potential to cut mass and boost efficiency in spacecraft cooling.
Emerging space mission concepts are set to operate at power levels far beyond anything attempted before. Megawatt-class nuclear electric propulsion (NEP) platforms are being developed to reduce Earth-Mars transit times from roughly 270 to 180 days [1], [2] (Fig. 1), while NASA’s Fission Surface Power (FSP) programme seeks to deploy compact 10-100 kW nuclear reactors on the Moon to support permanent surface operations [3] (Fig. 2). Other high-intensity technologies on the horizon include orbital beamed-energy and laser systems delivering multi-kW outputs [4], as well as large constellations of high-throughput communications satellites now being commercialised by SpaceX, Telesat, OneWeb, and Amazon, among others.
All of these concepts share a critical challenge: how to dissipate the large quantities of waste heat they produce. In space, with no air or fluid to carry heat away, radiation is the only available option. Yet, thermal radiation is
relatively weak at the typical operating temperatures of most spacecraft (50-80°C). For example, the International Space Station rejects about 70 kW of heat through 840 m² of panels weighing nearly 1,000 kg. By comparison, a
car radiator on Earth can dissipate a similar amount of heat using convection to airflow, requiring only about 1% of the mass and footprint.
Given the current cost of putting mass into orbit (approximately
Concept rendering of a proposed nuclear electric propulsion (NEP) spacecraft for Mars transit, designed to shorten Earth-Mars travel times. A 2,500 m 2 array of Modular Assembled Radiators for NEP Vehicles (MARVL) is shown to reject ~4 MW of heat (Courtesy NASA)
Fig. 1
Fig. 2 Concept rendering of NASA’s Fission Surface Power (FSP) system, which incorporates multiple 10-100 kW nuclear reactors to provide continuous power for lunar surface bases. Each unit is equipped with large vertical radiator panels to reject waste heat to space (Courtesy NASA)
“When heated at one end, the liquid evaporates from the wick, providing a local cooling effect, and flows down the heat pipe as vapour. This vapour recondenses into the wick at the cold end, delivering the heat of phase change. As with a candle or scent diffuser, the wick returns liquid to the locally dried evaporator zone through capillary action...”
$5,000-20,000 per kg), there is strong pressure to reduce the weight of spacecraft cooling systems.
Emerging solutions such as metal Additive Manufacturing and shape memory alloys (SMAs) are opening the door to lighter, more efficient thermal management designs that could be critical for future missions.
This article explores how Additive Manufacturing can be applied to spacecraft thermal management, focusing on heat pipes, radiator panels, and self-deploying shape memory alloy components. It also considers approaches to testing these technologies under simulated space conditions.
Heat pipes and AM opportunities for spacecraft thermal management
What are heat pipes?
Heat pipes are passive, lightweight heat transfer devices used to cool nearly all modern computers and numerous spacecraft platforms. The most common type operates on the principle of capillary, or ‘wicking’, action (Fig. 3). In this design, a heat pipe is a hollow, closed metal tube internally lined with either a porous metal wick (e.g. sintered powder or mesh) or shallow grooves. A precise charge of working fluid is added, saturating the wick or grooves.
When heated at one end, the liquid evaporates from the wick,
Configuration and function of a passive wicking heat pipe (Courtesy Penn State)
Fig. 3
(a) CAD rendering of a prototype titanium radiator panel (75 x 125 mm) with integral branching heat pipes. The porous wick layer is highlighted in green, with a cross-section view of the evaporator region shown. (b) Photograph of the fabricated AM titanium panel. (c) CT scan slices of the shaded region in (a), revealing the internal wick layer within the branching heat pipes (Courtesy Penn State)
providing a local cooling effect, and flows down the heat pipe as vapour. This vapour recondenses into the wick at the cold end, delivering the heat of phase change. As with a candle or scent diffuser, the wick returns liquid to the locally dried evaporator zone through capillary action for continuous operation.
Other fluids are used in speciality applications, such as ammonia and refrigerants in spacecraft exposed to subzero conditions, or alkali metals in nuclear reactor heat pipes operating at ~500-1,000°C. Under the right conditions, heat pipes can enable significant mass savings for space missions as they can achieve extremely high effective thermal conductivities and operate passively, maintenance-free, for decades.
Additive approaches for integrated heat pipes
While heat pipes have been in use for over half a century, conventional manufacturing processes restrict both their performance and design freedom.
For instance, sintered-powder wicks are typically made by heating powder packed between a temporary central mandrel rod and the inside tube wall; this can only be performed for straight tubes. When incorporated into larger thermal assemblies, these pre-manufactured
heat pipes must be inserted into prepared housings, introducing additional thermal interface resistances and creating challenges with thermal-expansion mismatches. With AM, heat pipes can be directly embedded into functional devices, eliminating material interfaces and assembly challenges. This capability enables novel geometries, such as branching heat pipes that can passively transfer heat over large surfaces and volumes, similar to vascular structures found in nature.
With support from a NASA Early Stage Innovation grant, we have developed and tested prototype radiator panels based on this concept.
Compared with conventional radiator panels incorporating inserted rows of straight heat pipes, such branching networks share flow paths, theoretically offering panel-sized mass reductions of ~50%.
To demonstrate the concept, prototype titanium radiator panels with integral branching heat pipes and internal porous wick structures were made using AM. The main panel sections measured 75 x 125 mm with fin-web thicknesses of 500 µm (Fig. 4). The panels were tested in a cryogenically cooled thermal-vacuum chamber under horizontal (approximately gravity-neutral) conditions to simulate space.
“With AM, heat pipes can be directly embedded into functional devices, eliminating material interfaces and assembly challenges. This capability enables novel geometries, such as branching heat pipes that can passively transfer heat over large surfaces and volumes, similar to vascular structures found in nature.”
Fig. 4
Adapting the approach used for the initial notecard-sized prototypes, scaled-up titanium radiator panels (280 x 220 mm; Fig. 5) were produced. In the larger designs, AM capabilities were leveraged, including lattice
structures to improve the stiffness of the thin fin sections and wick-coated pin structures in the evaporator. These pins provide build support during manufacturing while also increasing the effective heat transfer area.
AM also enables precise control of the geometry and pore-scale features of heat pipe wicks, potentially enabling higher-capacity structures than is feasible with conventional Powder Metallurgy or screen insertion. However, AM production of porous structures also represents a subtle and challenging art.
AM of metal wicks with interconnected porosity
The flow performance of porous wicking structures is typically defined by two parameters: permeability (K, in µm 2) and pore radius (R pore, in µm). The capillary pressure that passively drives flow in wicks scales as ΔP ∝ 1/ R pore, but permeability tends to reduce for fine pores as K ∝ R 2pore. Effective wick designs strike a balance between these competing factors, allowing sufficient flow, the ability to lift fluid against gravity, and good thermal conduction through the thin wick layer.
Previous studies have explored the use of AM processes, such as Laser Beam Powder Bed Fusion (PBF-LB), to produce controlled porous wicking structures. While PBF-LB parameters are usually developed to achieve
Fig. 6 Strategies for forming interconnected porosity in heat-pipe wicks using Laser Beam Powder Bed Fusion (PBF-LB): structured (top), sintered (middle), and rastered (bottom). Adapted from Noe et al. [5]
Fig. 5 Scaled-up heat-pipe radiator prototype (280 x 220 mm), showing the evaporator region populated with wick-coated fins that act as support structures during production and increase heat transfer surface area (Courtesy Penn State)
near 100% density, they can be selectively modified in designated regions to form the interconnected porosity required for heat pipe wicks. In one such study, Cameron Noe et al . [5] identified three main strategies (Fig. 6): structured, sintered, and rastered.
The structured wick strategy involves explicitly designing the porosity in Computer Aided Design (CAD) tools. While this approach offers complete design flexibility, it can be challenging to resolve features at relevant sub-millimetre pore scales with standard PBF-LB platforms.
Additionally, pore network geometries must be engineered to facilitate the removal of excess powder post-build. The sintered and rastered strategies rely on modi -
fying the laser process to achieve porosity, instead of representing it in CAD.
Sintered wicks
Sintered wicks are produced by lowering the incident laser energy density below the threshold for full densification, leaving partially fused powder zones with fine, interconnected pores that support capillary action.
Rastered wicks
Rastered wicks are formed by widening the hatch spacing – the distance between successive laser passes – so that pores remain between tracks, similar to a mesh.
Noe et al. carried out an extensive study of high-performance AM wick structures, producing 123 porous
specimens by parametrically varying design and processing parameters across the three strategies. Performance was assessed using rate-of-rise experiments, where test cylinders were dipped into fluids such as water or ethanol. The capillarydriven rise of liquid was tracked using visual and infrared imaging alongside continuous weight measurements. From these data, effective permeability and pore radii were derived by fitting the results to theoretical models.
To better understand the basis for observed capillary properties, three representative samples (one for each strategy) were imaged with X-ray microtomography (Fig. 7).
The reconstructed geometries were then applied in computational fluid dynamics (CFD) simulations
Fig. 7
2D virtual slices of selected wicks obtained from X-ray microtomography, representing the three wicking strategies. Reproduced from Noe et al. [5]
Fig. 8 (a-c) Normalised pressure contours from CFD simulations of capillary flow in the three CT-scanned wick structures: (a) rastered, (b) sintered, and (c) structured. Results are shown for flow along the build direction (z) and transverse direction (x). (d) Summary of predicted capillary flow capacity (K/R pore) for the three wicks, compared with theoretical values for sintered spheres and reference data from the literature [5]
to directly predict permeability in different flow directions (Fig. 8). Structured wicks showed excellent capillary flow capacity (K/R pore) in the build direction (z, see Fig. 8d).
However, the structured wicks – featuring vertical, lattice-like pore channels aligned with the build direction – performed poorly in the transverse (x-y) directions, suggesting these geometries would need refinement before being used in branching heat-pipe designs.
Sintered wicks were produced with fine pores (R pore~ 60-90 µm), resulting in high capillary pressures.
The resulting randomised structures often contained ‘pinch points’ for flow, visible as sharp pressure jumps in the simulation contours (Fig. 8c). The rastered wicks were found to balance the tradeoffs of the two other strategies, and yield comparable capillary properties (K, R pore) in both the build and transverse directions. This near-isotropic behaviour makes them well suited for capillary flow networks that branch across multiple directions, such as those demonstrated in the AM heat-pipe radiators of Fig. 5.
“In the investigation of Edward Hieb et al., conductive solid fins were embedded into the evaporator and condenser zones of a demonstration AlSi10Mg heat pipe (Fig. 9). These features reduced overall thermal resistance by up to 70%.”
AM also enables novel geometries for heat transfer enhancement in wicking heat pipes. As an example, the rastering process tends to produce relatively highly porous wicks, which facilitate high flow rates but have poor heat transfer through the wick layers. In the investigation of Edward Hieb et al . [6], conductive solid fins were embedded into the evaporator and condenser zones of a demonstration AlSi10Mg heat pipe (Fig. 9). These features reduced overall thermal resistance by up to 70%. These approaches illustrate some of the promising opportunities for engineering and optimisation of functional porous AM structures.
AM of shape memory alloys for spacecraft and beyond
Shape memory alloys are a class of materials that undergo internal lattice reorientation when heated through a controlled temperature range. The most famous SMA is NiTi (nitinol), a near equiatomic alloy of nickel and titanium. When in its lower-temperature martensitic phase, a NiTi specimen can be deformed to a large degree without breaking. When
Fig. 9 CT scans and CAD renderings of additively manufactured AlSi10Mg heat pipe specimens with different wick geometries. (a) Baseline plain porous wick. (b) Wick with solid fins to increase the wall-to-wick interface perimeter. (c) Wick with protruding fingers to enlarge the wick-to-vapour interface. (d) Measured temperature drop along the heated evaporator zone, showing up to 70% lower thermal resistance in the modified designs (b, c) [6]
heated to its austenitic phase, the NiTi part recovers toward its original shape, often reversing strains of 5-10%.
In its austenitic phase, NiTi can be repeatedly strained >5% without plastic deformation, a property sometimes termed ‘superelasticity’. This shape recovery property has been demonstrated for the deployment of solar panel arrays and antennas from stowed positions for spacecraft. Here, a small resistance heater can drive actuation, avoiding a larger motor or spring-loaded assembly. NiTi has also been widely adopted for biomedical applications. For example, compressed NiTi stents can be inserted into blood vessels, self-expand to full deployed size as they warm to body temperature, and elastically recover from large deformations in their high temperature phase.
The SMA property of NiTi offers great promise for thermal management of high-power spacecraft. Deployable thermal radiator panels, which expand from stowed configurations to increase heat rejection area, are typically estimated to incur three times the mass of fixed bodymounted panels. Additionally, the
“The SMA property of NiTi offers great promise for thermal management of high-power spacecraft. Deployable thermal radiator panels, which expand from stowed configurations to increase heat rejection area, are typically estimated to incur three times the mass of fixed body-mounted panels.”
hinge mechanisms of deployable radiator panels add large thermal resistances and bottlenecking performance.
SMA radiator panels could theoretically self-deploy from folded (stowed) configurations without hinges, driven passively by the spacecraft’s heat they are rejecting. With AM construction, such SMA radiators could incorporate highperformance heat pipes for effective heat spreading.
AM of NiTi and SMAs has been a growing area of research for
the past decade. Conventionally produced NiTi is only available in specific stock forms (e.g. plate/ sheet, wire, tube). The shape recovery, superelasticity, and fatigue resistance properties are optimised through precise mechanical working/drawing and thermal control. For AM, such bulk material is atomised into powder and remelted, impacting some of the original microstructure and forming inactive precipitates.
As part of the NASA Small Spacecraft Technology programme (SST),
Fig. 10 Rendering of a self-deploying AM shape memory alloy radiator concept for small spacecraft. Radial heat pipes and thin heat-spreading fins can be compactly folded around a central evaporator hub for launch. Upon orbit insertion, spacecraft heat would warm the panel, driving deployment to the large disk form for effective heat rejection (Courtesy of the authors/Penn State, supported by NASA SST programme)
Fig. 11 a) Photographs and thermal imaging (lower right corners) of a three-branch shape-memory alloy heat pipe assembly. Upon heating in the lower evaporator, the corrugated heat pipe arms recover from their deformed configuration to the original radial shape. b) A detailed cutaway image shows the rastered wick structure inside the corrugated heat pipe (Courtesy of the authors/Penn State, supported by NASA SST programme)
“Such SMA devices could be used as passive actuators for device deployment or mechanically compliant cooling interfaces for gimballed devices. Beyond heat transfer applications, AM of SMA materials enables highly compliant and passively deploying functional devices for applications including biomedical devices and even RF components.”
we are developing prototype AM NiTi SMA heat pipes and thermal radiators for CubeSat-sized spacecraft. A rendering of a conceptual design is presented in Fig. 10. Here, radial heat pipes with joined fin sheets would extend outward from a central evaporator hub. In preparation for launch, the assembly could be wound into a tight stowed configuration that would fit in a 1U form-factor: a 10 cm cube that represents a basic unit of compact CubeSats. Upon heating, this pattern would expand to a ~40 cm diameter disk for up to 100 W of heat rejection.
Fig. 12 a) CT-scan cross-section, and b) assembly of Shape Memory Alloy parallel channel oscillating heat pipe (OHP, 26 x 89 x 2 mm, N=20 1 mm diameter channels). c) Thermal image of OHP operating with a heated evaporator zone at the bottom, an adiabatic middle section, and a cooled condenser zone at the top. Transient temperature variations between neighbouring channels in the evaporator and condenser illustrate oscillatory flow. d) Side view of deformed OHP (top) and near complete shape recovery upon heating (bottom) (Courtesy of the authors/Penn State, supported by NASA SST programme)
To enable this concept, our team has leveraged PBF-LB capabilities to produce heat pipes with bellows construction (Fig. 11). The convolutions act as hinge points for bending, enabling greater deformation and shape recovery than plain smooth tubes or heat pipes.
