


cavi per posa mobile





cavi precablati simili agli standard di 40 produttori








catena, cavi, tubi, connettori, rack di trasporto da un unico fornitore, pronto per l’installazione




di Chiara Tagliaferri

cavi per posa mobile
cavi precablati simili agli standard di 40 produttori
catena, cavi, tubi, connettori, rack di trasporto da un unico fornitore, pronto per l’installazione
di Chiara Tagliaferri
C’è un momento, nella storia di ogni tecnologia, in cui è bene fermarsi e chiedersi: a cosa serve davvero? Non quanto è potente, non quanto è veloce, ma quale senso porta con sé. L’AI è entrata nelle nostre vite con la promessa di essere “utile”: ottimizzare processi, ridurre errori, prevedere scenari complessi. Se ci pensate, l’automazione ha trasformato radicalmente le fabbriche, ma il suo obiettivo era chiaro: semplificare la fatica, alleggerire il peso del lavoro manuale, abbattere costi e aumentare profitti. Oggi, con l’Intelligenza Artificiale, accade qualcosa di diverso: questa tecnologia ci ha spinto a ripensare al senso stesso delle nostre azioni e ci sta portando giustamente ad un cambiamento tanto radicale che fatichiamo a definirlo tanto che ci dividiamo ogni giorno tra chi sceglie di lasciarsi travolgere da quest’onda inarrestabile, chi vuole arginarla, chi resta a guardarla da una riva sicura. Personalmente credo che questa pluralità di reazioni sia giusta. L’AI non è un oracolo, non è un nemico, non è un oggetto sconosciuto. È uno strumento fatto di dati e algoritmi. Può essere la chiave che apre porte chiuse da decenni, ma può anche diventare un labirinto se smettiamo di governarne il senso. Il pericolo non è la macchina che pensa, ma l’uomo che smette di interrogarsi. L’AI può essere gioco, arte, sorpresa: un diletto che accende la fantasia. Ma oggi, più che mai, dobbiamo darle una rotta chiara, perché un’innovazione senza bussola può portare
alla deriva. Pensiamo alla manutenzione predittiva: un tempo era il rumore di un ingranaggio a dirci che qualcosa non andava. Oggi, sensori e algoritmi anticipano il guasto prima che accada, evitando fermi macchina e sprechi. l’AI simula migliaia di scenari in poche ore, riducendo i tempi di sviluppo di componenti complessi. Non sostituisce l’ingegno umano, lo amplifica. E poi l’altro volto, quello dilettevole: l’AI che genera immagini sorprendenti, contenuti goliardici, o deepfake che diventano virali. Ma in un mondo di risorse limitate, non sarebbe bello indirizzare sforzi in ricerca scientifica e innovazione prioritariamente verso l’utile? Non per annullare il dilettevole ma volendo declinare anche quello verso scopi etici e umani. Perché il futuro non è scritto nel codice: è scritto nelle scelte che facciamo oggi. Prima l’utile – ciò che rende i processi più sicuri e sostenibili, le vite più semplici e felici – e poi, solo allora, lasciarsi trasportare dal dilettevole. Non per spegnere la creatività, ma per custodirla dentro confini che abbiano senso. Perché penso che, il progresso non sia libertà assoluta, ma piuttosto libertà guidata da responsabilità.
chiara.tagliaferri@cnr.it




16 Industria meccanica, cala la fiducia
18 Macchine utensili nuove stime 2025
20 Una lunga storia di equilibratura
22 Bystronic a Blechexpo 2025
24 Simodec 2026
26 Controlli numerici e software avanzati
28 Dispositivo di feedback per il motion control
32 Space Economy: i migliori cluster globali e il ruolo dell’Italia
STORIA DI COPERTINA
38 Eccellenza nella rettifica senza centri: la tradizione e il futuro di Ghiringhelli
SPECIALE UTENSILI DI NUOVA GENERAZIONE
44 Dalle prestazioni al service, verso la fabbrica connessa
RICERCA&INNOVAZIONE
62 Produzione meccanica per mercati critici



IN FABBRICA
66 Qualità e alta tecnologia
70 La differenza: riaffilare gli utensili
72 Sicurezza, tracciabilità e trasparenza
PRISMA
74 Prodotti


Oltre 1.000 codici in promozione del catalogo ABC Tools 57.
Per il decimo anno consecutivo, FERVI conferma il sostegno alla Vanoli Basket Cremona per la nuova stagione 2025-2026. Un legame fondato su valori condivisi come impegno, passione e crescita, che rafforza la presenza dell’azienda accanto alla comunità sportiva cremonese.
Il rinnovo di questa partnership rappresenta un ulteriore segno della vicinanza di FERVI al mondo dello sport e a valori come l’impegno, la determinazione, il lavoro di squadra e la crescita continua.
L’accordo prevede diverse iniziative di brand exposure sia fisiche, durante le partite e le interviste, sia digital: il logo dell’azienda emiliana sarà infatti presente sulle divise dei giocatori, ma anche sul maxischermo, sui led televisivi a bordo campo e sul sito web della squadra, garantendo così visibilità al marchio.
«Per FERVI sostenere Vanoli Basket Cremona significa credere in un progetto

sportivo che parte dai giovani e arriva ai professionisti, valorizzando passione, impegno e spirito di squadra con il concetto di una grande Famiglia con la quale portare avanti un percorso continuo di crescita. È un progetto che sentiamo vicino ai nostri valori aziendali e che siamo orgogliosi di rinnovare anche quest’anno» – dichiara Ermanno Lucci, Sales & Marketing Director di FERVI.
Attiva nel settore MRO (Maintenance, Repair and Operations), FERVI è oggi un punto di riferimento nella fornitura di macchine, utensili e attrezzature professionali destinati alla manutenzione e alla riparazione, alla produzione industriale e artigianale, oltre che al faida-te.
Con un approccio fortemente customer-oriented, l’azienda continua a crescere e innovare, con l’obiettivo di offrire sempre i migliori prodotti e servizi ai lavoratori professionisti, alle industrie, alle officine e agli artigiani.
Bystronic annuncia la nomina di Wilfried de Backer a Chief Service Officer, con effetto dal 1° ottobre 2025. Riporterà al CEO Domenico Iacovelli e farà parte dell’Executive Board. Succede a Eamon Doherty, che ha lasciato Bystronic a inizio settembre. Wilfried de Backer arriva in Bystronic da Rieter AG, dove ha ricoperto il ruolo di Senior Vice President, After Sales Operations. In precedenza ha lavorato come General Manager della divisione Spare Parts Delivery di General Electric Service in Svizzera e come Director of Manufacturing Operations per Alstrom Power negli Stati Uniti. “L’esperienza di Wilfried nel migliorare l’efficienza operativa e i livelli di servizio clienti sarà una grande risorsa per Bystronic. Siamo certi che sotto la sua guida continueremo a far crescere il nostro business nei servizi e a rafforzare la soddisfazione dei clienti,” ha dichiarato Domenico Iacovelli, CEO di Bystronic.