Similarly, we have demonstrated AM SMA oscillating heat pipe (OHP) ‘thermal straps’ (Fig. 12). OHPs are passive heat transfer devices comprised of many parallel flow channels, partially filled with working fluid. Boiling vapour bubbles growing in the heated evaporator end of channels (Fig. 12c) displace fluid, returning liquid to the evaporator sections of neighbouring channels. An intrinsic oscillatory flow forms, resulting in effective heat transfer. Such SMA devices could be used as passive actuators for device deployment (Fig. 12d) or mechanically compliant cooling interfaces for gimballed devices. Beyond heat transfer applications, AM of SMA materials enables highly compliant and passively deploying functional devices for applications including biomedical devices and even RF components (Fig. 13).
16 x 38 mm (Courtesy of the authors/Penn State, supported by NASA
programme)
Fig. 13 Compliant AM shape-memory alloy NiTi microwave waveguide prototype. Rectangular cavity section dimensions: 8 x
SST
Thermal camera
LN2-cooled enclosure (front panel off)
Radiator specimen Environment thermocouples
Copper heater (foil-wrapped during testing)
Testing and design validation for the space environment
Space represents one of the most challenging environments for systems engineering. Spacecraft components must operate maintenance-free for years or decades, subject to vacuum, extreme thermal cycling, and high-energy radiation. In lower orbits, spacecraft experience
drag and reactive atomic oxygen. While space systems must be mass optimised to limit flight costs, they must also survive extreme loads and vibrations during launch. Validation of hardware concepts for space operation requires specialised testing facilities.
Penn State’s test facilities
At Penn State, we have developed a space environmental testing suite
“Space represents one of the most challenging environments for systems engineering. Spacecraft components must operate maintenance-free for years or decades, subject to vacuum, extreme thermal cycling, and highenergy radiation.”
of thermal-vacuum chambers and associated instrumentation within the Space Propulsion and Environments Lab (SPEL). The equipment comprises an extensive one-of-a-kind suite, capable of space environmental testing for space qualification of subsystems and small satellites, material characterisation, and research on in-space propulsion systems. Current and planned testing capabilities include outgassing assessment, thermal-vacuum, vibration, Atomic Oxygen (AO) degradation, spacecraft charging, plasma interactions, simulated orbital debris impacts (e.g. a high-energy laser is used to simulate micrometeoroid and orbital debris (MMOD) impacts by creating craters and ejecta like traditional grain cannons), solar ultraviolet, and magnetic field interactions. Having all these capabilities in one facility provides a readily accessible hub for space environmental testing of subsystems, payloads, and small satellites.
To characterise the performance of these AM heat-pipe radiators in relevant environments, a specialised thermal-vacuum test facility was prepared at Penn State SPEL (Fig. 14). A liquid-nitrogen-cooled aluminium sub-enclosure was installed inside a larger vacuum chamber. A speciality vacuum-rated absorptive coating on the inside of the chamber (Aeroglaze Z306, ~95% IR absorption) simulates the cold space environment. During testing, the facility reaches vacuum levels of 10 −5 Torr (~10 −8 atm) and wall temperatures near −160°C. Such controlled test conditions are critical because even a slight increase in chamber pressure to 10 −4 torr (~10 −7 atm) could increase radiator heat transfer rates by ~15% due to convection.
Usage of these test facilities requires careful preparation and component design. For example, speciality low-outgassing and vacuum-rated materials and components had to be adopted, ranging from the thermal paste used for cartridge heaters to the thermal imaging camera. The liquid nitrogen supply is transferred through a
Fig. 14 Labelled diagram of cryogenically cooled high vacuum test facility with installed prototype AM radiator (Courtesy Penn State)
Fig. 15 a) Thermal images of initial and refined prototype 75 x 125 mm branching heat pipe radiator panels operating in cryo-vacuum environment with high temperature heat input (T H > 500 K) at the lower evaporator. Capillary flow chokepoints caused local dry-out in the V1 design (hot spots near base). The refined V2 design addressed this limitation, increasing heat transfer by ~50%. Cryo-vacuum testing thermal images of: b) Scaled-up titanium radiator panel (200 x 260 mm), c) A three-branch self-deploying shape memory alloy heat pipe unit with bonding conductive fins (Courtesy of Penn State)
custom, explosively welded, stainless-steel to aluminium tube union. This component maintains a gas-tight seal between external stainless-steel connections and the aluminium subenclosure. Conventional transitions installed at room temperature could leak at cryogenic temperatures due to the different thermal expansion rates of the materials, impacting vacuum levels. Regular foam- or fibre-based thermal insulation traps gases and can adsorb moisture and oils, which can limit feasible vacuum levels. Instead, reflective metal foil wraps or speciality multi-layer insulation (MLI) blankets are used to isolate components during thermal testing.
This cryogenic vacuum test facility was employed to characterise the titanium and NiTi heat pipe radiator panel prototypes described above. These thermal tests can reveal operational limits and guide design refinement for the heat pipe radiators. For example, the thermal imaging temperature distribution for an initial design of the 75 x125 mm branching radiator panel is shown in Fig. 15a with heat input at 510 K (237°C). The hot spots on the outer sections of the evaporator (bottom of image) indicate dryout.
The internal wick layer was not able to continuously resupply liquid
“...it was demonstrated that porous wicking structures can be formed concurrently with solid zones for integral and customised branching heat pipes. This enables thermal management solutions that could not be produced conventionally and avoids resistances and failure points at material interfaces.”
from the condenser zones, limiting total heat radiation rate to 30 W. A revised design increased the wick layer cross-section at suspected capillary flow ‘choke points’, resulting in nearly complete wick activation and a 50% increase in heat transfer capacity (to 44.9 ± 2.0 W). Similar cryo-vacuum tests were conducted for the scaled-up titanium 200 x 280 mm branching heat pipe radiator (Fig. 15 b, see photograph in Fig. 5) and NiTi SMA self-deploying heat pipes with bonded conductive copper sheet fins (Fig. 15c). These ‘relevantenvironment’ prototype analysis studies represent a key step in design validation and refinement for maturing technology towards spaceflight readiness.
Conclusions and outlook
Additive Manufacturing enables single-step production and embedding of functional devices that can meet the extreme mass and technical requirements of spacecraft systems. Here, it was demonstrated that porous wicking structures can be formed concurrently with solid zones for integral and customised branching heat pipes. This enables thermal management solutions that could not be produced conventionally and avoids resistances and failure points at material interfaces. Similarly, AM enables production of compliant self-actuated components in shape-memory alloys, which are notoriously challenging to machine AM for
conventionally. Self-deploying radiator panels can be produced with this approach to meet the unique thermal control needs of high-power-intensity small spacecraft.
Impactful technical performance milestones are being achieved in relevant-environment laboratory studies, but open challenges remain. At the sub-millimetre scale, Laser Beam Powder Bed Fusion can reproduce porous structures similar to those in heat pipe wicks and other Powder Metallurgy devices. However, higher performance designs require finer feature resolution than possible with standard equipment, which is limited by ~100 µm laser track widths and use of 15-50 µm powder feedstock. Higher resolution PBF-LB platforms are being commercialised but incur high costs and have limited build volumes. In a similar sense, AM processing of SMAs offers limited control of the underlying material grain structure.
Conventionally formed SMA devices are mechanically processed and heat-treated to optimise microstructure for shape recovery, fatigue resistance, and hysteresis properties. Ongoing research efforts seek to approach such SMA performance levels with AM [7], [8]. At the macroscale, the ~1 m build-dimension limit of current PBF-LB systems may be a bottleneck for large-scale assemblies, applications such as radiator arrays for nuclear electric propulsion radiator assemblies, projected at >2,000 m 2. The scalability of AM processes, such as PBF-LB, is uncertain. Addressing such questions will help define the prospects of Additive Manufacturing in spacecraft thermal technologies.
Acknowledgements
The authors wish to acknowledge generous support from the NASA Space Technology Mission Directorate through the Early-Stage Innovations (Grant 80NSSC22K0260) and Small Spacecraft Technology (Grant 80NSSC23M0234) programmes. This work was also supported, in part, by the Center for Innovative Material Process through Direct Digital Deposition (CIMP-3D) at Penn State University.
Authors
Tatiana El Dannaoui¹, Tome Guenka¹, Dhruv Bhate², Sven Bilén¹, Ryan Overdorff³, Michael Shepard³, and Alexander Rattner¹*
¹ The Pennsylvania State University, University Park, PA 16802, USA
² Arizona State University, Tempe, AZ 85281, USA
³ 3D Systems, USA
*Corresponding Author: Alex. Rattner@psu.edu
References
[1] Mason, Lee, et al ., ‘Nuclear power concepts and development strategies for high-power electric propulsion missions to Mars’, Nuclear Technology , vol. 208, sup1, pp. S52-S66, 2022. doi: 10.1080/00295450.2022.2045180
[2] Peakman, Aiden and Lindley, Ben. ‘A review of nuclear electric fission space reactor technologies for achieving high-power output and operating with HALEU fuel’, Progress
in Nuclear Energy , vol. 163, 2023. doi: 10.1016/j.pnucene.2023.104815
[3] Choi, Su-Jin and Choi, Morgan, ‘Time-optimal Earth-Mars transfer using nuclear electric propulsion’, Nuclear Engineering and Technology , vol. 57, no. 10, 2025. doi: 10.1016/j.net.2025.103685
[4] Rodenbeck, Christopher, et al ., ‘Terrestrial microwave power beaming’, IEEE Journal of Microwaves , vol. 2, no. 1, pp. 28-43, 2022. doi: 10.1109/ JMW.2021.3130765
[5] Noe, Cameron, et al ., ‘Structured, sintered, and rastered strategies for fluid wicking in additively manufactured heat pipes’, Additive Manufacturing , vol. 99, 2025. doi: 10.1016/j.addma.2025.104669
[6] Hieb, Edward, et al ., ‘Experimental characterisation of additively manufactured heat pipes with enhanced evaporator and condenser sections’, Proceedings of the Thermal and Fluids Engineering Conference , Washington, DC, USA, 2025. [Conference paper]
[7] Hamilton, Reginald F, et al ., ‘Multi-scale shape memory effect recovery in NiTi alloys additive manufactured by selective laser melting and laser directed energy deposition’, Journal of Materials Processing Technology , vol. 250, pp. 55-64, 2017. doi: 10.1016/j. jmatprotec.2017.06.027
[8] Benafan, Othmane, et al ., ‘Additive manufacturing of hightemperature shape memory alloys’, Additive Manufacturing of Shape Memory Materials , 2025, pp. 119-158. doi: 10.1016/ B978-0-443-29594-2.00009-2
METAL AM
TO OUR NEWSLETTER SUBSCRIBE
The Metal Additive Manufacturing newsletter is sent to key metal AM industry professionals worldwide, twice a week. Register today to ensure you benefit from reading the latest industry news and advances in metal AM.
Newsletter subscribers also benefit from a free digital subscription to Metal AM magazine. As soon as each new issue is available we’ll send you an email containing a direct link to your free digital copy.
Additive Manufacturing at Plansee Seminar 2025: The rise of refractory metals and hard materials
At the 21 st Plansee Seminar, it became clear that Additive Manufacturing has firmly established itself within the refractory metals and hard materials community. Presentations covered the full process spectrum – from powder handling and melt pool modelling to in-situ control and post-processing – with results directly relevant to industrial adoption. As Bernard North reports, work on molybdenum, tungsten, rhenium and niobium highlighted practical paths toward dense, reliable components for energy, aerospace and nuclear fusion technologies, marking a decisive step from laboratory feasibility to engineered applications.
The Plansee Seminars have been a fixture in the refractory metals and hard materials industry since 1952, when Paul Schwarzkopf of the Plansee company established them to promote knowledge exchange among professionals – in his words, “to sinter the participants to a dense powder metals community” [1]. The event is held in Reutte, Austria, home of the Plansee Group.
Initially held every three years and later every four, the seminars have grown into a major event series for the international community. The author has attended at least six, including the last three. The 20 th Plansee Seminar, initially scheduled for 2021, was postponed to 2022 due to the COVID-19 pandemic. The 21 st Seminar, however, retained its planned June 2025 slot to align with other technical conferences.
Held from 1-6 June 2025, this year’s seminar brought together over 530 participants from across industry and academia to exchange insights and present the latest advances in refractory metals, hard materials, and related processing technologies.
Fig. 1 Over 530 participants attended the 21 st Plansee Seminar, 1-6 June 2025, Reutte, Austria (Courtesy Plansee Seminar)
Overviews of the 20 th and 21 st Seminars are available in PM Review [2] and Metal Powder Technology [3], respectively.
Metal AM at the Plansee Seminars
Comparisons across the past three Plansee Seminars show a marked rise in Additive Manufacturing contributions. The author’s earlier reviews covered Metal Injection Moulding (MIM), sinter-based AM [4] and Directed Energy Deposition (DED)/ Powder Bed Fusion (PBF) [5] at the 20 th Seminar, while analysis of the 21 st Seminar contributions confirms this upward trend. As shown in Fig. 3, AM presentations and posters expanded from modest levels at the 19 th Seminar to comprise around 12% of the 2025 programme. Within this growth, contributions on PBF and DED processes more than doubled between 2022 and 2025.
Growth of AM contributions at Plansee Seminars
Fig. 3 Number
Fig. 2 While the conference attracted a broad international audience, a distinct local atmosphere was created (Courtesy Plansee Seminar)
Lead author Organisation(s)
Rainer
Material Process
Salansky Molybdenum
Strauss
Stajkovic Tungsten
Braun
Distl
University of Innsbruck and Plansee SE
Molybdenum and tungsten PBF-LB
Molybdenum carbon alloys
Kaserer Tungsten alloys
Candela
University of Padova, INFN Padova, and EOS Finland Tungsten and tungsten alloys
Leclercq École de technologie supérieure (ÉTS), Montreal Molybdenum and molydenum-rhenium
Ponce MOLYMET Rhenium PBF-LB
Wrona
Czech Lukasiewicz Research Network - Institute of Non-Ferrous Metals, AGH Univ. Krakow, Polish Academy of Sciences, Krakow and Progresja New Materials, Katowice
Tungsten-rhenium and molybdenum-rhenium
Gaitzsch Fraunhofer IFAM and TU Dresden MoSiB high-temperature superalloy PBF-EB
Perepezko University of Wisconsin-Madison and Computherm LLC MoSiBTi high-temperature superalloy PBF-LB/DED
Weinmann TANIOBIS GmbH and Alloyed Ltd. Niobium-based hightemperature superalloys PBF-LB Suyalatu NTT DATA XAM Technologies Corporation
Marttila VTT Technical Research Centre of Finland, Tikomet Oy and Tampere University Cemented carbide DED
Wang Beijing University of Technology
DuMez Elmet Technologies Tungsten heavy alloy PBF-LB
Table 1 21 st Plansee Seminar contributions organised by material and relevant AM processes
The recent PIM International article [6] summarised MIM and sinter-based AM presented at the 21 st Seminar. This Metal AM article complements that report by focusing on the PBF and DED contributions.
Table 1 shows the presentations organised by material and lists the relevant AM process. The scope
of presentations was broad, with several on molybdenum, tungsten, rhenium and alloys, and high-temperature superalloys. Cemented carbides were limited to DED, and heavy tungsten alloys to a single PBF-LB; most of the AM presentations on these materials covered sinter-based processes and are summarised in [6].
Molybdenum and tungsten: process improvement and modelling
A joint team from Plansee SE and the University of Innsbruck presented seven oral or poster contributions on the PBF-LB processing of the refractory metals molybdenum and tungsten.
4 Optical micrographs of polished PBF-LB Mo samples, perpendicular to the build direction, manufactured at a substrate plate temperature of 1,200°C with oxygen contents of (a) 716 µ g/g and (b) 44 µ g/g. Increased defect formation is evident at the higher oxygen level [7]
Fig. 5 Oxygen content of molybdenum (Mo), molybdenum-carbon (Mo-C), and tungsten (W) powders during one year of storage in (a) an air conditioned laboratory, (b) an inert-gas flooded powder cabinet, and (c) an inert-gas flooded glove box [7]
Powder storage and oxygen control in refractory metal PBF-LB
A poster [7] by Tobias Rainer and colleagues emphasised the need to minimise oxygen (O) levels in PBF-LB of refractory metals. Oxygen impurities migrate to grain boundaries, affect wetting and convection behaviour, and ultimately promote weakening and cracking (Fig. 4). The team investigated oxygen, nitrogen, hydrogen, and moisture pickup in samples, stored in high-density polyethylene containers for twelve months at ~20 °C, of powders (~25 µm mean particle size) of molybdenum, tungsten, and a pre-alloyed molybdenum-0.45 wt.% carbon (Mo-0.45C) composition, which were exposed to different environments: an air-conditioned laboratory (38% relative humidity) and two inert argon atmospheres (<3% relative humidity).
In the laboratory environment, all three powders absorbed oxygen and moisture (Fig. 5), with pure molybdenum being especially sensitive. Both inert-gas storage conditions prevented such pickup. Powder morphology, flow, and packing behaviour were unchanged by storage conditions, but the oxygen absorption remains a significant concern. Thus, the work stressed the importance of strictly controlled storage.
Comparative
modelling of melt pool dynamics in molybdenum PBF-LB
A poster by Jan Salansky and co-authors [8] highlighted the value of modelling the PBF-LB process, given the large number of input variables and the need to shorten parameter development times. The study compared experimental data on pure Mo – 48 parameter sets varying laser power and scanning speed – with predictions of melt pool aspect ratio (melt pool depth/ laser spot diameter) from three modelling approaches: a semiempirical method, Finite Element Modelling (FEM) using Thermo-Calc, and Computational Fluid Dynamics (CFD).
Fig.
As shown in Fig. 6, all three approaches correlated well with experimental behaviour. CFD provided the best overall agreement, followed by FEM, although FEM achieved the highest accuracy within a specific enthalpy range. The more sophisticated techniques, however, required substantially greater computing resources and longer calculation times.
Beam defocusing and power adjustment in PBF-LB of molybdenum
A poster [9] by Robert Strauss and co-authors compared experimental data on pure molybdenum with CFD simulations, focusing on the use of beam defocusing. In this approach, the laser spot area was increased and the power adjusted to compensate for reduced power density. Molybdenum presents particular challenges for PBF-LB, combining a high melting point (2,620°C) with high thermal conductivity (142 W/ mK at room temperature). As shown in Fig. 7, the comparison of modelled and experimental weld track widths and surface roughness indicated a fair level of agreement. The study acknowledged limitations arising from model approximations and the complexity of laser-material interactions, but demonstrated the promise of combining beam defocusing with power adjustment for PBF-LB of molybdenum.
Pyrometric feedback control for stabilising tungsten PBF-LB
Janko Stajkovic and co-authors [10] presented a promising paper on improving process stability and part quality in PBF-LB of pure tungsten. They first reviewed common defects – in particular, lack-of-fusion pores, keyhole pores, and melt ejecta – and noted that these issues are exacerbated in complex, thinwalled geometries compared with simple samples. Their experimental work tested the hypothesis that high-frequency (100 kHz) pyrometric signals correlate with melt pool depth, and that modulating laser power within a few microseconds could stabilise the process.
Experiments
Fig. 6 Comparison between simulated and experimental vapour capillary aspect ratios for molybdenum across three modelling approaches: DE (semiempirical), FEM (Thermo-Calc), and CFD (FLOW-3D). The DE method achieved a linear fit of 74% within the 2-55 enthalpy range and 88% overall, indicating solid performance under deep penetration conditions. FEM achieved the highest accuracy within the 2-55 range, with a 96% fit, and 82% overall. Experimental values are shown as the reference baseline [8]
Fig. 7 Simulated and experimental values for (a) weld track widths (w melt and w melt,exp) and (b) mean surface roughnesses (Ra
Fig. 8 Comparison of a representative layer with and without feedback control.
(a) Uncontrolled case: large fluctuations in the pyrometric signal and strong variations in signal intensity indicate process instability. (b) Controlled case: stabilised pyrometric signal and a homogeneous intensity map confirm stable process conditions [10]
The designed experiment used twenty-six parameter combinations with a 300 µm laser spot to build fifty-two cubes, both with and without feedback control. As shown in Fig. 8, the results strongly supported the hypothesis: feedback stabilised pyrometric signals, improved microstructural quality, and raised part density from ~90% to ~94% of theoretical; observed through the pyrometric feedback technique.
Molybdenum and tungsten AM – alloying approaches
Carbon alloying and heat treatment strategies for molybdenum
Two presentations, lead-authored by Jakob Braun [11] and Benedict Distl [12], reported developments building on work first presented at the 20 th Plansee Seminar in 2022, summarised in [5]. That earlier research showed how oxygen impurities, highly
detrimental in PBF-LB of Mo alloys, could be countered with significant carbon additions.
Braun reviewed results where unalloyed (‘straight’) Mo powders processed by PBF-LB achieved 99.6% theoretical density using an 800°C build plate, but the parts cracked and displayed oxygen segregation to grain boundaries. This caused embrittlement and poor mechanical properties, even above the ductilebrittle transition temperature (DBTT). By contrast, adding 0.45 wt.% C under the same conditions produced 99.8% dense, finer-grained material with reduced oxygen content, as impurities were outgassed as CO or CO 2 during processing.
Crucially, residual oxygen was dissolved in the carbide phase of the Mo-Mo 2C eutectic structure, preventing embrittlement. However, no ductility was observed below the DBTT (room temperature to ~300°C). The microstructure consisted of metallic Mo ‘cells’ within a thinwalled Mo 2C matrix (Fig. 9), with fine, somewhat elongated grains and isotropic strength properties.
Distl described the scaleup process and heat treatment optimisation, identifying 1,100°C as a suitable annealing temperature. The alloy, designated MoC0.4, was compared with TZM and wrought molybdenum (Mo) in terms of roomand elevated-temperature strength, ductility, thermal expansion coefficient, and thermal conductivity. The results indicated that MoC0.4 exhibits
Fig. 9 STEM images of the cellular subgrain microstructure of Mo-0.45 wt.%C. (a, b) α-Mo cells surrounded by Mo 2C carbide in the inter-dendritic regions. (c) Three Mo cells with inter-dendritic Mo
[11]
equivalent or superior properties in most respects, making it a viable alternative for many applications.
Alloying approaches to mitigate cracking in tungsten PBF-LB Lukas Kaserer and co-authors [13] addressed the challenges of PBF-LB of pure tungsten, which arise from steep thermal gradients during heating and cooling. These conditions produce coarse, columnar grains under high residual stress, while oxygen segregates to grain boundaries, weakening them and promoting cracking. Oxygen also impairs wetting and causes molten metal “balling”, leading to porosity.
To counter these effects, alloying additions were introduced to encourage grain refinement and reduce oxygen segregation. Four compositions were tested under standardised PBF-LB conditions with an 800°C base plate: 1 wt.% La 2O 3, 0.2% C (pre-alloyed), 0.2% B, and 0.75% LaB 6. Chemical analysis and optical metallography (parallel and perpendicular to the beam direction) were used to assess grain morphology, porosity, and cracking. La 2O 3 proved ineffective due to gas transport losses and La evaporation (and the harmful effect of the remanent O), while LaB 6 was only partly effective again due to La loss during the process. The carbon and boron additions gave the best results, achieving 99% theoretical density with a refined, isotropic grain
structure and low levels of cracking (Fig. 10). These findings suggest that optimised alloying strategies could yield viable tungsten products by PBF-LB.
Tantalum and TiC additions for crack reduction in tungsten PBF-LB
Silvia Candela and co-authors from the University of Padova, the National Institute for Nuclear Physics (INFN) Padova, and Electro Optical Systems (EOS) Finland presented a poster [14] discussing the effect of tantalum (Ta) and titanium carbide (TiC) additions to tungsten processed by PBF-LB under an argon (Ar) atmosphere.
Pure tantalum showed extensive micro-cracking at grain boundaries as well as macro-cracking; the former is associated with impurities at grain boundaries, while the latter is associated with high thermal gradients.
All of the additions were effective in eliminating microcracks and tended to reduce macrocracking, with a 7.5 wt.% Ta addition being especially promising; this material also resulted in 99.5% dense samples. Vickers microhardness testing at a 500 g load showed that all the additives increased hardness, probably from a combination of grain size refinement and solid solution hardening.
Molybdenum and tungsten –application of AM products
PBF-LB molybdenum components for high-temperature furnace optimisation
Karl-Heinz Leitz and Plansee SE co-authors gave a presentation [15] on a highly effective, ‘here and now’ use of PBF-LB Mo components
“Pure tantalum showed extensive microcracking at grain boundaries as well as macro-cracking; the former is associated with impurities at grain boundaries, while the latter is associated with high thermal gradients.”
Fig. 10 Etched OM images of PBF-LB tungsten with 0.2 wt.% C addition (PBF-LB W-C), showing (a) side view and (b) top view [13]
“Regarding PBF-LB, Chaiat echoed limitations covered in other presentations and mentioned beam shaping and oscillation as being helpful, as well as multi-laser systems, which were useful for both process speed and quality, the latter through reducing thermal gradients.”
in production high temperature furnaces with refractory metal hot zones. The authors described the use of thermal, fluid dynamical, and thermo-mechanical models to simulate the functioning of gas coolant inlet nozzles and associated gas outlets used for quenching furnace loads and to reduce cycle times. Optimal thin-walled, complex designs for both components were made by PBF-LB (Fig. 11). In subsequent full load, high temperature testing on a 200 x 200 x 300 mm hot zone production furnace, the expected reductions (~40%) in radiant energy loss at both the gas inlets and outlets were realised in practice. This in turn led to a near-halving
of the power required during the relevant parts of the cycle, as well as a significant reduction in hot-zone temperature non-uniformity. Because the PBF-LB Mo structures operate under low stress, minor flaws are inconsequential in these applications. For the full furnace cycle, the net power reduction was ~7%, which in a heavily utilised production furnace equates to ~35,000 kWh, or approximately €7,000 per annum.
Tungsten AM: comparing PBF-LB, PBF-EB, and DED approaches
Dov Chaiat of Tungsten Powder Technology (TPT) presented an overview poster [16] on tungsten and heavy metals, encompassing
both beam- and sinter-based AM processes; the latter are covered in the companion article in PIM International [6]. Regarding PBF-LB, Chaiat echoed limitations covered in other presentations and mentioned laser beam shaping and oscillation as being helpful, as well as multilaser systems, which were useful for both process speed and quality, the latter through reducing thermal gradients. Ar/He mixtures instead of the usual Ar were also mentioned as helpful. Commercial products using the technology include X-ray targets, rotating anodes, targets for industrial radiography, and collimators used in nuclear medicine.
Chaiat also outlined the advantages of PBF-EB over PBF-LB for tungsten. The vacuum environment helps to remove impurities, while higher preheating temperatures and higher energy levels improve wetting behaviour, producing denser components with superior mechanical properties. The trade-off is a rougher surface finish. However, the improved quality is considered essential for nuclear fusion applications.
Chaiat also reviewed DED of tungsten; both laser and electron beam variants are in use with similar pros and cons to the respective PBF processes. DED can employ either wire or powder feedstocks: wire
Fig. 11 PBF-LB gas system components: (a) gas nozzle inserts; (b) ‘FlowBox’ module [15]
offers 100% material utilisation (compared with ~65% for powder) but is more limited in material choice and geometric flexibility. These processes are particularly well suited for building up eroded components or repairing damaged parts.
Pure tungsten by PBF-EB for fusion applications
A poster [17] by Arun Ramanathan Balachandramurthi et al . of Freemelt AB discussed the use of PBF-EB for pure tungsten aimed at application in nuclear fusion reactors. Advantages claimed for the process include the use of high vacuum and high temperatures (>1,000°C base plate temperature), resulting in impurity (especially oxygen) removal, being able to operate above tungsten’s DBTT and high beam power and instantaneous scanning strategies giving better thermal management.
The systems used for the work had piston-type powder feed systems, which allowed either good-flowing plasma spheroidised or poor-flowing conventionallyproduced tungsten powders across a wide range of particle sizes to be used. With suitable operating parameters, the authors demonstrated fully (>99.9%) dense, crack-free materials (Fig. 12) in which powder O levels of 200-400 ppm fell to 5-7 ppm in test cubes. Room temperature Vickers hardness levels (10 kg load) were ~357 kg/ mm 2, and compressive strength was measured from room temperature up to 1,000°C.
Low-pressure plasma-sprayed tungsten coatings for fusion systems
A nuclear fusion application poster [18] by Gunnar Schmidtmann and co-authors from Forschungszentrum Jülich discussed the use of a low-pressure plasma spray (LPPS) process to deposit 500 µm thick coatings of pure tungsten on steel, tungsten, and carbon fibre composite (CFC) substrates. Adhesion was poor on CFC but very good on the steel and tungsten bases (Fig. 13). The coatings had less than 1% porosity. Under fusionrelevant test conditions, sputtering yields and deuterium retention were equivalent to, or better than, those of monolithic tungsten controls. These findings support further work
on high heat-flux testing of coated materials and on implementing an LPPS system with real-time quality monitoring in reactor environments.
Rhenium and rheniumcontaining refractory alloys
Plasma atomisation and PBF-LB of rhenium
Alvaro Ponce and co-authors of Molymet presented [19] in the special session devoted to rhenium (Re) and its alloys, celebrating the 100 th anniversary of the element’s discovery. Rhenium is a rare element, with annual global production of only ~100 tonnes, and is notoriously difficult to machine – hence the
Fig. 13 Cross-section of tungsten coatings showing porosity in the top 100 µm and the remaining 400 µm of the layer, with the substrate at the bottom of the image. (a) 500 µm coating on Eurofer steel; (b) 500 µm coating on tungsten [18]
Fig. 12
Density cubes built in Freemelt systems. (a) 12 x 12 x 12 mm cubes (b) an electron image (c) a polished crosssection [17]
(a)
0.5 mm
Fig. 14 LEXT observations of molybdenum (Mo) and molybdenum-8 wt.% rhenium (Mo-8Re) specimens. Each row shows microstructures (left), orientation maps (centre, IPF-Y), and phase maps (right). (a-c) Mo as-built; (d-f) Mo HIPed; (g-i) Mo-8Re as-built; (j-l) Mo-8Re HIPed. Low-angle grain boundaries (LAGB) are shown in yellow and high-angle grain boundaries (HAGB) in red [20]
interest in AM. Similar to tungsten and molybdenum, the element has a high melting point, high thermal conductivity, and sensitivity to oxygen impurity.
Ponce described the installation of a laboratory-scale plasma atomiser (production rate ~10 g/min) that achieved an 85% yield of spherical powder in the 15-45 µm size range, with excellent flowability (50 g Hall flow <10 seconds) and oxygen levels of ~500 ppm (~200 ppm when dried, as the powder is hygroscopic).