Questa settimana il team organizzativo della BIEMH, Biennale Internazionale delle Macchine Utensili, partecipa alla EMO di Hannover, con un’agenda fitta di incontri con i professionisti dei settori strategici e dei Paesi che prenderanno parte alla 33a edizione del salone basco. La fiera di riferimento internazionale per le tecnologie di produzione e il settore metallurgico consentirà ai dirigenti della BIEMH e alla loro rete di agenti all›estero di mantenere i contatti con i clienti di tutto il mondo e di stabilirne di nuovi ai massimi livelli. L’EMO chiuderà il calendario degli eventi principali di quest›anno e sarà la BIEMH ad aprire la stagione fieristica 2026 dal 2 al 6 marzo presso il Bilbao Exhibition Centre.
Le questioni specifiche saranno discusse anche nelle interviste che si terranno nei prossimi giorni. A poco più di cinque mesi dall›inaugurazione, molte aziende stanno preparando la loro partecipazione alla BIEMH, definendo quali attrezzature e macchine di ultima generazione presentare all’evento. Proprio per rafforzare il suo valore differenziale come vetrina tecnologica dal vivo, quest’anno l’organizzazione ha implementato misure di supporto che faciliteranno la presenza di macchinari e soluzioni operative di grande formato negli stand stessi.
L’intera catena del valore della produzione avanzata sarà protagonista alla BIEMH, con esposizioni che spazieranno dalle macchine utensili e ai processi passando per le attrezzature, i componenti, gli accessori, la metrologia e i servizi di produzione. Non mancherà un›area specifica dedicata alla robotica, all›automazione e
alla digitalizzazione. Ad oggi, 1.000 aziende espositrici provenienti da 26 Paesi hanno confermato la loro partecipazione, registrando più di 2.000 prodotti innovativi nella directory. La campagna è ben avviata e si sta già lavorando ad alcune delle sue tappe più importanti, come il disegno delle planimetrie e la distribuzione degli spazi, o il programma VIP per i buyer internazionali.
Gli incontri con le associazioni di settore e le aziende con un grande potenziale di investimento provenienti da Paesi come Germania, India, Turchia, Stati Uniti, Regno Unito, Canada, Svizzera e Messico sono una parte molto importante dell’agenda di Hannover, che si completerà nei prossimi mesi con viaggi in Marocco, Francia, Portogallo e Italia, oltre che a livello nazionale. Si tratta di mercati in cui settori quali quello aeronautico, dei beni strumentali, automobilistico, della difesa, energetico, ferroviario, oil&gas, siderurgico e della subfornitura industriale registrano una forte domanda di soluzioni industriali.
Con tutto questo, e sostenuta da un ambiente industriale forte e diversificato, la BIEMH occuperà una posizione di primo piano nel calendario 2026. Sarà un anno di grandi sfide, in cui l›evento riaffermerà il suo impegno per lo sviluppo del settore, offrendo nuovi impulsi alle aziende dedicate alle macchine utensili e alla produzione avanzata.
BIEMH 2026 è organizzata da AFM, Machine Tool Manufacturers; da AIMHE, Machine Tools Importers e dal Bilbao Exhibition Centre, e ha come partner istituzionale la SPRI (Società per la Promozione e Riconversione Industriale) - Governo Basco.

SOSTENIBILITÀ
Seco punta a rendere la produzione rapida, facile e sostenibile lungo tutta la nostra catena del valore. Una parte importante di ciò è la definizione di obiettivi ambiziosi per le nostre attività, al fine di promuovere la sostenibilità ambientale e sociale come elemento centrale della nostra produzione.
Seco si è impegnata a raggiungere obiettivi significativi: conseguire il 90% di rifiuti circolari entro il 2030, operazioni a zero emissioni nette entro il 2035, migliorare la documentazione dei fornitori, ridurre l’impronta e garantire un ambiente di lavoro sicuro, sano e inclusivo, integrato nella cultura lavorativa e nel nostro contesto. Sebbene tutte queste aree siano vitali, può essere difficile per le sedi operative locali comprendere il quadro completo della sostenibilità, la loro posizione attuale, come si allineano con le ambizioni globali di Seco e da dove iniziare o dove concentrare i loro sforzi. Al momento del lancio della strategia di sostenibilità di Seco, aree come la salute e la sicurezza erano già ben integrate in molte unità, mentre aree come la circolarità e le emissioni nette pari a zero presentavano nuove sfide che richiedevano nuovi approcci. Nel 2021 è stata proposta un’idea: la valutazione della sostenibilità industriale, uno strumento progettato per le unità di produzione Seco per valutare il loro attuale livello di sostenibilità in tutte le aree, facilitando la definizione delle priorità e l’identificazione delle azioni volte a ottenere miglioramenti efficaci e di impatto. La valutazione definisce sei livelli, a partire dal livello 1, che in genere significa soddisfare i requisiti minimi da un punto di vista legale, fino al livello 6, che rappresenta le best practices o l’obiettivo finale. “I livelli da 2 a 5 forniscono passaggi strutturati e progressivi che una sede può intraprendere per avanzare verso il Livello 6.
Questa valutazione copre le principali aree di interesse di: Persone e comunità: valutazione di un’ampia gamma di aree, da
quelle tradizionali relative a salute e sicurezza, diversità, inclusione ed equità, fino agli aspetti chiave dell’ambiente lavorativo e del coinvolgimento della comunità.
Clima, biodiversità e circolarità: valutazione delle aree correlate a risorse, emissioni e rifiuti. Specifici per la sede: esaminano il modo in cui la sostenibilità è integrata nella produzione, negli impianti, nella struttura della sede, nelle infrastrutture e nel modo in cui la sede lavora allo sviluppo.
Fornitori: in che modo la sede gestisce la responsabilità dei fornitori a livello locale. Nel corso del 2021 e del 2022, questo metodo di lavoro è stato sviluppato in collaborazione con le sedi in Svezia e nei Paesi Bassi, integrando anche il contributo di altre sedi globali. L’obiettivo era garantire che lo strumento fosse creato dalle sedi per le sedi, traducendo la sostenibilità in termini pratici per i futuri utilizzatori.
Nel 2023 è stata lanciata la prima versione dello strumento in Excel per tutte le sedi di produzione. Tuttavia, il feedback degli utenti ha reso evidente la necessità di una soluzione più efficiente. Di conseguenza, è stato avviato un progetto per digitalizzare lo strumento in MyPages, creando un’esperienza più snella e facile da usare. Dal 2024, lo strumento di valutazione della sostenibilità ha aiutato le nostre sedi nel monitoraggio dei progressi verso gli obiettivi di sostenibilità globale di Seco. È in grado di affrontare le sfide principali come la comprensione delle attuali prestazioni di sostenibilità di una sede, la definizione delle priorità di miglioramento, il monitoraggio dei progressi nel tempo e la condivisione delle best practices tra le sedi. Lo strumento è compatibile con i dispositivi mobili e consente alle sedi di creare piani d’azione incentrati sulle aree di miglioramento chiave. Fornisce inoltre una panoramica dei progressi compiuti da ciascuna sede nelle aree sociali, ambientali e strategiche della sostenibilità.
SICUREZZA

B&R, la Divisione Machine Automation di ABB, ha ottenuto la certificazione IEC 62443-4-1 per l’intero processo di sviluppo dei propri prodotti. L’audit condotto da TÜV Rheinland accerta la conformità delle pratiche di sviluppo agli standard internazionali per la sicurezza nell’automazione industriale. La certificazione riguarda tutti i gruppi di prodotto e i team di sviluppo, dimostrando l’integrazione della cybersicurezza in ogni fase del ciclo: dalla definizione delle specifiche alla progettazione, implementazione, test e manutenzione. B&R sta alzando i propri standard qualitativi anche nello sviluppo software: quest’area altamente critica per la sicurezza ha ottenuto il “Livello di maturità 3”, il livello più alto previsto dallo standard IEC 62443-4-1. “Nell’automazione moderna, il software gioca un ruolo strategico”, afferma Florian Schneeberger, CTO di B&R. “Le nostre soluzioni sono progettate per garantire sicurezza fin dal primo momento.” Questa attestazione rappresenta un elemento cardine nella visione di lungo termine per B&R. “Dimostra quanto la cybersicurezza sia profondamente integrata nei nostri processi e applicata in modo sostenibile,” afferma Schneeberger. “I nostri clienti sono già preparati ad affrontare le sfide normative future come il Cyber Resilience Act dell’UE, previsto per il 2027, e beneficiano di procedure certificate che favoriscono l’innovazione.” La certificazione offre un vantaggio concreto per costruttori di macchine e operatori di impianti, poiché semplifica la conformità normativa e la documentazione, garantisce maggiore sicurezza negli investimenti e accelera l’immissione sul mercato dei nuovi prodotti. L’audit condotto da TÜV Rheinland conferma l’approccio “Secure by Design” di B&R, che prevede l’integrazione dei requisiti di sicurezza fin dalle prime fasi e lungo tutto il ciclo di vita del prodotto, per tutte le linee di sviluppo. B&R affianca concretamente i propri clienti nella gestione della cybersicurezza, offrendo corsi di formazione mirati, workshop personalizzati con esperti qualificati e supporto tecnico dedicato.Tra le proposte formative spiccano i corsi pratici come “Fondamenti di cybersicurezza e rafforzamento dei sistemi”, mentre la distribuzione di informazioni in formato CSAF leggibile dalle macchine conferma l’impegno dell’azienda nel rispondere in modo proattivo alle crescenti esigenze del mercato, garantendo soluzioni sicure, innovative e allineate alle normative future.

L’IA è una leva cruciale per affrontare le trasformazioni del mercato del lavoro e affrontare sfide demografiche future dell’Italia. Il 18% dei posti di lavoro equivalenti in Italia risulta già oggi automatizzabile e la quota potrebbe salire al 50% entro il 2033, con un impatto potenziale su circa 3,8 milioni di posti di lavoro equivalenti. Ma le stime dell’impatto devono tenere conto delle previsioni demografiche, per cui si stima un gap di 5,6 milioni di posti di lavoro equivalenti, pari al 25% degli occupati attuali. Entro il 2033, infatti, la popolazione italiana in età lavorativa calerà di 2,8 milioni, mentre i pensionati aumenteranno di 2,3 milioni, con 21,2 milioni di occupati previsti, mentre ne sarebbero necessari 26,8 milioni di occupati necessari per mantenere in equilibrio il sistema previdenziale. L’intelligenza artificiale è quindi leva necessaria per colmare parte del divario, a patto di investire in formazione, tutele ed equa redistribuzione dei benefici.
Sono alcuni risultati della ricerca dell’Osservatorio Artificial Intelligence del Politecnico di Milano, presentata oggi alla Camera dei Deputati al convegno “ Intelligenza Artificiale e Lavoro: evidenze sul Sistema Paese tra rischi e opportunità”. L’evento, promosso dal Presidente della Commissione Lavoro pubblico e privato della Camera dei Deputati, On. Walter Rizzetto (nella foto), ha visto la partecipazione dell’On. Andrea Giaccone, Membro della Commissione Lavoro pubblico e privato della Camera dei deputati, On. Chiara Gribaudo, Membro XI Commissione Lavoro Pubblico e Privato, On. Giulia Pastorella, Membro IX Commissione Trasporti, Poste e Telecomunicazioni, e On. Chiara Tenerini, Membro XI Commissione Lavoro Pubblico e Privato.
«L’intelligenza artificiale è un tema strategico per affrontare le sfide demografiche ed economiche che attendono l’Italia. - dichiara l’On. Walter Rizzetto, Presidente XI Commissione Lavoro della Camera dei Deputati – Per questo ho promosso con convinzione l’evento di presentazione dei dati dell’Osservatorio Artificial Intelligence del Politecnico di Milano.
strumenti di regolazione. L’obiettivo è accompagnare l’innovazione con politiche adeguate, capaci di coniugare competitività e tutela delle persone, affinché il progresso tecnologico diventi leva di crescita e coesione sociale.”
“Nel 2024 il mercato dell’Artificial Intelligence in Italia mostra una crescita record (+58%), toccando 1,2 miliardi di euro. Un risultato che testimonia l’interesse del tessuto produttivo a cogliere le opportunità offerte da questa tecnologia” afferma Alessandro Piva, Direttore dell’Osservatorio Artificial Intelligence. “E la tecnologia sta avendo già un impatto sulla vita quotidiana dei lavoratori italiani con il 61% che ritiene che l’IA abbia già cambiato molto o abbastanza il proprio modo di lavorare”. In particolare, il 54% segnala che l’IA semplifica e velocizza le attività, il 34% che l’IA svolge autonomamente alcune mansioni; il 17% che svolge nuove attività non sostituite dall’IA; per il 6% il lavoro è interamente dedicato alla supervisione dell’IA. Guardando al futuro, oltre 1 lavoratore su 10 si aspetta che molte attività del proprio ruolo possano essere sostituite dall’IA entro i prossimi cinque anni.