Molymet worked with FhG IWS, Dresden, on its PBF-LB machine with 200 W laser power, using a range of parameters including 50 µm hatch spacing, 30 µm layer thickness, 100-300 mm/s scan speed, and 167-1333 J/mm 3 energy
density. Test builds included single tracks, overhangs, and coin-shaped features. The work produced 97% dense parts with surface roughness comparable to Inconel 718 controls. While these results show promising progress, mechanical properties have not yet been reported, and further optimisation will probably be needed.
HIP effects on PBF-LB molybdenumrhenium alloys
The effects of an 8 wt.% rhenium alloying on PBF-LB of molybdenum, and the subsequent use of Hot Isostatic Pressing (HIP), were discussed [20] by Aurore Leclercq and co-authors from Ecole de Technologie Supérieure de Montréal. Spherical plasma atomised molybdenum powder (d 50 ~30 µm) and
prealloyed plasma spheroidised Mo-8%Re powder (d 50 ~39 µm) were made into cylindrical samples in a PBF-LB unit without preheating, in flowing argon gas. Parameters included a 180 W laser at 150 mm/s scan speed, 60-100 µm hatch spacing, and 30 µm layer thickness.
Half the samples were HIPed for 3 hours at 1,800°C under 150 MPa (1,470 bar) of argon. Density measurements, metallography, and compressive strength testing at room temperature and up to 1,000°C (in flowing argon) were carried out. The microstructures (Fig. 14) indicated densities of 97% and 98% theoretical for the pure molybdenum and rhenium-alloyed materials, respectively, after laser processing, which (surprisingly) both dropped to ~94% after HIP. Cracks were not evident, and a columnar grain structure was observed in all samples, with the pure material showing obvious grain growth after HIPping. Despite the flowing Ar shielding gas, significant oxidation occurred during high-temperature strength testing; however, the results indicate improved strength from HIPping, especially for the Mo-8 wt.% Re material.
Rhenium alloying effects on molybdenum and tungsten in PBF-LB
A pair of posters by staff of the Lukasiewicz Research Network –Institute of Non-Ferrous Metals, AGH University of Krakow, and the Institute of Metallurgy and Materials Science, Polish Academy of Sciences, Krakow, and Progresja New Materials Sp., Katowice respectively lead-authored by Anna Czech [21] and Adriana Wrona [22], explored the potential benefits of rhenium alloying on both molybdenum and tungsten via PBF-LB.
Rhenium is already known to benefit both molybdenum and tungsten by suppressing grain growth and improving low-temperature ductility. In this study, chemically produced non-spherical powders of both metals, with and without rhenium alloying, were prepared, together with plasmaspheroidised variants of the same compositions.
Mo8Re (HIP-ed)
Mo (HIP-ed)
Mo8Re (AB)
Mo (AB)
SEM/EDS analysis showed rhenium to be concentrated at grain surfaces in the chemically produced powders, but uniformly distributed in the plasma-spheroidised variants. TEM with electron diffraction confirmed that all powders exhibited the expected body-centred cubic (bcc) crystal structure.
Nanoindentation measurements showed that both plasma spheroidisation and rhenium alloying generally reduced both microhardness and Young’s modulus. In related work, molybdenum and tungsten powders doped with 4, 6, and 8 wt.% rhenium underwent particle size analysis before and after spheroidisation (showing very little change in size distribution). Flowability tests (50 g Hall flow) indicated that the chemically produced powders did not flow, whereas the spheroidised variants all flowed in <10 seconds, which is considered excellent. X-ray diffraction (XRD) analysis confirmed that rhenium was fully dissolved in the bcc phase. Preliminary PBF-LB trials with these powders achieved 97-100% of theoretical density with low porosity, although some cracking was observed (Fig. 15).
High temperature superalloys
The seminar featured many papers and posters on high temperature superalloys – materials developments expected to be used for gas turbines, rocket motors, and other applications at temperatures beyond the capability of present-day Ni- or Co-based superalloys. Four of the presentations were on PBF or DED AM approaches to fabricating such materials.
“The seminar
Processing Mo-Si-B superalloys by PBF-EB
Uwe Gaitzsch and co-authors from Fraunhofer IFAM Dresden and the Technical University Dresden presented [23] on plasma-atomised Mo 9Si 8B powder (65-150 µm particle size, 400 ppm oxygen) processed by PBF-EB followed by HIP. PBF-EB was conducted in high vacuum followed by low-pressure helium, using a molybdenum build plate held above 1,000°C.
featured many papers and posters on high temperature superalloys – materials developments expected to be used for gas turbines, rocket motors, and other applications at temperatures beyond the capability of present-day Ni- or Co-based superalloys.”
Fig. 15 Cross-sections of additively manufactured W-Re (top row, a-c: 4, 6 and 8 wt.% Re) and Mo-Re (bottom row, d-f: 4, 6 and 8 wt.% Re) samples [21, 22]
(d)
(a)
(b)
(e)
(c)
(f)
Process parameters included 50 µm powder layers, 600 W power at 60 kV, 300 mm/s scan speed, 100 µm distance between scans, and 90° alternation in direction with successive layers. HIP was subsequently carried out at 1,400°C and 200 MPa (~1,900 bar). Microstructural samples and four point bend bars were
produced, with the latter tested at up to 1,000°C. The resulting dense, three phase microstructure (molybdenum solid solution, MoSi intermetallic, and a ternary boride) (Fig. 16) exhibited some plasticity even at 800°C, indicating that the solid solution phase forms a continuous matrix.
An exceptionally high bend strength of more than 1,200 MPa was measured at 1,000°C, with 2.2% strain. There was some variation in the coarseness of the microstructure through the samples’ build height, attributed to the long (12 hours) build time.
Reaction-synthesised Mo-Si-B-Ti superalloy by PBF and DED
John Perepezko and co-authors from the University of WisconsinMadison and Computherm LLC discussed [24] AM of a quaternary alloy made by a reaction synthesis approach, with the composition (in atomic%): 82.2 Mo-3.3Si-4.5B-10Ti. The titanium addition was designed to remove embrittling silicon from the molybdenum solid solution and reduce the density to levels comparable with conventional Ni-based superalloys. However, it also harms the oxidation resistance, necessitating the addition of a coating to compensate.
PBF-LB was conducted on Ti build plates in flowing argon, using a 400 W laser with a focused beam diameter of 100 µm, and DED was also performed in a laser system (Fig. 17). Test pieces were produced, and the PBF process was also used to make turbine blades with integral coolant channels (Fig. 18).
Fig. 17 (a) PBF-LB process of Mo-Si-B-Ti samples; (b) DED processing [24]
Fig. 16 SEM microstructure after PBF-EB of Mo 9Si 8B alloy [23]
Room temperature compression testing yielded impressive results with 1.6 GPa ultimate compression strength and 35% strain, and electron microscopy revealed mechanisms explaining said properties. A three-level coating process was used and subsequent isothermal and cyclic testing showed good oxidation resistance, with no delamination, at 800°C and 1,300°C.
PBF-LB of niobium-based hightemperature superalloys
Niobium (Nb)-based high temperature superalloys fabricated by PBF-LB were discussed by Markus Weinmann and co-authors from TANIOBIS GmbH and Alloyed Ltd. Weinmann [25] described the use of Electrode Induction Melting Gas Atomisation (EIGA) to produce spherical powders in C-103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta-20W-1Zr) (wt.%); after sieving and air classification, both alloys were available in a 15-65 µm particle size range with a d 50 of ~30 µm.
XRD showed only a niobium solid solution phase, while microstructural analysis, however, revealed an obvious dendritic structure in the pore-free spherical particles. After initial single track studies
PBF-LB was carried out to make test cubes in flowing Ar with laser power of 200 or 300 W, 70 µs exposure time, and a range of hatch and point distances using a meandering path with 67° alternation between layers. Microstructural analysis showed much finer microstructures with no
obvious dendritic character due to the rapid cooling rates in PBF-LB, and the ability to achieve close to full densities in both alloys, albeit at very different parameter sets (Fig. 19).
Tensile test pieces were machined from rectangular blanks made under optimal conditions and subjected to
[25]
Fig. 19 Influence of energy input in PBF-LB/M processing of FS-85 and C-103 alloys in a Renishaw AM 400 machine.
both room and (highly) elevated temperature testing (Fig. 20). Both alloys exhibited significant ductility, with C-103 showing the greater elongation, while FS-85 demonstrated higher strength across the full temperature range. The tensile properties of C-103 were also far superior to those of conventionally manufactured (rolled) controls. Finally, demonstration aerospace components were successfully produced in C-103, and together with the scientific studies, these results highlight considerable potential for application.
Niobium alloy components for satellite propulsion systems
Another study utilising TANIOBIS EIGA niobium-based powders was described in a poster [26] by Suyalatu and co-authors from NTT DATA XAM Technologies Corporation, driven by the need for high temperature components for satellite propulsion. C-103 and FS-85 alloy powders, as well as commercially pure (CP) niobium and a variant of FS-85 containing 5 wt.% less tungsten (replaced by niobium) were employed. A PBF-LB unit using 100 W laser power, a beam diameter of 40 µm and nominal powder layer thicknesses of 20 µm was used to produce cantilever bars for residual stress studies and tensile bars in both the build and perpendicular directions. Cantilever bars were subjected to vacuum heat treatments between 800 and 1,100°C to identify conditions required for stress relief. Room temperature tensile strength and ductility of both as built and stress relieved samples were measured (Fig. 21) against a wrought C-103 control. Results showed some strength loss from the stress relief process, but with superior properties of the alloy samples compared to the wrought control, and FS-85 being stronger, but less ductile, than C-103 but with better results from the reduced W variant.
Despite this follow-on work producing a thruster nozzle incor -
Fig. 21 Tensile test results of CP Nb, Nb alloy, (a) as-built Nb material compared to wrought material and (b) SR AM Nb material compared to wrought material [26]
Fig. 20 Temperature-dependent UTS (top) and YS (bottom) of C-103 and FS-85 alloys processed by PBF-LB and comparison with conventionally processed (rolled) C-103 [25]
(a)
(b)
porating coolant channels (Fig. 22) by PBF-LB was done using C-103 due to that alloy having an already-qualified coating treatment.
Cemented carbide – DED
Cemented carbide is generally not suited to PBF AM methods due to the very high temperatures and thermal gradients resulting in undesirable phases and cracking. Thus, AM normally uses sinter-based methods, as summarised in the 21 st Plansee Seminar review in PIM International [6]. However, cemented carbides have long been deposited as hard facing layers, a process that overlaps with Directed Energy Deposition (DED), and the 21 st Plansee Seminar had two posters on DED of cemented carbides.
LCA of cemented carbide coatings produced by HVOF and HVAF
Veera Marttila and co-authors from VTT Technical Research Center of Finland, Tikomet Oy, and Tampere University presented a poster [27] on the LCA (Life Cycle Assessment) modelling, from environmental standpoints, of cemented carbide hardfacing using HVOF (High Velocity Oxygen Fuel) and HVAF (High Velocity Air Fuel) techniques, using either hydrogen or propane fuel, and using all-virgin raw materials versus 100% zinc reclaim method-recycled materials. Their study showed a small advantage for propane versus hydrogen fuel and a larger one for the HVOF over the HVAF technique in terms of minimising CO 2 evolution and energy use, and large advantages of using zinc reclaim for those outcomes (Fig. 23) as well as acidification, eutrophication (excess nutrients in water), minerals usage, and water usage.
Wear and corrosion improvements in WC-Co coatings using pre-alloyed powders
A poster [28] by Haibin Wang and co-authors at the Beijing University of Technology discussed improvement techniques and mechanisms for wear and corrosion resistance
23 Results for 1 m 2 of thermally sprayed coating with a thickness of 300 µm. Impacts of the deposited coatings on (a) Climate change, (b) Cumulative energy demand (CED) [27]
Fig. 22 AM C103 Demonstration model propulsion thruster nozzle [26]
Fig.
HVOF H 2
HVOF H 2
Fig. 24 (a) Schematic diagram of the developed process route for preparing pre-alloyed WC-Co feedstock powders, and cross-sectional microstructures of (b) the conventional porous and (c) the pre-alloyed feedstock particles [28]
Fig. 25 Mechanical properties and wear resistance of the HVOF-sprayed WC-Co coatings using conventional and pre-alloyed feedstock powders. (a) hardness and fracture toughness; (b) dynamic friction coefficient as a function of sliding time; (c) cross-sectional profiles of the wear tracks; and (d) wear rate [28]
of hardfacing. Tungsten carbide (WC) powders with differing levels of cobalt (Co), and in some cases 4% added chromium (Cr), were processed by reaction synthesis, ball milling, spray drying, and presintering at 1,200°C. Some samples were mixed with coarse Al2O3 grit prior to a higher temperature (1,300°C) prealloying step. Fig. 24 shows that the prealloyed powder particles were denser and had lower levels of the C-deficient phases W 2C and eta (WxCo 6-xC).
HVOF using kerosene fuel was used to make ~500 µm thick coatings on a steel substrate. Detailed electron microscopy studies indicated that the cobalt phase in the layers made from pre-alloyed coating had a partially nanocrystalline structure, while the deposited coatings also had fewer carbon-deficient phases than the conventionally processed controls. These phase and structural distinctions manifested as higher hardness and better wear resistance (Fig. 25).
Similar materials with 4% added chromium were also corrosion tested in 3.5% NaCl solution, and the prealloyed material again greatly outperformed the control sample (Fig. 26).
Tungsten heavy alloy – PBF-LB
PBF-LB of tungsten heavy alloys and post-sintering behaviour
Tyler DuMez and co-authors from Elmet Technologies summarised [29] past literature on AM of tungsten heavy alloys before describing recent work on PBF-LB of a pre-alloyed powder (mean particle size 29 µm) made by spray drying, pre-sintering, and plasma spheroidisation [30]. The experimental composition of (wt.%) 91 W, 7.2Ni, 1.8Fe had a higher Ni/Fe ratio than the normal 70/30. PBF-LB was conducted using a 70 µm focused beam diameter with 150-400 W power, a scan speed ranging from 200 to 700 mm/s, and a 67° scan rotation between layers.
Fig. 26 Corrosion behaviours of the WC-Co-Cr coatings evaluated by potentiostatic polarisation tests at 300 mVSCE for 60 min in 3.5 wt.% NaCl solution. (a) Current-time curves of the coatings; (b, d) Optical and SEM images of the pre-alloyed powder coating after the polarisation test; (c, e) Optical and SEM images of the conventional coating after the polarisation test; (f-h) SEM images showing the surface and cross-sectional microstructures of the corroded WC/ Co interfaces. Prior to taking the SEM images, the corrosion products of the conventional coating were removed [28]
A heated steel plate was used as a base for the samples. Some samples were subsequently liquid phase sintered (LPS) in H 2
Fig. 27 shows that as-AM’d density ranged from 84.1% to 96.5% of theoretical, while subsequent sintering usually increased density. However, interestingly, higher final densities were obtained on lower prior density materials as their open porosity aided the escape of trapped gases.
Sintered density values >100% reflect some Ni and/or Fe evaporation during PBF-LB. Some cracks were observed, and sintered samples had low ductility and ultimate tensile strength, which were, however, much improved by a subsequent heat treatment process. Future work will concentrate on more standard Ni/Fe ratios to improve toughness and on parameter optimisation to reduce the 3-5% linear shrinkage that occurred during sintering.