La Commissione Lavoro della Camera, che ho la responsabilità di presiedere, segue con grande attenzione le implicazioni dell’IA sul mondo del lavoro e ha già svolto una specifica indagine conoscitiva che ha permesso di individuare rischi, opportunità e
“Con il rilascio della seconda Strategia nazionale dell’IA per l’orizzonte 2024-2026, l’Osservatorio ha continuato il proprio lavoro di monitoraggio dell’ecosistema nazionale dell’Intelligenza Artificiale, raccogliendo oltre 30 indicatori che ci permettono di restituire una fotografia complessa e dettagliata del nostro contesto.” dichiara Giovanni Miragliotta, Direttore dell’Osservatorio Artificial Intelligence “Tra i temi toccati vi è quello della formazione. In questo ambito, i KPI sono incoraggianti da un lato, ma più preoccupanti dall’altro. Il numero di studenti STEM rimane pressoché stabile, circa 124mila nel 2023/24, mentre il numero dei dottorati in IA è più che raddoppiato tra il 2021/2022 e il 2022/2023, toccando quota 342, grazie allo stanziamento di fondi del PNRR. Tuttavia, non possiamo ignorare un dato allarmante: il flusso migratorio netto delle competenze italiane in IA è negativo, con un valore di -0,18 nel 2023, mentre paesi come il Regno Unito registrano valori positivi (+1,04). Questo ci impone di riflettere su come trattenere i talenti e favorire la loro crescita nel nostro paese, per non compromettere il potenziale che abbiamo costruito.”

Prende il via il 24 settembre il Roadshow 2025 – The Next Generation in Automation – di Mitsubishi Electric, un percorso itinerante in Italia e all’estero per presentare la nuova generazione di soluzioni per l’automazione industriale e di processo. Il roadshow sarà un viaggio dedicato all’innovazione, durante il quale Mitsubishi Electric presenterà la sua nuova generazione di soluzioni hardware e software attraverso momenti di confronto e aggiornamento tecnologico.
Il Roadshow 2025 partirà il 24 settembre da Padova e terminerà a dicembre, con undici tappe in tutta Italia e altre cinque all’estero nell’area South EMEA: un’occasione di incontro con le aziende per esplorare insieme il futuro dell’automazione.
“Lo scopo di questo viaggio itinerante è quello di promuovere sul territorio le soluzioni hardware e software di nuova generazione che abbiamo annunciato lo scorso giugno: con una dimostrazione tecnica live presente in tutte le tappe del roadshow offriamo ai clienti la possibilità di toccare con mano le funzionalità e le potenzialità dei nuovi prodotti”, spiega Marco Filippis, Marketing Manager Factory Automation & Mechatronics CNC di Mitsubishi Electric.
Nello specifico, le soluzioni protagoniste del Roadshow 2025 saranno:
• il nuovo controllore MELSEC MX (Manufacturing Transformation);
• i servosistemi di nuova generazione MELSERVO MR-JET;
• la piattaforma di visualizzazione e analisi dei dati industriali GENESIS 11;
• gli inverter compatti della serie FR-D800.
In Italia, le tappe previste tra settembre e ottobre sono sei:
• 24 settembre – Padova;
• 25 settembre – Pordenone;
• 1° ottobre – Salerno;
• 2 ottobre – Pomezia;
• 14 ottobre – Bari;
• 16 ottobre – Pescara.
Seguiranno quattro tappe a novembre ad Alba, Alessandria, Firenze, Modena e un’ultima tappa a dicembre a Vimercate nella sede della Filiale Italiana di Mitsubishi Electric.
Il roadshow include anche cinque tappe all’estero per offrire una panoramica delle nuove generazioni di soluzioni sul mercato internazionale.
Il tour all’estero partirà con una doppia tappa il 16 ottobre: ad Atene, in collaborazione con il partner locale UTECO, e a Casablanca, in Marocco, dove, insieme a Iconics Maroc, si terrà un evento focalizzato sui nuovi prodotti di Mitsubishi Electric e sulle soluzioni digitali Iconics.
A novembre si proseguirà in Sudafrica con tre appuntamenti: a Johannesburg, a Città del Capo e a Port Elizabeth, organizzati insieme ai distributori locali Megadrive e Adroit Technologies.
Le aziende interessate a partecipare ad una delle tappe del Roadshow 2025 possono scrivere all’indirizzo mail mitsubishielectric. marketingfa@it.mee.com
I posti sono limitati e disponibili fino ad esaurimento.
Torna l’appuntamento di riferimento per il mondo dell’elettronica industriale: lunedì 24 novembre 2025 si terrà la seconda edizione dell’Industrial Electronic Summit (IES), un evento unico nel suo genere che riunirà istituzioni, imprese e personalità di spicco del panorama economico e industriale, organizzato dalla rivista Elettronica AV con il supporto di diversi partner, tra cui Gruppo RTS, e il patrocinio di Assodel.
Al centro del dibattito, il primo censimento nazionale della subfornitura elettronica in Italia, uno studio condotto dal Centro di Ricerca Interdipartimentale di Statistica Robusta (Ro.S.A.) dell’Università di Parma, che per la prima volta fornirà dati concreti sulla dimensione e la struttura di un comparto strategico per la competitività del nostro Paese. L’evento si terrà a partire dalle ore 16 presso il Grand Hotel Villa Torretta di Sesto San Giovanni (Milano).
I lavori saranno aperti da Laura Reggiani, direttrice di Elettronica AV. Seguiranno i saluti di Vittorio Basso Ricci (Gruppo RTS) e di Diego Giordani (Assodel) e i saluti istituzionali di Alessandro Fermi, Assessore Università, Ricerca e Innovazione di Regione Lombardia.
La prima sessione sarà dedicata all’analisi e alle tendenze del mercato dell’elettronica:
• Jordi Tarrida e Marco Mezger, analisti internazionali, illustreranno l’evoluzione dei mercati dell’elettronica e dei semiconduttori.
• Alan Friedman, giornalista ed esperto di economia e geopolitica,
offrirà una visione sulle dinamiche dell’economia mondiale, con uno sguardo alle implicazioni e alle sfide per il settore elettronico. A seguire la presentazione ufficiale del censimento, curata dal professor Gianluca Morelli, responsabile del Centro Ro.S.A., che illustrerà i dati raccolti grazie al coinvolgimento di oltre 100 imprese italiane del settore EMS (Electronics Manufacturing Services).
Successivamente è prevista una “tavola rotonda” coordinata da Alberto Maggi (MW.Fep, Assodel EMS Group), con i rappresentanti delle principali aziende italiane che si occupano di subfornitura elettronica. A chiudere la sessione, il confronto, il talk “EMS e OEM: il motore della competitività italiana”, moderato da Gianmarco Lanza (Ceo di FAE Technology), con la partecipazione di imprenditori ed esponenti di realtà industriali nazionali innovative e ad alta tecnologia.
Il programma proseguirà con l’intervento speciale di Enrico Bertolino, comico e formatore, che proporrà una sessione di “formazione emozionale” dal titolo “Il futuro non è più quello di una volta”
La giornata si concluderà con lo IES Party, un momento di networking e convivialità tra istituzioni, imprese e operatori del settore, accompagnato da buona musica e degustazioni di qualità.
Con il suo mix di analisi, confronto e opportunità di relazione, l’Industrial Electronic Summit 2025 si conferma come il punto di incontro imprescindibile per chi vuole comprendere le dinamiche globali e costruire nuove connessioni nel cuore dell’innovazione italiana ed europea.