Fig. 27 a) Relative density of as-printed material for each P and V combination, b) Relative density of PBF-LB cubes after LPS [30]
Discussion
Although this author does not claim to be an expert in Additive Manufacturing, and particularly not in its PBF and DED variants, attending, reading, and summarising roughly forty technical papers and posters from Plansee Seminars and related MPIF and EPMA conferences offers a basis for several observations.
The relatively limited number of presentations on electron beam processes likely reflects both the lower availability of EB machines in research laboratories and the association of this technology with nuclear fusion and defence applications, where publication is often restricted. As a result, the importance of PBF-EB for refractory metals is not yet fully represented at open conferences. Nonetheless, for pure refractory metals – where oxygen contamination remains a persistent challenge – PBF-EB appears to be a fundamentally more robust process than PBF-LB.
Alloying molybdenum and tungsten with other elements clearly enhances their performance in the PBF-LB process, with carbon additions proving particularly effective. Carbon acts to remove oxygen as CO or CO 2, and, in the case of molybdenum, the Mo 2C phase can accommodate residual oxygen, reducing grain boundary segregation. Since the 20 th Plansee Seminar in 2022, this carbon-alloying strategy has demonstrated excellent results for molybdenum and promising
outcomes for tungsten. The pace at which industry will adopt such non-standard alloys – whose compositions and properties differ from established specifications – remains to be seen.
The most highly alloyed refractory metals, namely the high-temperature superalloys, also appear to respond well to PBF-LB. Efforts to improve the process through better powder storage control, more refined modelling, beam defocusing, and rapid pyrometric feedback all show considerable value. Yet it is unclear whether these alone will enable consistently defect-free refractory metal builds. Nevertheless, some current applications do not require completely crack- or pore-free structures and can already deliver significant practical benefits. In addition, these process improvements should further enhance the manufacturability of alloyed refractory metals, making them increasingly compatible with PBF-LB.
Given the importance of the process atmosphere in PBF-LB, this author is surprised that many studies fail to specify it. Since hydrogen reduction of molybdenum and tungsten oxides is well-established in both powder production and conventional sintering, one might ask why hydrogen – or at least a safe argonhydrogen mixture – has not been trialled more widely in AM. If the concern is safety, low-percentage Ar-H 2 mixtures could be a workable compromise. If hydrogen embrittlement is feared, it is worth noting
“...the importance of PBF-EB for refractory metals is not yet fully represented at open conferences. Nonetheless, for pure refractory metals – where oxygen contamination remains a persistent challenge – PBF-EB appears to be a fundamentally more robust process than PBF-LB.”
that post-build vacuum annealing typically removes residual hydrogen. Furthermore, as PBF processes are essentially microscopic welding operations repeated thousands of times, and Ar-H 2 mixtures are commonly used in welding of stainless steels and nickel alloys to suppress oxidation, this could be a fruitful area for exploration.
Another important yet underreported topic is powder reuse. In powder bed AM processes, most of the feedstock is not consolidated into parts, so understanding chemical and morphological changes during reuse is vital for process economics and material consistency. It would therefore be valuable to see more work addressing composition changes not only within parts but also in the surrounding loose powder.
Finally, the DED presentations at the Seminar confirmed strong process capability across a range of refractory and related materials. For heavy tungsten alloys, it will be interesting to see how PBF-LB ultimately compares with sinter-based AM routes as more experience is gained – several such contributions were summarised in [6].
The 22nd Plansee Seminar will be held in May/June 2029.
Author
Bernard North North Technical Management, LLC Greater Pittsburgh area, Pennsylvania, USA
brnrdnorth@gmail.com
References
[1] Danninger, Herbert, ‘Plansee Seminars 1952–2022 – A View on a Very Special Congress’, Presented at the 20 th Plansee Seminar, 29 May–3 June 2022
[2] North, Bernard, ‘Historic Traditions and Innovations: Refractory Metals and Hard Materials at the 20 th Plansee Seminar’, PM Review, Vol. 11, No. 3, Autumn 2022, pp. 87-95
[3] North, Bernard, ‘Advancing Refractory Metals and Hard Materials: Insights from the Plansee Seminar 2025’, Metal Powder Technology, Vol. 14, No. 3, Autumn 2025, pp. 89-104
[4] North, Bernard, ‘Sinter-based Additive Manufacturing at the 20 th Plansee Seminar on Refractory Metals and Hard Materials’, PIM International, Vol. 16, No. 3, September 2022, pp. 97-107
[5] North, Bernard, ‘Advances in the AM of Refractory Metals and Hard Materials at the 20 th Plansee Seminar’, Metal AM, Vol. 8, No. 3, Autumn 2022
[6] North, Bernard, ‘Sinter-based AM and MIM at the 21 st Plansee Seminar: Cemented Carbide and Tungsten Heavy Alloy Developments’, PIM International, Vol. 18, No. 3, Autumn 2025, pp. 83-95
[7] Rainer, Tobias, et al., ‘Assessing the Influence of Storage Environments on the Stability and Performance of Refractory Metal Powders in PBF-LB’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[8] Salansky, Jan, et al., ‘Comparison of Different Methods for Calculating the Melt Pool Geometry in Laser Powder Bed Fusion of Molybdenum and Tungsten on the Basis of Experimental Data’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[9] Strauss, Robert, et al., ‘Impact of Laser Defocussing in the Additive Manufacturing of Molybdenum: A Simulation-Backed Analysis’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[10] Stajkovic, Janko, et al., ‘Controlling the Tungsten Laser Powder Bed Fusion Process: Pyrometry-Driven In-Situ Parameter Optimization on the Timescale of Microseconds’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[11] Braun, Jakob, et al., ‘Functional Principle and Mechanical Properties of a Molybdenum Alloy Designed for Powder Bed Fusion’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[12] Distl, Benedict, et al., ‘Additively Manufactured C-Alloyed Molybdenum – An Alternative to Conventionally Manufactured TZM?’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[13] Kaserer, Lukas, et al., ‘Alloying Concepts for AM of Tungsten Using Powder Bed Fusion-Laser Beam’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[14] Candela, Silvia, et al., ‘In-situ W Alloys Produced via Laser-Based Powder Bed Fusion: New Materials for Nuclear Fusion’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[15] Leitz, Karl-Heinz, et al., ‘Multi-Physics Simulation Based Optimization of Refractory Metal Laser Powder Bed Fusion Components for Energy Efficient High Temperature Furnaces’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[16] Chaiat, Dov, ‘Courses of Additive Manufacturing (AM) for Tungsten and Tungsten Alloys’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[17] Balachandramurthi, Arun Ramanathan, et al., ‘Dense and Crack-Free Pure Tungsten Manufactured by Electron Beam Powder Bed Fusion’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[18] Schmidtmann, Gunnar, et al., ‘Influence of Process Parameters on Plasma-Sprayed Tungsten Coatings for the Applications in Fusion Reactors’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[19] Ponce, Alvaro, et al., ‘Production of Spherical Rhenium Powder and its Optimization for Powder Bed Fusion Technology’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[20] Leclercq, Aurore, et al., ‘Structure and Mechanical Properties of Laser Powder Bed-Fused and HIP-ed Mo and Mo8Re Components: A Comparative Study’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[21] Czech, Anna, et al., ‘A Wide Microstructure Characterization of Refractory Powder Materials for
LPBF Method’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[22] Wrona, Adriana, et al., ‘Tungsten and Molybdenum Spherical Powders Modified with Rhenium for Additive Technologies’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[23] Gaitzsch, Uwe, et al., ‘High Strength MoSiB by PBF-EB’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[24] Perepezko, John, et al., ‘Additive Manufacturing of High Temperature Mo-Si-B-Ti Alloys’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[25] Weinmann, Markus, et al., ‘Development of Niobium and Tantalum/Tungsten Base Alloy Powders for the Additive Manufacturing of High-Temperature Aerospace Parts’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[26] Suyalatu, et al., ‘LaserBased Additive Manufacturing of a Niobium-Based Alloy for High Temperature Satellite Propulsion Systems’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[27] Martilla, Veera, et al., ‘Assessing the Environmental Impacts of Thermally Sprayed WC-Co Coatings Deposited from Zinc-Process Recycled Feedstock’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[28] Wang, Haibin, et al., ‘Wear and Corrosion Resistance of WC-Based Coatings Fabricated Using Pre-Alloyed Feedstock Powder’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[29] DuMez, Tyler, et al., ‘Additive Manufacturing of Tungsten Heavy Alloy (WHA)’, Presented at the 21 st Plansee Seminar , 1-6 June 2025
[30] Metal AM, ‘US Patent Granted to Elmet for Tungsten Alloy Powders for AM’, Metal AM, 30 July 2025
Join us at the 2026
Expertise
Gain practical knowledge through proactive participation and handson experience
n Become more productive through AMUG’s community of problem solvers
n Learn and share expertise, best practices, challenges, and application developments
Network
Impactful networking without any agendas
n Embrace the camaraderie and enjoy effortless networking
n Form meaningful connections through casual conversations
Value
Get the most value of any conference with an ALL-INCLUSIVE program
n 4-day conference
n Hands-on workshops
n Technical competition
n AMUGexpo
n Meals and entertainment throughout
Tantalum without limits: Additive Manufacturing unlocks new medical and industrial applications
Tantalum offers a valuable combination of corrosion resistance, high melting point, and biocompatibility, but conventional processing is material - intensive and slow. Croom Medical, in partnership with Global Advanced Metals (GAM), has developed TALOS, a PBF - LB platform for pure tantalum that targets repeatable production with controlled powder quality and closed - loop reuse. This article reviews the manufacturing approach, early mechanical results relative to wrought, and practical design options such as porous lattices, internal channels, and titanium-tantalum hybrids, with implications for cost, supply, and performance in medical and industrial markets.
Few metals can withstand boiling acid, the heat of a rocket launch, and decades of safe use inside the human body; tantalum achieves all three. Its appeal lies in its corrosion resistance, high melting point, electrical conductivity, and biocompatibility. These properties enable its use in smartphones, chemical reactors, spacecraft, and medical implants.
“From a materials science perspective, tantalum’s unique material properties make it an excellent candidate for certain highly demanding applications,” explained Dr Shane Keaveney, R&D manager at Ireland - based Croom Medical.
“A key challenge has always been the cost- effective manufacture of complex components that the applications really need.”
Despite its exceptional properties, tantalum has remained confined to niche, high-value applications, primarily because it is difficult and costly to shape using conventional methods. Extensive machining wastes material and lengthens lead times –barriers that Additive Manufacturing now removes.
Croom Medical, working with Global Advanced Metals (GAM), based in the US, developed TALOS, an Additive Manufacturing platform designed specifically for tantalum that uses Laser Beam Powder Bed Fusion (PBF-LB) AM technology
and GAM’s ethically sourced pure tantalum powder. Built on several years of R&D, TALOS brings industrial-scale AM capability to tantalum, allowing the efficient production of complex parts with reduced material waste.
Fig. 1 Tantalum-based radial impeller produced using Croom Medical’s TALOS AM platform (Courtesy Croom Medical)
What is tantalum?
Tantalum was first identified in 1802 by Swedish chemist Anders Ekeberg, who named it after King Tantalus of Greek mythology, who was famously punished by being made to stand in water he couldn’t drink, beneath an apple tree he couldn’t reach. The name is a nod to the metal’s remarkable resistance to reacting with acid. This behaviour is due to a thin, stable oxide layer that protects the under -
lying metal, even in boiling aqua regia (a highly corrosive acid mixture capable of dissolving gold).
As a refractory metal with a melting point of 3,017°C, tantalum is particularly valued in electronics, especially for capacitors. Its density, ductility, and strong thermal and electrical conductivity, combined with the high dielectric constant of compounds like tantalum pentoxide, allow it to store significant charge in a small volume.
Tantalum is also biologically inert. It doesn’t corrode in the body or trigger immune reactions. Its use in medical implants dates back to the 1940s. In porous form, it supports bone integration (‘osseointegration’). This combination of strength, corrosion resistance, and bioactivity makes it a strong candidate for orthopaedic applications.
Tantalum’s potential unlocked by AM
Table 1 Properties of tantalum (Courtesy Global Advanced Metals) [1]
Advances in AM are removing the final barriers to processing tantalum, opening the way for broader industrial adoption. AM enables part designs that were previously unachievable, including complex geometries, engineered surfaces, hybrid constructs, and porous structures. It also reduces lead times and material waste, eliminating the extensive machining traditionally required for tantalum, and allowing engineers to solve sector-specific challenges with more freedom.
Fig. 2 Tantalum-based acetabular cups produced using Croom Medical’s TALOS platform (Courtesy Croom Medical)
Croom’s TALOS platform, built around PBF-LB, offers design capabilities conventional fabrication never could. By selectively fusing layers of spherical tantalum powder with a laser, components are built directly to near-net shape with minimal material loss. This makes internal channels, graded structures, and multi-material builds feasible – even in applications requiring precision and durability.
“For tantalum, AM is a gamechanger,” stated Dr Matthew Osborne, R&D Manager at GAM. “The TALOS platform enables the manufacture of components that are geometrically impossible with traditional methods, while controlling every aspect of the powder lifecycle to maintain purity.”
More than 95% of unused tantalum powder is recovered, re-certified by GAM, and returned to production – supporting both material efficiency and supply security. The process achieves 99.99% of theoretical density and elongation above 40%, ensuring mechanical
reliability. Feature sizes down to 100 µm can be produced without compromising ductility or toughness. The TALOS technology also enables the production of both fully dense and porous structures within a single build. This is ideal for applications ranging from bone-integrating implants to heat exchangers and lightweight industrial components.
Early testing results
Croom’s in-house testing has confirmed that TALOS-produced tantalum matches or exceeds the mechanical performance of wrought material. Fully dense parts have achieved strength and ductility benchmarks in line with conventional tantalum, while porous structures
“...in-house
testing
has
confirmed that TALOS-produced tantalum matches or exceeds the mechanical performance of wrought material. Fully dense parts have achieved strength and ductility benchmarks in line with conventional tantalum, while porous structures have shown excellent bioactivity in vitro compared with titanium.”
Fig. 3 A Croom Medical engineer operating a Colibrium Additive M2 Series 5 machine (Courtesy Croom Medical)
Partial knee implant with a Biofuse lattice structure manufactured using PBF-LB technology - in this case with Ti64 (Courtesy Croom Medical)
Croom Medical introduces Biofuse porous ingrowth platform
Croom Medical’s recently announced Biofuse solution leverages PBF-LB to integrate fully interconnected porous architectures directly into implant geometries, allowing precise control of pore size, porosity and lattice gradients in a single build.
As Dr Bryan Naab, Additive Lead at Croom Medical, notes, the platform lets customers “design lattices to their exact requirements,” giving OEMs confidence that design intent can be realised consistently and in line with regulatory expectations [2].
Combining dense and porous regions in a single build can elimi -
nate the need for coating, reduce machining and lower delamination risk, supporting structural integrity and offering a more predictable route from design transfer to validated production. Key capabilities of the Biofuse platform include:
• Interconnected porosity 50-80%
• Pore size 100-600 µm
Seamless lattice integration (dense and porous in one build)
Targeted lattice application in hard-to-reach regions
Surface characteristics aimed at initial implant stability (coefficient of friction)
have shown excellent bioactivity in vitro compared with titanium.
In a recent study by Croom Medical, as-built additive tantalum at room temperature achieved approximately 27% higher ultimate tensile strength and yield strength than annealed wrought tantalum, with elongation decreasing only slightly from 50% to a median of 43%. In parallel, a paper from First Light Fusion reported that the shock response of additively manufactured tantalum was indistinguishable, within experimental uncertainty, from wrought tantalum, with tests conducted at pressures of 124-437 GPa.
Industrial-focused work has also begun to highlight tantalum’s potential in demanding environments. Its corrosion resistance has long been proven, but Additive Manufacturing now makes it possible to apply that property in new ways, such as lattice designs that increase surface area or manage thermal stresses more effectively. Insights from additively manufactured titanium research, including published studies co-authored by Dr Keaveney on heat exchanger design, suggest that similar approaches with tantalum could deliver efficiency gains in hightemperature or corrosive systems.
“Croom Medical has developed tibial tray prototypes using its TALOS platform, additively manufacturing tantalum directly onto titanium substrates. Keaveney explained, ‘tantalum-titanium hybrids offer the potential to deliver the biological benefits of tantalum and the strength and low density that titanium provides.’”
“Our testing has shown tantalum performs exactly as you’d expect, matching wrought benchmarks and opening new design space through AM,” explained Keaveney. “The potential in sectors like chemical processing, energy and aerospace is clear, and we’re already seeing how lattice-based designs can translate into practical performance advantages.”
Hybrid builds and new design: titanium-tantalum
Croom Medical has developed tibial tray prototypes using its TALOS platform, additively manufacturing tantalum directly onto titanium substrates. Keaveney explained, “Tantalum-titanium hybrids offer the potential to deliver the biolog -
ical benefits of tantalum and the strength and low density that titanium provides.”
Work by Croom’s R&D team is ongoing, but initial results show a strong interface capable of withstanding high loads, with the tantalum failing first. This capability could lead to new implant designs that offer mechanical performance and enhanced biological integration without the need for secondary bonding or coating processes.
Ensuring a secure and ethical supply chain
Like most metals, tantalum is not mined in its pure metallic form, but extracted from minerals such as columbite-tantalite, better known as coltan. While deposits are found in Australia, Brazil, Canada and elsewhere, production in recent decades has been concentrated in central Africa, particularly in the Democratic Republic of Congo and Rwanda. This geographical concentration has created well-documented challenges. Mining in conflictaffected regions has been linked to the financing of armed groups, and tantalum is therefore classified as a ‘conflict mineral’ in US and EU regulations.
Global Advanced Metals, headquartered in the US with operations in Australia and Japan, is a major producer of conflict-free tantalum. Much of its feedstock is obtained as a co-product of lithium mining in Australia, which hosts the world’s largest industrial tantalum reserves. GAM was among the first companies to be certified under the Responsible Minerals Assurance Process in 2010 and has retained that certification since.
For Croom Medical, this partnership ensures reliable traceability for the tantalum used in the TALOS platform. The platform also operates within a closed-loop recycling model: unused powder from builds is returned to GAM, where it is refined and reprocessed before being reused.
After the build, “leftover powder from Croom Medical is returned to GAM, where it undergoes rigorous refining and reprocessing before re-entering the manufacturing cycle. This approach maximises material efficiency and ensures a secure, consistent supply of tantalum,” explained Dr Gordon C Smith, GAM’s CTO [3].
Beyond medicine: tantalum’s industrial reach
While tantalum’s medical use is well known, most of the
tantalum mined globally is used in industrial and electronic applications.
Chemical processing
Tantalum capacitors power billions of devices, with material delivering stability and long service life. In chemical processing, it is used in heat exchangers, reaction vessels, and piping to handle hot acids. Additively manufactured tantalum structures are now being explored for use in mixers, both static and active, for highly corrosive chemical blending, where complex geometries can improve mixing efficiency while withstanding aggressive chemical attack.
Fig. 4 Tantalum components, manufactured using Croom Medical’s TALOS Additive Manufacturing platform, are carefully unloaded post-build (Courtesy Croom Medical)
“Using Additive Manufacturing, we can not only expand the application of tantalum but also go beyond its standard performance advantages. This is truly disruptive and will enable innovations we can’t imagine.”
Aerospace and defence
In aerospace and defence, tantalum is used in rocket nozzles, combustion chamber liners and thermal shields.
Energy applications
Tantalum’s potential is also attracting attention in the energy sector. In nuclear power, it can be used in reactor components; in advanced turbine systems, it strengthens high-
temperature alloys; and in fusion energy research, it can survive extreme plasma conditions.
Case study: energy
One recent industrial project by Croom Medical saw TALOS-manufactured tantalum components supplied to UK-based First Light Fusion for
use in its inertial fusion experiments. These components endured shock compression up to five million atmospheres (437 GPa), with a shock response indistinguishable from wrought tantalum. “It’s a level of performance that confirms Additive Manufacturing can deliver not just convenience, but absolute reliability in critical applications,” noted Keaveney.
Building on this project, First Light Fusion has now demonstrated that additively manufactured tantalum can match the performance of machined components in its flagship Pressure Amplifier, with results published in The Journal of Applied Physics (DOI: 10.1063/5.0264514). This breakthrough enables a faster, more cost-effective production route.
Outlook
While small in tonnage, the tantalum market is high in value and strategically important to several industries. AM could expand that market by making tantalum practical in new applications. Tantalum powder development and Additive Manufacturing pose challenges, but the TALOS platform and Croom Medical’s collaboration with GAM have demonstrated a viable path to overcoming them. By coupling GAM’s conflict-free, high-purity supply and powder recycling expertise with Croom’s process development and manufacturing capability, TALOS has set a new benchmark for refractory metal AM. The early successes, from orthopaedic implants to fusion energy components, point to TALOS being a technology ready to scale across sectors.
Patrick Byrnes, CEO of Croom Medical, commented, “TALOS aligns with our mission to advance manufacturing technologies, significantly improving patient outcomes by producing implants with superior biointegration, reduced stress shielding, and exceptional fatigue resistance. These benefits should lower the rate of surgery revisions, thus avoiding patient discomfort and
Fig. 5 Detail of osseointegration-promoting surfaces as produced using the TALOS platform (Courtesy Croom Medical)
unnecessary added surgery costs” [3].
“Tantalum is often the material of choice for medical, industrial, aerospace, energy, and pharmaceutical applications, but conventional manufacturing has limited its application,” Keaveney explained. “Using Additive Manufacturing, we can not only expand the application of tantalum but also go beyond its standard performance advantages. This is truly disruptive and will enable innovations we can’t imagine.”
Tantalum Additive Manufacturing is now available under Croom Medical’s contract manufacturing model through its TALOS technology platform. The company’s engineering and R&D team is available to support with Design for Additive Manufacturing (DfAM), including lattice structure optimisation, hybrid build design, and application-specific performance tuning.
References
[1] Global Advanced Metals, ‘Products – Tantalum,’ Available at: https://globaladvancedmetals.com/ products-tantalum/
[2] Croom Medical, ‘Croom Medical Introduces Biofuse™ 3D-Printed Lattice Technology for Orthopedic Implants,’ Available at: https:// croommedical.com/insights/ croom-medical-introduces-biofuse3d-printed-lattice-technology-fororthopedic-implants/
[3] Croom Medical, ‘Croom Medical launches Talos: a complete Additive Manufacturing platform for orthopaedics,’ Available at: https:// croommedical.com/insights/ croom-medical-launches-talos/
Tantalum Additive Manufacturing
About Croom Medical
Croom Medical operates validated PBF-LB machines (Renishaw, Colibrium Additive, 3D Systems etc) for complex implant builds, supported by on-site mechanical, morphological and chemistry testing. Post-processing covers EDM, CNC machining, surface finishing, cleaning, heat treatment and HIP, with routes aligned to orthopaedic requirements. The company provides FDA 510(k) submission guidance, including pre-submission meetings, and draws on academic-industrial collaborations and EU research consortia to inform process development. Vacuum heat treatment and HIP are used to reduce internal porosity and improve structural integrity. www.croommedical.com/TALOS
We Convene...
The most brilliant minds from industry and academia
We Coordinate... Transformative technical and workforce data
We Catalyze... High-value, high-impact collaborative projects
America Makes is the leading collaborative partner for additive manufacturing and 3D printing technology research, discovery, and innovation in the U.S. Structured as a public-private partnership, we innovate and accelerate AM/3DP to increase global manufacturing competitiveness.
Focused on additive manufacturing, America Makes is the first institute of the Manufacturing USA® network.
Learn more at www.AmericaMakes.us
®
From specification to standard: SAE’s role in aerospace and Additive Manufacturing
To mark the tenth anniversary of SAE International’s Additive Manufacturing standards committee (AMS AM), Bill Bihlman, Committee Member of SAE AMS AM and Programme Director for Composites at Fraunhofer USA, traces the evolution of aerospace material standards and the role of consensusbased frameworks in supporting industrial-scale AM adoption. From the early AMS documents of the 1930s to today’s challenges in certification, supply chain alignment, and MRO integration, the article highlights how SAE’s approach to standardisation continues to support maturing AM processes across diverse aerospace applications.
This summer, SAE International marked ten years since the formation of its Additive Manufacturing standards committee (AMS AM) with a meeting at EOS’s headquarters in Munich, Germany. Established in 2015 in response to regulatory demand, the committee has developed more than forty specifications for metal and polymer AM in aerospace. The anniversary reflects SAE’s broader legacy in aerospace material standards and its evolving role in supporting the industrialisation of AM technologies.
SAE was established in the early 20 th century to support the technical development of the emerging automotive industry through consensus-based engineering standards. Its scope remained focused on ground vehicles until 1916, when the organisation formally established an Aviation Division, supported by Orville Wright. This marked the start of its long-standing role in aerospace, with the publication of its first aerospace standard the following year.
In the early 20 th century, the US automotive industry was highly
fragmented, with over forty manufacturers working independently to resolve similar engineering challenges. SAE was established to facilitate technical knowledge exchange among these companies, supported by industry leaders including Henry Ford. One of its first
initiatives was the development of consensus-based public standards, beginning with the publication of its first technical specification in 1912.
In 1916, SAE president Elmer Sperry introduced the term ‘automotive’ to describe a broad category of self-propelled vehicles (which
Fig. 1 To date, SAE International’s AMS AM committee has published fortythree documents on metal and polymer AM (Courtesy SAE International)
Why standards matter
Public consensus standards require a degree of intellectual property (IP) to be shared between the OEM, which typically retains design authority, and its suppliers.
These standards are intended to balance the requirements of a diverse aerospace supply chain. Large OEMs and their Tier 1 or Tier 2 suppliers often have the capacity to interpret flexible guidance, supported by in-house engineering and established procedures. Smaller Tier 3 subcontractors or machine shops, by contrast, may require more prescriptive specifications due to limited design authority or certification infrastructure.
These differences mirror broader procurement practices. In a ‘build-to-print’ contract, the supplier manufactures parts to detailed specifications with little room for interpretation. ‘Buildto-spec’, by contrast, places more responsibility on the supplier to translate performance requirements into design solutions. When standards are vague or overly flexible, this distinction can lead
to tension, particularly in Additive Manufacturing, where interpretation plays a larger role.
A standard must be adequate if it is timely, clearly scoped, and grounded in validated data. In AM, standard development requires alignment across maturing processes, evolving regulatory frameworks, and a broad range of machine-material interactions. As a result, many AM standards are maintained as living documents, frequently revised as industry feedback and qualification data accumulate.
Both internal committee members and external users provide input. Committees are typically composed of domain experts familiar with the documents’ technical scope, while industry users offer insights from real-world applications.
While standards are refined through revision, frequent updates do not necessarily reflect maturity. Most AM standards support technologies at intermediate Technology Readiness Levels (TRLs), guiding them toward TRL 9 and broader adoption.
In 1916, Orville Wright chaired the first meeting of SAE’s newly formed Aviation Division. The following year, the organisation published its first aerospace standard, addressing interchangeable spark plug threads. This marked the beginning of SAE’s formal contribution to aviation standardisation. Around the same period, civil and military aviation entered a new era, punctuated by achievements such as the first non-stop transatlantic flight by British aviators John Alcock and Arthur Brown in June 1919.
SAE Aerospace Material Specifications (AMS)
By the end of the 1930s, wood was being phased out of aircraft structures, replaced by aluminium fabrication and semi-monocoque designs. Meanwhile, as more advanced metal alloys became standard there was a growing demand for clearer, more consistent production methods and material performance benchmarks. SAE introduced its first Aerospace Material Specification (AMS) in 1939, a move that helped drive better quality, reduced uncertainty, and shortened production timelines (see text box).
included not only cars, but also ships and aircraft). The following year, the organisation – originally known as the Society of Automobile Engineers – officially adopted the term, changing its name to the Society of Automotive Engineers to reflect this expanded scope.
Today, the organisation plays a continuing role in defining how complex transportation systems are designed, qualified, and maintained. With over 130,000 members worldwide, SAE International spans numerous engineering sectors, including aerospace, mobility, and automotive.
Aviation’s early years
The 1910s were an exciting decade for aviation. It started with the world’s first commercial flight in France, marking the beginning of air transport. A few years later, the introduction of aircraft into World War I fundamentally altered military strategy and the aircraft itself. The United States’ market was evolving quickly, too, as indicated by the creation of the National Advisory Committee for Aeronautics, the predecessor to the National Aeronautics and Space Administration (NASA), in 1915.
Over the following two decades alloy development advanced significantly on both sides of the Atlantic. Key process innovations – including vacuum induction melting (VIM) and vacuum arc remelting (VAR) – enabled the commercialisation of materials, such as precipitationhardened (PH) steels, titanium, and superalloys for high-temperature applications in gas turbines. Meanwhile, AMS documentation expanded rapidly, with over 1,000 specifications published by 1961.
Process control and materials complexity in aerospace
Today, AM is firmly established in aerospace manufacturing, especially for complex geometries and replace -
ment parts in maintenance, repair, and overhaul (MRO) settings. Like many advanced aerospace manufacturing methods, AM is highly process-dependent. Machine parameters, material properties, and process controls influence part quality. This ultimately requires thorough validation to guarantee repeatability and adherence to aerospace quality standards.
This need for strict process control isn’t unique to Additive Manufacturing. Investment casting, for instance, has long raised questions about its sensitivity to production variables. Composites offer another clear example. The use of carbon fibre reinforced polymers (CFRP) in aerospace demands tight control across every stage, from how raw materials are stored to lay-up, curing, and final machining. Research into CFRPs dates back to the 1960s, but it wasn’t until the early 1980s that they entered commercial aviation. Airbus led this shift with the introduction of a composite vertical stabiliser on the A310.
In aerospace, controlling how a part behaves under stress isn’t just about the material; it’s about the process behind it. Additive Manufacturing, much like composite layups, offers the potential to shape directional properties to suit specific loads or functions. But this only works when key variables (such as alloy makeup, powder consistency, machine calibration, and process settings) are tightly managed. For flight-critical components, there’s little room for drift. The smallest variation can lead to performance issues or certification delays, which is why consistency isn’t just helpful, it’s essential.
How much guidance is too much?
Developing a consensus standard requires balancing two competing needs – technical specificity and design flexibility. When a standard becomes overly prescriptive, it can restrict innovation; when it lacks
“AM,
much like composite layups, offers the potential to shape directional properties to suit specific loads or functions. But this only works when key variable (such as alloy makeup, powder consistency, machine calibration, and process settings) are tightly managed.”
Fig. 2 Members of SAE International’s Additive Manufacturing standards committee (AMS AM) at EOS’ headquarters in Munich, Germany (Courtesy SAE International)
detail, implementation may vary or lead to misinterpretation. Striking the right level of definition rarely follows a fixed methodology – it depends instead on the practical experience of the people involved. This balance is at the core of standards development and usually takes shape through iterative, often contested, discussions among stakeholders.
Industrialising AM
Since its inception in the 1980s, AM has evolved from rudimentary light-cured resin stereolithography and single-nozzle polymer filament extruders – both used for rapid prototyping – to multi-laser metal powder bed machines, capable of producing topologically complex production parts with tailored properties.