Flessibilità su misura: soluzioni modulari che crescono con la tua produzione.
Efficienza ininterrotta: operatività H24, meno errori, ROI più rapido.
Intelligenza digitale: monitoraggio in tempo reale, controllo predittivo, integrazione semplice.
Produttività sostenibile: minori consumi energetici, meno sprechi, vita utile più lunga.

IL SECONDO SEMESTRE
2025 SI PREANNUNCIA
DIFFICILE PER L’INDUSTRIA
MECCANICA ITALIANA: DA UN’ANALISI
CONDOTTA
DALL’ UFFICIO STUDI DI ANIMA CONFINDUSTRIA
SI EVIDENZIANO INFATTI
PROSPETTIVE DEBOLI
CON PREVISIONI DI CALO PER FATTURATO
ED EXPORT, MARGINI IN SOFFERENZA
A cura della redazione
Il secondo semestre 2025 si apre con una visione poco ottimistica per le imprese della meccanica italiana.
I risultati dell’ultimo sondaggio di Anima Confindustria alle aziende associate mostrano segnali diffusi di rallentamento, con stime che in diversi casi anticipano una riduzione del fatturato superiore al 5% rispetto allo stesso periodo del 2024. Circa un’azienda su quattro prevede infatti una diminuzione significativa, mentre le prospettive di crescita appaiono limitate. L’andamento riflette il clima di incertezza dei mercati e le difficoltà operative che molte realtà stanno affrontando in questi mesi. L’analisi intorno all’export cattura un’istantanea della situazione caratterizzata da segnali di contrazione. Solo una quota ridotta delle imprese ipotizza aumenti consistenti delle vendite oltreconfine, mentre prevalgono previsioni di stabilità o di diminuzione. In particolare, il 27,5% del campione segnala un possibile arretramento fino al 5%, confermando che il rallentamento della domanda internazionale continua a pesare sulle performance del settore e restringe le opportunità di crescita sui mercati esteri.
La marginalità resta un nodo critico: oltre la metà delle aziende intervistate ha registrato
un abbassamento nell’ultimo anno, con una parte consistente che parla di una riduzione superiore al 5%. Al contrario, soltanto una quota minoritaria dichiara di aver visto miglioramenti, segno che la pressione sui margini continua a essere diffusa. Le cause sono legate a un insieme di fattori che vanno dall’aumento dei costi energetici alla volatilità delle materie prime, fino alle tensioni geopolitiche, elementi che comprimono la redditività e riducono la capacità di investimento. L›instabilità geopolitica globale, con i conflitti in corso e l›escalation delle tensioni commerciali tra le maggiori economie mondiali, si ripercuote pesantemente sulla costanza delle forniture e sull›imprevedibilità dei costi, rendendo sempre più complessa la gestione operativa per le imprese del comparto meccanico.
«Nell›attuale scenario la meccanica italiana», ha sottolineato il Presidente di Anima Confindustria Pietro Almici, «è stretta in una morsa caratterizzata da un lato dall’incertezza geopolitica, che pesa sulle previsioni di crescita, dall’altro lato pesano l’imprevedibile postura statunitense e l’instabilità del governo francese. I dazi sui prodotti in acciaio al 50% imposti dal governo americano danno un ulteriore colpo
alla nostra bilancia commerciale negli Usa, che ricordiamo essere stata la prima meta di destinazione della meccanica rappresentata da Anima nel 2024. Tutti questi fattori generano una crescente preoccupazione nelle imprese, soprattutto sul fronte dell’export e per le quali tutto ciò si traduce in una riduzione degli scambi commerciali con l’estero. Ma a preoccupare di più è il calo della marginalità per la maggior parte delle aziende della meccanica rappresentata da Anima, causato principalmente da un aumento dei costi di produzione».
Diventa quindi prioritario promuovere politiche che favoriscano i comparti industriali italiano ed europeo: «L’Ue ha inseguito per anni una politica di “idee”, senza promuovere realmente il comparto manifatturiero locale. A questo va aggiunto il recente accordo con gli Stati Uniti, i cui termini prevedono centinaia di miliardi di euro diretti oltreoceano. Ora è tempo di arretrare da questa impostazione della politica economica e capire se veramente le istituzioni europee hanno la volontà di supportare le nostre imprese. Per cambiare direzione è necessario rivolgere un appello alle istituzioni, al fine di supportare il comparto manifatturiero e tutelare la produzione e il commercio dei nostri prodotti».



IN OCCASIONE DI EMO HANNOVER UCIMU-SISTEMI PER PRODURRE HA PRESENTATO I DATI
AGGIORNATI SULLE PREVISIONI 2025. LA PRODUZIONE È IN LEGGERO AUMENTO, MENTRE PESA IL CALO DI VENDITE DI MACCHINE UTENSILI ALL’ESTERO, CON UN MERCATO INTERNO ANCORA TROPPO DEBOLE di Eleonora Segafredo
Gli italiani, con 140 imprese presenti, sono la seconda delegazione estera più numerosa presente a EMO HANNOVER 2025, in scena dal 22 al 26 settembre, nei padiglioni della fiera tedesca. Una dimostrazione di forza che testimonia quanto l’industria italiana della macchina utensile, robotica e automazione creda in questo evento espositivo capace di richiamare operatori da tutto il mondo e dunque quanto l’attività sui mercati esteri sia fondamentale. La prossima volta l’evento si svolgerà in Italia: EMO MILANO 2027 si terrà dal 4 all’8
ottobre. In occasione della manifestazione, UCIMU-SISTEMI PER PRODURRE, l’associazione dei costruttori italiani di macchine utensili, robot e automazione, ha presentato, nella consueta conferenza stampa, che si è svolta martedì 23 mattina, le previsioni 2025 relative all’industria italiana di settore appena riviste dal Centro Studi & Cultura di Impresa.
Riccardo Rosa, presidente UCIMU ha così commentato: “sulla base dell’ultima raccolta ordini e delle ultime consegne dei costruttori italiani, relative al secondo trimestre 2025, il Centro Studi ha dovuto
rivedere i dati presentati appena qualche mese fa. A inizio di anno prevedevamo una leggera crescita della produzione sostenuta dall’export, crescita che le condizioni di contesto non ci permettono di confermare oggi”.
La produzione è attesa a 6.340 milioni di euro (+ 0,2%) dunque stabile rispetto al dato 2024. A pesare sul risultato finale è l’arretramento dell’export, da una parte, e la debolezza dell’attività sul mercato interno, dall’altra.
Sul fronte estero, le vendite dei costruttori italiani oltre confine si fermeranno
Dati Generali
Voce Valore (milioni €) Variazione % vs 2024
Voce Valore (milioni €) Variazione % vs 2024
Export per Mercati Principali
Mercato Valore (milioni €) Variazione % vs 2024
Mercato Valore (milioni €) Variazione % vs 2024
a 3.895 milioni (-8,9%) rispetto all’anno precedente.
Sul fronte interno, invece, le consegne cresceranno, del 19,1%, a 2.445 milioni, trainate dalla timida ripresa del consumo domestico che è atteso a 4.230 milioni (+14,1%). Nonostante gli incrementi a doppia cifra, i valori assoluti stimati per questi due indicatori economici restano ancora decisamente bassi.
“Inoltre – ha continuato il presidente Riccardo Rosa - ciò che il nostro Centro Studi rileva è che non è possibile individuare un vero e proprio trend per il settore. Più che altro rileviamo un andamento con oscillazioni verso l’alto e il basso, che rispecchia la situazione caotica del contesto”.
Con riferimento all’export, nel periodo gennaio-giugno 2025 (ultimo dato disponibile), le vendite italiane di sole macchine utensili sono diminuite del 13,3% rispetto al primo semestre 2024. Il calo è risultato generalizzato. Fanno eccezione Polonia, Messico, Svizzera, Emirati Arabi e Arabia Saudita. Occorre dire però che gli ultimi due, a fronte di incrementi importanti acquisiscono ancora valori decisamente contenuti di macchine Made in Italy.
Principali mercati di sbocco dell’offerta italiana sono risultati: Stati Uniti (292 milioni di euro, -4,2%); Germania (127 milioni, -28,1%); Polonia (97 milioni, +8,3%); Francia (97 milioni, -7,5%); India (85 milioni, -14,1%).

“I dati - ha commentato Riccardo Rosa - ci dicono che la Germania soffre e, con lei, soffrono l’Europa e l’Italia, in particolare, le cui imprese sono integrate nelle catene del valore tedesche. Rispetto alla Germania, particolarmente difficile è la situazione dell’automotive che paga la transizione verso il motore elettrico ma anche la crisi dell’edilizia. L’auspicio è che il programma governativo che vale 46 miliardi di euro, ed è pensato per ridare vigore all’economia del paese, possa dare effettivamente una scossa al manifatturiero”.
“Guardando oltreoceano, nei primi sei mesi dell’anno in corso, nonostante i continui annunci e le continue ritrattazioni del presidente Trump in merito ai dazi, gli USA restano il nostro primo mercato di sbocco. La situazione è decisamente fluida e ancora poco chiara. Al di là delle aliquote, ciò che preoccupa maggiormente è l’effetto di incertezza che questo atteggiamento ha generato tra gli operatori dell’industria, come dimostra il rallentamento di tutto il sistema di export, non solo di quello diretto negli Stati Uniti ma anche nel resto del mondo.”
“Per l’Italia - ha concluso il presidente di UCIMU-SISTEMI PER PRODURRE - quello che abbiamo rilevato negli ultimi mesi è un lieve, ma ancora troppo debole, miglioramento dell’atteggiamento del mercato su cui hanno influito il chiarimento e la semplificazione di Transizione 5.0. La conferma arriva anche dall’andamento dei mesi di produzione assicurata che nel primo semestre 2025 si ferma a 6,6: meglio rispetto al 2024 ma ancora distante dai risultati degli anni precedenti. Alla luce di ciò, avviandoci all’ultima parte del 2025 che coincide con il termine dell’operatività di Industria 4.0 e Transizione 5.0, sottolineiamo la necessità di poter disporre di un nuovo Piano di politica industriale che accompagni le imprese dal 2026 in avanti”. UCIMU ha già dato la sua disponibilità al Ministero delle imprese e del Made in Italy per partecipare al tavolo di lavoro che dovrebbe portare alla stesura di un provvedimento semplificato checome annunciato dallo stesso Ministro - accorpi 4.0 e 5.0 facilitandone l’utilizzo da parte delle imprese, conditio sine qua non affinché le stesse aziende se ne servano.