In aerospace, AM offers the ability to optimise both mechanical performance and weight without sacrificing one for the other. This is a capability that differentiates it from many other conventional methods. Part properties such as strength, stiffness, and durability are governed by microstructure, chemistry, and defect control; all of which are influenced by feedstock handling and the specific parameters of the build process. This makes well-defined material and process standards critical, especially for applications where repeatability and qualification are required.
Generating new material data for flight-critical components requires substantial empirical validation. In many cases, this process can be costprohibitive. For example, building
a Federal Aviation Administration (FAA) approved ‘design allowables’ database for a single alloy may take years of mechanical testing and statistical analysis, often costing millions of dollars. While not all existing allowables were developed under such rigorous protocols, this level of substantiation is increasingly expected for new materials introduced into critical aerospace applications.
While standards for feedstock characterisation and manufacturing processes have progressed, their application and acceptance remain uneven across the Additive Manufacturing supply chain. To support the certification of AM parts, both the FAA and European Union Aviation Safety Agency (EASA) have increasingly relied on industry-developed consensus standards as part of their Means of Compliance (MoC) frameworks. In response, the SAE AMS AM committee was established to formalise material and process specifications aligned with these regulatory needs.
AMS AM: a collaborative framework for AM specifications
In 2015, SAE International responded to an FAA tasking letter for AM material guidelines and standards, establishing the SAE AMS AM committee. The committee currently has over 600 members from twenty seven countries. Members represent airlines, aerospace OEMs, and various organisations throughout the
“In 2015, SAE International responded to an FAA tasking letter for AM material guidelines and standards, establishing the SAE AMS AM committee. The committee currently has over 600 members from twenty seven countries.”
AM supply chain required to develop, manufacture, test, and maintain aircraft. Furthermore, the FAA, US Department of Defence (DoD), NASA, and EASA are actively engaged. The committee is open to the public and free to join.
AMS AM addresses materials and process specifications for metals, nonmetals (polymers), and repairs. This family of documents includes details such as machine qualification, metal powder reuse, and in-situ process monitoring. Each of the three subcommittees has dedicated working groups that meet regularly to debate the merits of relevant engineering and/ or production quality criteria. Indeed, this consensus process is deliberate and robust, requiring complete stakeholder agreement.
As of 2025, AMS AM has published forty-three documents for PBF, DED, Cold Spray, and polymer MEX. This includes six revisions as the committee incorporates timely feedback from industry. An additional sixty documents are in process.
The committee also works closely with the MMPDS (metals) and CMH-17 (polymer composites) materials handbooks. SAE also maintains a close relationship with its affiliate, the Performance Review Institute (PRI), which oversees the Nadcap programme. While Nadcap has supported aerospace quality assurance, its role in Additive Manufacturing is still evolving.
Broader SAE AM ecosystem
Suppliers are required to maintain and properly document a certified Quality Management System, commonly via AS9100 or AS13100. While Nadcap accreditation is not itself a QMS, it serves to verify compliance with special or critical processes within the broader QMS framework. Many members engaged in Nadcap, AS9100, and AMS AM overlap, which helps align audit criteria and standards development across the aerospace supply chain.
In recent years, Nadcap has created audit checklists for metal PBF and
DED. These consensus documents are intended to drive efficiencies and lower costs for members. Twentyfive OEMs are currently involved in this vital task group. SAE and its partners maintain supplier registries linked to AS9100 certification, which are commonly used to support traceability and part pedigree across the aerospace sector. A longer-term goal is a qualified producers list (QPL), similar to SAE’s carbon-fibre composites programme.
The state of AM in aerospace
One of the most widely cited applications of AM in aerospace is the LEAP fuel nozzle tip, developed by GE and CFM International. Though it entered service in 2016, its development began nearly a decade earlier – well before most AM standards and qualification frameworks had been established.
Since then, a number of successful AM deployments have followed. These include low-pressure turbine blades (GE9X), engine casings (GE turboprop), actuator components (Liebherr, A380), and thrust reverser cascades (Collins Aerospace). AM-specific alloys have also emerged, particularly in the aluminium and titanium families. However, introducing new materials into aerospace remains challenging due to the extensive –and costly – qualification required. Approvals must be secured well ahead of programme milestones, as designs are frozen early in development. GE’s decision to proceed with the LEAP nozzle involved significant risk, likely supported by parallel design contingencies.
In the maintenance, repair, and overhaul (MRO) domain, AM follows a different trajectory. Early activity has centred on defence programmes, notably within the US Department of Defense (DoD), which continues to operate ageing fourth-generation aircraft. But commercial MRO efforts have also gained momentum, particularly where obsolescence and long lead times pose operational risks.
Fig. 3 The GE9X turbofan is the ultimate demonstration of the capabilities of AM, containing more than 300 metal additively manufactured parts. The engine has been selected by Boeing for its 777X airliner (Courtesy GE Aerospace)
Aircraft-on-ground (AOG) events are costly across both sectors, reinforcing AM’s role in targeted repairs and spares provisioning.
Towards blue skies
Consensus standards provide a vital contribution to aircraft quality and safety. They can also significantly reduce costs and increase efficiency by aligning various company frameworks and codifying industry best practices. As aerospace R&D funding becomes more targeted, particularly in areas such as sustainability and advanced manufacturing, technical standards play an increasingly important role in aligning innovation with regulatory and programme requirements. SAE International has played a central role in aerospace for more than a century. Its industry-led AMS documents are the de facto standard for aviation materials, valued for their empirical rigour and technical integrity. Developing
and maintaining such guidance remains complex, particularly as AM continues to expand into new applications and certification pathways.
The AMS AM committee is one of more than 180 technical committees overseen by SAE International, each focused on developing and maintaining aerospace specifications. As materials and manufacturing methods continue to evolve, sustaining the relevance and technical clarity of these documents remains a continuous challenge. AMS standards continue to serve as a key reference point for quality and consistency in aerospace materials.
Author Bill Bihlman
Programme Director, Composites, Fraunhofer USA
Member, SAE International Executive Council, AeroTech Conference bihlman@aerolyticsllc.com www.sae.org
Innovation in different segments of metal injection molding (MIM), ceramic injection molding (CIM), and cemented carbide injection molding (CCIM), is responsible for the rapid growth of this technology. Estimated global sales are over $3.5 billion and could possibly double in a span of five years. The objective of this conference is to explore the innovations and latest accomplishments in the areas of part design, tooling, molding, debinding, and sintering of MIM parts. The conference will also focus on the developments in MIM processing of different materials, including metals and alloys, ceramics, and hard metals.
CALL FOR PRESENTATIONS!
We invite you to contribute to our technical program focusing on:
• Theme: “Designing MIM Materials and Parts for Performance and Value”
• Submissions: All proposals welcome!
• Distribution: All presentations will be shared with conference registrants.
Conference Highlights:
• Explore innovations in:
° Metal Injection Molding (MIM)
° Ceramic Injection Molding (CIM)
° Cemented Carbide Injection Molding (CCIM)
• Discuss advancements in:
° Part design
° Tooling
° Molding
° Debinding and sintering
Who Should Attend?
• Product designers
• Engineers
• Manufacturers
• Researchers
• Educators and students
Join us and be part of this exciting field!
February 23–25, 2026
Visit MIM2026.org to submit an abstract.
Transforming suppressor engineering with metal Additive Manufacturing
Metal Additive Manufacturing is reshaping suppressor production. Where conventional designs demanded dozens of machined parts, AM enables monolithic builds with optimised gas pathways, reduced weight, and minimal waste. This shift not only simplifies manufacturing, but also enhances reliability by eliminating tolerance stack issues. As James Patterson explains, a century after Hiram Percy Maxim’s original silencer, the technology he pioneered is being redefined through AM, offering new levels of performance, efficiency, and design freedom in suppressor engineering.
More than a century ago, Hiram Percy Maxim (1869-1936) set out to solve a problem that is still relevant today: how to make firearms quieter and less disruptive. As he explained, “The Maxim Silencer was developed to meet my personal desire to enjoy target practice without creating a disturbance. I have always loved to shoot, but I never thoroughly enjoyed it when I knew that the noise was annoying other people.”
Maxim grew up in Brooklyn during the Second Industrial Revolution, in a family closely connected to invention: his father, Sir Hiram Stevens Maxim, created the Maxim machine gun, while his uncle, Hudson Maxim, worked on smokeless gunpowder. Rather than following directly into munitions, he explored a wide range of mechanical fields, from automobiles to radio. His early career included work at Pope Manufacturing Company, where he gained experience in automotive design and internal combustion engines.
It was the noise of these engines, which he described as “shaking, rattling, and emitting a revolting mix
of oil, fire, smoke, and smell,” that drew his attention to sound reduction. This led him to apply similar principles to firearms. By 1902, he had developed a practical device to reduce gunshot noise, and in 1909, he was granted a US patent for what became known as the Maxim Silencer. The invention, initially inspired by his
work on engines, reduced both sound and recoil, and established a technical foundation for all subsequent suppressor designs.
Leap forward nearly a century and another engineer and creative mind, Chuck Hull, was equally frustrated by the status quo - in Hull’s case by the slow pace of traditional prototyping.
Fig. 1 An illustration of Hiram Percy Maxim’s original silencer device
3 Example of a suppressor mount (KeyMo adapter). The mount secures the suppressor to the host weapon (Courtesy James Patterson)
While working with ultravioletcurable resins, he devised a method of solidifying thin layers of liquid polymer with light. The approach, which he patented in 1986 as stereolithography (SLA), marked the beginning of commercial Additive Manufacturing and led to the founding of 3D Systems. Hull’s idea – to build parts layer by layer rather than remove material – was at first limited to plastics, but it introduced a principle that would underpin many subsequent AM processes.
In the years that followed, researchers and companies worldwide expanded on this concept, developing fused deposition modelling (FDM) and powder bed fusion by laser beam (PBF-LB) for both polymers and metals. These advances opened AM to applications in medicine, aerospace and consumer products. When Hull’s early patents expired in the 2000s, access to the technology widened further, encouraging both industrial adoption and experimentation by smaller-scale users.
This broader platform of processes and materials ultimately provided the technical pathway to producing complex metal components, including today’s additively manufactured suppressors.
How do suppressors work?
When a firearm is discharged, each particle of gunpowder produces a supersonic shockwave. Combined with the passage of the bullet itself, these overlapping shockwaves generate the sharp report of a gunshot. A suppressor reduces this effect by slowing and redirecting the expanding gases into a series of chambers or baffles, allowing them to dissipate into a transonic or subsonic regime before leaving the muzzle. The bullet still produces its own shockwave, but the overall sound pressure is reduced.
The basics of suppressor geometry are generally well understood. A ‘blast chamber’ sits
Fig. 2 A page from Hiram Percy Maxim’s 1912 silencer patent
Fig.
just after the muzzle and leads into a series of baffles – usually conical – that divert expanding gases away from the bore axis. In practical terms, the design comes together as an assembly comprising a mount that attaches the device to the weapon, a threaded tube providing space for one or more baffles or cores, and an end cap that closes the unit furthest from the muzzle.
The baffles themselves are the critical elements, shaping and slowing the gas flow, while the end cap may also include features to limit muzzle flash.
The ‘Iron Triangle’
Suppressor performance is best understood as a three - way trade - off between sound reduction, size/weight, and back - pressure, or the ‘Iron Triangle’ of suppression. Outcomes also depend on the host platform (calibre, barrel length, action type) and ammunition.
The first is sound reduction, typically measured in dBA, with most suppressors achieving between 25 and 35 dB of attenuation. The second is physical size, since a larger device may improve suppression but at the cost of weight and handling. The third is pressure: excessive back pressure can damage or destroy the suppressor and may also create uncomfortable blast effects for the user.
Leveraging DfAM: consolidating assemblies and shaping gas flow
Since you are reading this in Metal AM , you have probably already considered the ways that AM can improve suppressor design. The most obvious starting point is the assembly. Some conventionally manufactured suppressors are made up of twenty or more separate parts. With AM, all of that can be combined into a single, monolithic build. The benefits are
Fig. 4 Schematic of a suppressor (Courtesy James Patterson)
Fig. 5 Cutaway view of an AM suppressor design (Courtesy James Patterson)
immediate: lower weight, greater strength, and far fewer issues with tolerance stack. Misalignment between the bore and the baffles or endcap can cause strikes that damage the device or even send the projectile off course – a risk dramatically reduced in a onepiece design. On top of this, the production workflow is shorter, and post-processing becomes much simpler.
Conventional manufacture of suppressors at scale demands a significant investment in equipment and material. At a minimum, it requires a CNC lathe with a large through-spindle of around 50 mm capable of threading operations, ideally with live tooling. CAD/CAM software is essential, along with either an experienced programmer or a machinist who can handle NC programming directly. Production also consumes a large amount of stock material – weldless tubing and bar stock for baffles, mounts and endcaps – much of which is lost as chips, with waste levels being very high. Components often need post-process heat treatment, followed by manual assembly. Finally, each device must be marked for registration, a step often performed using lasers. By contrast, the requirements for producing a suppressor with metal AM are considerably reduced. At the most basic level, all that is needed is a suitable AM machine with sufficient Z-height for the design, CAD software, and heat treatment where necessary. Once the build is complete, a saw is used to remove the part from the plate, and the ends are turned and threaded on a manual or CNC lathe.
At this point, we are already lighter, more accurate, and stronger, with a much shorter workflow and logistics chain. Now, we have a chance to apply strategies and features often ignored in conventional manufacturing because of their complexity – the sorts of features that would be prohibitively expensive to produce without AM.
Fig. 6 A selection of metal AM suppressors and blast baffles (Courtesy James Patterson)
Fig. 7 Suppressor design showing ribbing in the blast baffle area, included to increase strength under high pressure (Courtesy James Patterson)
Blast baffle ribs
While not strictly necessary, internal ribs or striations in the blast baffle (Fig. 7) area can improve mechanical strength and fatigue resistance. In conventional manufacturing, adding such features would require secondary machining steps or complex tooling, which makes them uncommon.
Mouse holes
Pass-through vents, or ‘mouse holes’ (Fig. 8) are very small openings – typically 1.5 mm or less – placed at the periphery of baffles to bleed pressure from one chamber into another. In conventional manufacturing, producing these requires cutting with a fine tool on an uneven surface. At minimum, this calls for live tooling on a lathe, and more often a separate machining cell, since milling a large number of such holes is relatively time-consuming.
Flow restrictors
‘Flow restrictors’ (Fig. 9) are intended to mimic the curls in Maxim’s patented design. Their purpose is to stop gas from reflecting into the open bore where it can more easily escape. This profile would be fiendishly complex (read: ‘expensive’) to machine with the undercut, requiring specialised cutters and/or a multi-axis mill.
Flash arrestors
Flash arrestors (Fig. 10) are among the more straightforward features to produce. Many suppressors already incorporate a version of this device within the endcap, but these tend to be smaller and therefore limited in effectiveness.
Baffle clips
Baffle clips are a straightforward and well-understood modification to an existing baffle. They can be produced using live tooling on a lathe or in a secondary milling step. Their purpose is to increase turbulence, raising internal pressure and slowing the movement of the blast wave.
Fig. 8 Pass-through vents or ‘mouse holes’ in the baffle periphery to bleed pressure between chambers (Courtesy James Patterson)
Fig. 9 Flow restrictors, or ‘Maxim baffles’, designed to disrupt gas flow (Courtesy James Patterson)
Fig. 10 Flash arrestor detail (Courtesy James Patterson)
Such features are straightforward to incorporate with Additive Manufacturing. Many involve removing material rather than adding it, which shortens build time and reduces cost. In practice, it is simply a matter of modelling them in CAD, ensuring the angles suit the chosen alloy and AM machine, and starting the build.