BALANCE SYSTEMS HA FESTEGGIATO I 50 ANNI DI ATTIVITÀ CON UN EVENTO A CUI HANNO PARTECIPATO TANTI AMICI PER RENDERE IL GIUSTO MERITO A UNA REALTÀ IMPRENDITORIALE
CHE HA SAPUTO CRESCERE INNOVANDO, MANTENENDO SOLIDE RADICI E COSTRUENDO RELAZIONI DURATURE
di Fabio Chiavieri
Con un grande evento a cui hanno partecipato clienti, collaboratori, distributori, fornitori ma, soprattutto, amici, Balance Systems, nota azienda produttrice di macchine equilibratrici per la produzione di parti rotanti e sistemi di controllo di processo per macchine utensili, ha festeggiato i suoi primi 50 anni di attività. La bellissima location della Cantina Bottenago, situata sulle dolci e verdeggianti colline di Polpenazze del Garda, ha reso l’evento ancora più suggestivo unendo la passione
per le tradizioni di un territorio unico alla passione che Gianni Trionfetti, presidente di Balance Systems, e i suoi collaboratori hanno profuso nel proprio lavoro fino a permettere all’azienda di raggiungere un traguardo davvero significativo. “Celebrare questo evento mi riempie di orgoglio e felicità – ha dichiarato Trionfetti. Il mio ringraziamento va a tutti coloro che hanno contribuito con la mia stessa passione alla crescita di Balance Systems e che sono certo andrà avanti ancora per molto tempo. Oggi il nostro gruppo comprende 8 aziende
che si occupano, ciascuna per le proprie competenze, di settori ad alta tecnologia, per un totale di circa 250 dipendenti. Aver raggiunto i 50 anni di attività, frutto di tanto impegno, serietà e affidabilità che il mercato ci ha sempre riconosciuto, è motivo di grande soddisfazione ma, soprattutto, di grande stimolo per proseguire su questa strada anche per il futuro, nonostante stiamo attraversando un momento storico paragonabile a un freddo inverno. Ma come sempre, ai rigidi inverni segue sempre una calda primavera che ci troverà pronti come sempre.”

Ottimizzare la propria rettificatrice ora è più facile
Balance Systems ha presentato alla recente EMO di Hannover la nuova gamma di prodotto GT-S, un nuovo concetto di modularità cost-effective, garantendo un’ampia scalabilità di configurazioni in grado di soddisfare semplici e complesse applicazioni con qualità e prestazioni sempre di eccellenza, a un costo adeguato. GT-S si presenta come un sistema modulare che mette a disposizione, in varie configurazioni e opzioni, tre funzioni:
• equilibratura automatica e manuale dei mandrini di lavorazione;
• controllo di contatto utensile-pezzo e utensile-profilatore;
• misura pre, in e post processo del pezzo in lavorazione.
I moduli funzione sono progettati e ingegnerizzati per l’installazione in


armadio elettrico su guida DIN standard. L’assemblaggio in armadio è semplicissimo ed è possibile inserire e disinserire ciascun modulo, per esempio per operazioni di manutenzione, senza alterare la funzionalità del sistema. La funzione primaria del modulo GT-S 100 BA è l’equilibratura automatica su un piano di correzione basata su “machine learning” e algoritmi adattativi ottimizzati per i diversi regimi di rotazione. Le funzioni disponibili sono il ciclo di masse neutre, la movimentazione manuale dell’equilibratore, sintonia automatica e manuale del filtro di squilibrio oltre al monitoraggio di rotazione del mandrino.
La funzione primaria del modulo GT-S 300 TD si basa sul controllo contatto molapezzo e mola-diamante attraverso monitoraggio di sensore di emissione acustica (AE) e/o potenza assorbita dal mandrino. Le funzioni disponibili sono l’auto-taratura di frequenze, ltri e guadagno
del canale AE per ciascun part program.
Le funzioni primarie del modulo GT-S 400 GA sono:
• Misura comparativa Pre-In-Post process di diametri esterni, interni, spessori, altezze, coni;
• Posizionamento attivo e passivo con trasmissione della quota ;
• Riconoscimento automatico testine di misura, correzione istantanea offset, azzeramento elettrico automatico, azzeramento meccanico controllato, sincronizzazione avanzata per misura su superfici continue e/o interrotte.
La funzione primaria del modulo GT-S 200 PB si basa sull’equilibratura manuale su 1 piano di correzione, con procedura guidata, basata su diversi algoritmi a scelta dell’operatore. Le funzioni disponibili sono la sintonia automatica e manuale del filtro di squilibrio, il monitoraggio rotazione mandrino.

Innovazione, automazione e digitalizzazione. Con queste parole chiave Bystronic si prepara a presentare le proprie novità a Blechexpo 2025, il grande appuntamento europeo dedicato alla lavorazione della lamiera. Dal 21 al 24 ottobre, presso lo stand 3306 del padiglione 3, l’azienda svizzera mostrerà come la combinazione tra sistemi avanzati di taglio, piegatura e software possa generare soluzioni uniche, capaci di adattarsi a ogni tipo di cliente e di trasformare le sfide del settore in nuove opportunità di crescita.
Il comparto della lavorazione della lamiera è oggi al centro di una trasformazione profonda. Da un lato, i clienti finali chiedono prodotti personalizzati, tempi di consegna rapidi e prezzi competitivi. Dall’altro, le aziende devono fare i conti
con la carenza di manodopera specializzata, con costi energetici elevati e con la crescente necessità di rendere i processi più sostenibili.
In questo scenario, l’automazione e il digitale non sono più semplici opzioni, ma strumenti strategici per garantire
continuità e redditività. Bystronic interpreta questo cambiamento ponendosi non solo come fornitore di macchine, ma come partner di sistema, capace di offrire una visione integrata che spazia dall’hardware al software, fino ai servizi post-vendita.