Materials
A wide range of materials can be used in suppressor manufacture by Additive Manufacturing. The most suitable share key characteristics: high tensile strength, corrosion resistance, sufficient high - temperature strength and oxidation resistance, and controlled ductility. Material options include stainless steels, titanium alloys and nickel superalloys – all of which are challenging to machine conventionally and come at significant cost. In this context, AM offers clear efficiency benefits: where machining titanium bar stock may result in material losses of up to 90%, powder-bed processes typically waste less than 2%.
Titanium
Titanium was among the first metals to be widely adopted in Additive Manufacturing, initially for medical implants before expanding into
aerospace and defence applications. Its combination of low density, high strength and high melting point makes it a logical material for suppressor design. The main limitations are its cost and relatively poor wear resistance.
17-4PH stainless steel
Often considered a widely used entry - level AM alloy, 17-4PH is durable and heat-treatable. Many companies already machine muzzle devices, end caps and mounts from this alloy, which makes it a practical choice for shops familiar with it. It is also inexpensive and widely available.
Nickel-based superalloys
Nickel-based superalloys are widely used in suppressor manufacture for their ability to retain mechanical properties at the high temperatures generated during firing. Alloys such as Inconel 718 were among the first to be processed by Additive Manufacturing, giving the industry extensive experience with their behaviour in AM. Other grades, including 625 and the more recent Haynes 282, offer broadly similar performance when assessed in the context of the overall weapon system.
The limitations are familiar: nickel-based superalloys are heavier than titanium, costly, and, depending on the grade, they may require
“Alloys such as Inconel 718 were among the first to be processed by Additive Manufacturing, giving the industry extensive experience with their behaviour in AM. Other grades, including 625 and the more recent Haynes 282, offer broadly similar performance...”
anything from simple stress relief to more complex heat-treatment and ageing cycles.
Aluminium
Conventional AM aluminium alloys, such as AlSi10Mg, lack the mechanical properties needed for a reliable suppressor. More recently, advances in materials technology have made higher-strength grades from the emerging 6xxx and 7xxx series available from manufacturers including Elementum3D and Toyal.
Aluminium is the lightest of the common AM materials, and its alloys are relatively straightforward to machine. However, in powder form for AM, they present processing and safety challenges, and advanced grades are costly compared to steels or nickel alloys. For suppressors, their use remains limited to lowpressure pistol calibre.
Regulation and access: how policy shaped adoption
In the United States, suppressors are present in both the civilian market and in military service, though access and applications differ significantly, and some of the most significant influences on suppressor adoption have been regulatory.
Under the US National Firearms Act, the process of legally acquiring a suppressor has long been arduous, expensive and time-consuming. A prospective owner must establish a Trust or LLC, or else be designated legally as the sole possessor. They are required to submit to an FBI background check, including fingerprints and an ID photograph, and pay a non-refundable $200 tax (scheduled to be reduced to $0 as of January 1, 2026). The device’s serial number and other details must be registered with the Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF), and any interstate movement of the device has to be reported in writing. Possession of an unregistered suppressor remains a federal crime, carrying a potential prison sentence of up to ten years.
Silencer Shop, founded in 2010, set out to make the acquisition process less complex. Its kiosks, now numbering more than 1,500 across the US, allow buyers to complete the trust, background check (including ID and fingerprints) and tax payment in one place. By 2014, the number of privately owned suppressors had doubled.
In 2015, an important milestone was reached with the development of a fully additively manufactured suppressor produced by selective laser sintering with a composite material (nylon with a dispersed metal powder). Although the designer remains anonymous, the example demonstrated how AM could be applied directly to suppressor manufacture.
Future directions
Suppressors have followed a cyclical path. Hiram Percy Maxim’s early work on reducing firearm noise laid the foundation for a technology that, although sidelined for much of the 20 th century, never disappeared. A century later, Hull’s development of stereolithography was one of the first commercial milestones in Additive Manufacturing.
The resurgence of suppressors since the early 2000s reflects both technological and doctrinal change. Long constrained by regulation and public perception, they are now more widely regarded for their role in hearing protection and recoil mitigation, alongside military applications. In the US, revised doctrine placed greater emphasis on reducing acoustic signatures, prompting companies such as SureFire to develop suppressors designed for sustained use. Similar shifts have occurred internationally, though to varying degrees.
At the same time, innovations such as Silencer Shop’s streamlined acquisition process have made suppressors easier to obtain legally, with approximately 4.5 million suppressors registered with the federal government by the end of
IN THE NEWS:
Primary Weapon Systems expands suppressor production
Primary Weapon Systems uses Additive Manufacturing to produce its BDE range of suppressors. Additive Manufacturing enables the design of internal structures that allow gas to be diverted within the baffle structure (Courtesy Primary Weapon Systems)
In July 2025 it was announced that Vigilant Gear, LLC, operating as Primary Weapon Systems (PWS), based in Boise, Idaho, USA, had acquired an SLM 500 metal Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine from Nikon SLM Solutions, Lübeck, Germany. The new machine is expected to meet the growing demand for its additively manufactured suppressors, targeted at both commercial and government markets.
“We have been at capacity with our current machine for over a year,” stated John Meehan, Director of Engineering at Primary Weapon Systems. “The SLM-500 is a welcome addition to our in-house capabilities, and I have no doubt it will perform flawlessly and increase our production bandwidth.”
The SLM 500 will also allow Primary Weapon Systems to expand material capabilities, adding Haynes 282, a nickel-based superalloy known for its strength and high-temperature performance. The company expects this to open
up new engineering possibilities for suppressor applications where material performance is critical.
“In the end, the SLM 500 provided the best of both worlds,” added Meehan. “The quad lasers allow high production outputs for PWS’s BDE suppressor line while delivering a competitively priced finished product.”
Installation and qualification will take place at the company’s 6,000 m 2 (60,000 sq. ft.) vertically integrated Boise facility, where key components such as receivers, handguards, barrels, and additively manufactured parts are produced. The adoption of the new Additive Manufacturing machine is anticipated to reduce lead times for customers and support faster introduction of new models and technologies.
Nikon stated that this investment highlights the increasing role of Additive Manufacturing in the firearms industry, especially for performance-critical components like suppressors.
Oerlikon marks 25,000 additively manufactured suppressors made from MetcoAdd nickel powder
In June 2025 Oerlikon AM, the Additive Manufacturing division of Oerlikon, headquartered in Pfäffikon, Switzerland, announced that it had achieved a major production milestone with the delivery of its 25,000 th additively manufactured suppressor, produced using Oerlikon MetcoAdd nickel powder.
Manufactured at Oerlikon’s 125,000 sq ft production facility in Huntersville, North Carolina, USA, Oerlikon leverages Laser Beam Powder Bed Fusion (PBFLB) technology to produce metal components for critical defence applications.
Dan Haller, Head of Commercial at Oerlikon AM, shared,
“Unlike traditional suppressors that require complex, multi-part assemblies and often generate high back pressure, the 3D-printed suppressors we manufacture are single-piece designs with significantly lower back pressure.”
Oerlikon works directly with firearms and suppressor customers to develop innovations that reduce gas blowback, minimise operator exposure to harmful gases like carbon monoxide and lead, and lower the risk of hearing loss and brain injuries caused by repeated muzzle blasts. These innovations are also extremely durable, enhancing reliability and longevity in the field.
www.oerlikon.com
“With metal AM, these assemblies can be consolidated into a single monolithic build. Features such as mouse holes or flow restrictors, once difficult and costly to produce, can now be incorporated directly at the design stage.”
2024 [1]. This growth reflects greater acceptance of suppressors for practical purposes such as hearing protection and noise reduction, echoing Maxim’s original intent to minimise disturbance.
Metal Additive Manufacturing has introduced new design freedoms and efficiencies that are directly influencing suppressor development. Conventional suppressors often consisted of dozens of separate parts and generated high levels of material waste during machining. With metal AM, these assemblies can be consolidated into a single monolithic build. Features such as mouse holes or flow restrictors, once difficult and costly to produce, can now be incorporated directly at the design stage. Materials including titanium, 17-4PH stainless steel, and nickel-based superalloys provide the required strength and thermal resistance, supporting designs that balance the ‘Iron Triangle’ of sound reduction, size and pressure.
Conclusion
The integration of Additive Manufacturing into suppressor production is likely to increase in the coming years. Some forecasts suggest that by 2032, around one-third of suppressors could be manufactured using metal AM. The appeal lies in the ability to consolidate assemblies, reduce waste, and enable more complex geometries that would be difficult or uneconomical to produce conventionally.
Although the connection between Maxim’s original silencer and today’s AM-enabled suppressors is indirect, developments in Additive Manufacturing – from early polymer processes to modern metal applications – have provided a platform for revisiting long-standing design challenges. Metal AM now offers a practical means of improving suppressor performance in terms of sound reduction, durability and manufacturability, continuing a line of innovation that began over a century ago.
Oerlikon AM has delivered its 25,000 th AM suppressor, manufactured using Oerlikon MetcoAdd nickel powder (Courtesy Oerlikon)
Author James Patterson Tampa, Florida, United States www.zer0andsons.com xandre162@gmail.com
James Patterson has twenty-five years of experience as a manual and CNC operator, programmer, set-up machinist, and consultant across the tool and die, mouldmaking, automotive, firearms and aerospace industries. He has worked with Powder Bed Fusion since 2010 and with metal AM since 2014, serving internationally as a metal AM applications engineer from 2014 to 2020. Since 2020, additively manufactured suppressors have been a core focus. He is the founder of Zer0 and Sons, LLC, which seeks to advance firearm sound suppression as a hearing-safety and acoustics challenge, in the tradition of Hiram Percy Maxim.
References
[1] Reuters, ‘US Republican budget proposal has removal of gun silencer tax in its sights’, Accesible at: https://www.reuters.com/world/ us/us-republican-budget-proposalhas-removal-gun-silencer-tax-itssights-2025-05-14/
IN THE NEWS:
Award-winning suppressor manufactured by Amaero for Wedgetail Industries
This firearms suppressor won an award for Amaero and its customer, Wedgetail Industries (Courtesy MPIF)
In the 2024 Metal Powder Industries Federation (MPIF) PM Design Excellence Awards, A Grand Prize in the Military/ Firearms Category for metal AM components was awarded to Australia’s Amaero and its customer, Wedgetail Industries, for a firearms suppressor shown above. The suppressor is made by PBF-LB, using either Ti-6Al-4V or Inconel 718.
MPIF stated that firearms suppressors are typically manufactured as an assembly of precision machined components, joined with one or more threaded joints. Metal AM provides the opportunity to create very complex suppressor designs that contain no mechanical joints, and permits design details that are unachievable through traditional manufacturing processes.
Industry events
Metal AM magazine is dedicated to driving awareness and development of metal Additive Manufacturing and its related technologies. Key to this aim is our support of a range of international partner conferences and exhibitions. View our complete events listing on www.metal-am.com
Smart Manufacturing Aerospace & Defense
October 28, Chicago, IL, USA www.amg-world.co.uk/smart-manufacturingaerospace-defense/
Advanced Engineering
October 29–30, Birmingham, United Kingdom www.advancedengineeringuk.com
Medical Device Manufacturing & R&D Summit
November 3–4, Chicago, IL, USA www.nov25.medicaldevicemanufcturingrdsummit.com
America Makes Fall Technical Review & Exchange (TRX)
November 4–6, Charlotte, NC, USA www.americamakes.us/events/
Aerospace & Defense Manufacturing & R&D Summit
November 13–14, Westlake Village, CA, USA www.nov25.aerospacedefensesummit.com/
Space Tech Expo Europe
November 18–20, Bremen, Germany www.spacetechexpo-europe.com
Formnext 2025
November 18–21, Frankfurt am Main, Germany www.formnext.com
43 rd Hagen Symposium
November 27–28, Hagen, Germany www.hagener-symposium.de
2026
Advanced Aerospace Manufacturing Conference
January 27, 13:00 - 16:00 CEST, Online www.worldbigroup.com/advanced-aerospacemanufacturing
Military Additive Manufacturing Summit & Technology Showcase (MILAM)
February 3–5, Tampa, FL, USA www.militaryam.com
MIM 2026 International Conference on Injection Molding of Metals, Ceramics and Carbides
February 23–25, Jacksonville, FL, USA www.mim2026.org
Additive Manufacturing Strategies 2026
February 24–26, New York, NY, USA www.additivemanufacturingstrategies.com
10 th AM Forum 2026
March 10–11, Berlin, Germany en.am-forum.de
AMUG 2026
March 15–19, Grand Sierra Resort, NV, USA www.amug.com
PM China 2026 | AM China 2026
March 24–26, Shanghai, China en.pmexchina.com | www.amatex.cn
RAPID + TCT 2026
April 14–16, Boston, MA, USA www.rapid3devent.com
Elmia 3D
May 19–22, Jönköping, Sweden www.elmia.se/en/3d/for-exhibitors/
3D Print Lyon Congress & Exhibition
June 2–4, Chassieu, France www.3dprint-exhibition-lyon.com
HI-AM Conference – Holistic Innovation in Additive Manufacturing June 22–23, Banff, AB, Canada hiam.uwaterloo.ca/2026/
WorldPM 2026 | AMPM 2026 | Tungsten2026
June 25–29, Montreal, Canada www.worldpm2026.org | www.ampm2026.org www.tungsten2026.org
Euro PM 2026 Congress and Exhibition October 11–14, Budapest, Hungary powdermetallurgycongress.com
If you would like to see your metal Additive Manufacturing related event listed in this magazine and on our websites, please contact:
Merryl Le Roux, Operations and Partnerships Manager merryl@inovar-communications.com
Advertisers’ index & buyer’s guide
Our advertisers’ index and buyer’s guide serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment. In the digital edition of Metal AM magazine, available at www.metal-am.com, simply click on a company name to view its advert, or on the weblink to go directly to its website.
AM MACHINES
Laser Beam Powder Bed Fusion (PBF-LB)
Electron Beam Powder Bed Fusion (PBF-EB)
Sinter-based AM
Directed Energy Deposition (DED)
Cold Spray
METAL POWDER
Amaero Ltd
www.amaeroinc.com
Arcast Inc. 136 arcastinc.com/materials.htm
Avimetal AM Tech Co., Ltd 68 www.avimetalam.com
BÖHLER Edelstahl GmbH & Co KG 111 www.bohler-edelstahl.com
Chung Yo Materials 132 www.cymaterials.com.tw
CNPC Powder Group Co., Ltd. 31 www.cnpcpowder.com
Constellium 125 www.constellium.com
ECKART GmbH 100 www.eckart.net
Epson Atmix Corporation 121 www.atmix.co.jp
FOMAS S.p.A. - Mimete 41 www.fomasgroup.com
GKN Powder Metallurgy 29 www.gknadditive.com
Global Advanced Metals Pty Ltd 209 www.globaladvancedmetals.com
Globus Metal Powders 82 www.globusmetalpowders.com
Jon Craxford, Advertising Sales Director Tel: +44 207 1939 749 jon@inovar-communications.com
Newsletter subscribers also benefit from a free digital subscription to Metal Powder Technology magazine.
Create airworthy parts with reduced weight and improved performance. We are uniquely qualified to help you rapidly design and produce consolidated components for aerospace and defense applications, accelerate the certification process, and optimize your entire supply chain.
• Acceleration and risk reduction in additive manufacturing development
• Lightweight, high-efficiency AM structures
• Proven in collaboration with NASA and leading research teams