Con sede centrale a Niederönz, in Svizzera, Bystronic è un punto di riferimento internazionale nel settore. L’azienda sviluppa e produce le proprie tecnologie in diversi poli strategici – Germania, Spagna, Italia, Cina e Stati Uniti – ed è presente in oltre 30 Paesi con filiali e partner commerciali.
Il portafoglio spazia dal taglio laser piano e tubo, alle presse piegatrici, fino alle soluzioni di automazione intelligente e ai servizi globali di supporto. Con la suite software BySoft, Bystronic è inoltre uno dei principali motori della trasformazione digitale nell’industria della lamiera.
Con queste basi solide e una visione fortemente orientata al futuro, Bystronic accoglierà visitatori, clienti e partner a Blechexpo 2025 con l’obiettivo di costruire insieme il futuro della fabbrica intelligente.
SOLUZIONI PERSONALIZZATE, CUCITE SULLE ESIGENZE DEL CLIENTE
Lo slogan che guiderà la presenza a Blechexpo – “Solutions as unique as your business” – sintetizza perfettamente l’approccio dell’azienda: ogni impresa è diversa e necessita di soluzioni su misura. Che si tratti di un piccolo laboratorio, di una media azienda in crescita o di un grande gruppo industriale internazionale, Bystronic punta a offrire tecnologie modulari e scalabili, capaci di adattarsi alle diverse realtà produttive. Grazie alla propria esperienza pluriennale, alle competenze tecniche maturate nei mercati globali e a un forte spirito innovativo, l’azienda trasforma le sfide quotidiane in opportunità. È questo il senso della promessa di Bystronic: qualsiasi scelta il cliente compia, sarà sempre “Your best choice”.
LE PRINCIPALI NOVITÀ
TAGLIO LASER E AUTOMAZIONE
– EFFICIENZA SENZA
COMPROMESSI
Il ByCut 3015 da 20 kW, abbinato
al sistema di carico e scarico ByTrans Extended, rappresenta la risposta ideale per chi desidera massimizzare la produttività senza sacrificare la qualità. Grazie all’automazione, le aziende possono beneficiare di:
• maggiore affidabilità del processo,
• riduzione dei tempi di inattività,
• minor numero di rilavorazioni,
• costi operativi più bassi.
Il risultato è un flusso produttivo continuo, in grado di garantire competitività anche nei mercati più esigenti.
Lavorazione dei tubi flessibilità totale
Il ByTube Star 130 da 4 kW e il ByTube Star 330 – quest’ultimo presentato in versione digitale “twin” –offrono prestazioni di taglio eccellenti su tubi e profili di qualsiasi dimensione e spessore. Queste macchine sono pensate per chi deve gestire commesse diversificate e richiede la massima precisione, flessibilità e velocità in un unico impianto.

Piegatura e automazione – dalla cella mobile alla pressa più potente
La gamma Bystronic dedicata alla piegatura si arricchisce di soluzioni che rispondono a ogni esigenza:
la ByCell Bend Star M, cella automatizzata che coniuga compattezza e prestazioni,
la Xpert Pro 3100 (250 t), una pressa piegatrice ad alte prestazioni con nuove funzionalità,
la ByBend Star 80 con robot mobile di piegatura, che porta la flessibilità a un livello superiore, combinando precisione e autonomia.
Queste soluzioni permettono di ottenere piegature perfette dal primo pezzo, riducendo tempi di set-up e ottimizzando i cicli di lavoro.
Software – digitalizzazione end-to-end con BySoft Suite
La BySoft Suite rappresenta il cuore digitale dell’offerta Bystronic. Coprendo l’intero ciclo produttivo, dalla preventivazione fino alla consegna del prodotto finito, consente di avere un controllo totale e trasparente sui processi. Grazie a questa piattaforma, le aziende possono prendere decisioni più rapide e accurate, riducendo gli sprechi e aumentando la produttività.
Servizi – il nuovo portale “myBystronic”
A Blechexpo debutta anche il nuovo portale clienti myBystronic, un hub digitale sempre disponibile, progettato per offrire assistenza e servizi in maniera efficiente e centralizzata. Tra le novità incluse:
• ByCare per la manutenzione preventiva,
• eProactive Service con monitoraggio intelligente,
• corsi di formazione dedicati,
• pacchetti di upgrade per potenziare le macchine esistenti.
Con questa gamma di innovazioni, Bystronic non si limita a presentare prodotti, ma offre una visione concreta del futuro della lavorazione della lamiera: un ecosistema integrato, dove macchine, software e servizi dialogano in modo intelligente per costruire un processo produttivo più efficiente, sostenibile e competitivo.

ACCOMPAGNARE IL FUTURO ECONOMICO, TECNOLOGICO E UMANO DELL’INDUSTRIA
MECCANICA DI PRECISIONE a cura della redazione
Di fronte a una situazione economica e geopolitica instabile, gli organizzatori, i partner e gli espositori del Salone SIMODEC 2026 si sono mobilitati in modo massiccio durante la riunione del Club degli espositori a metà settembre. Insieme, vogliono realizzare un’edizione più dinamica che mai. Dal 2 al 6 marzo 2026, questo appuntamento biennale accompagnerà il futuro economico, tecnologico e umano del settore della produzione meccanica di precisione e della tornitura.
MOBILITAZIONE GENERALE PER IL SALONE SIMODEC 2026
La presenza della grande maggioranza
dei fornitori di macchine utensili, attrezzature e mezzi dedicati a questo settore dell’industria 5.0 costituisce già una solida base per questo progetto. Grazie a loro e ai partner istituzionali della fiera, la valorizzazione dell’innovazione, la trasmissione delle conoscenze e il rispetto dell’ambiente saranno illustrati in tutta la fiera attraverso dimostrazioni concrete ed esempi di applicazioni. Per la stampa scritta, digitale e visiva, sarà l’occasione per raccogliere informazioni e immagini eccezionali sullo stato delle tecnologie di produzione del futuro. La ristrutturazione del sito di La Roche-sur-Foron sta migliorando progressivamente l’accoglienza di tutti. Con la migliore prepara-
zione possibile, SIMODEC 2026 prevede quindi di riunire un ampio numero di professionisti nazionali e internazionali del settore, in un momento chiave dell’evoluzione tecnologica, economica e internazionale.
A metà settembre, il club degli espositori del SIMODEC ha riunito circa 80 persone a La Roche sur Foron, in rappresentanza di oltre 65 espositori e partner. Le presentazioni e le discussioni hanno dimostrato una volontà comune di animare armoniosamente il salone 2026, a tutto vantaggio dei visitatori.
Filo conduttore della fiera, i Trofei dell’innovazione riscuotono un successo senza precedenti, con 25 candidature in fase di preparazione nelle sei categorie proposte. Tra le aziende candidate, 19 non avevano presentato la propria candidatura nel 2024. Che siano nominati o vincitori, i prodotti e i servizi che saranno selezionati dalla giuria consentiranno di organizzare percorsi tecnologici, al fine di favorire gli incontri tra espositori e visitatori. Una segnaletica chiara favorirà la circolazione dei professionisti, affinché possano trovare facilmente gli investimenti che li interessano. L’organizzazione dei flussi di visita è prevista per mettere in evidenza tutte le aree dell’esposizione. Nessun visitatore rimarrà insoddisfatto, grazie alla presenza di punti di ristorazione veloce, alternati a ristoranti più adatti agli incontri di lavoro. Con tutte le esigenze tecniche richieste dalla meccanica di precisione, le dimensioni umane e la convivialità della fiera contribuiranno a creare scambi cordiali e di altissimo livello professionale.
IL VILLAGGIO DEI
SUBAPPALTATORI, UN SERVIZIO BEN COMPRESO
La precedente edizione della fiera SIMODEC aveva già ospitato, in qualità di espositori, i subfornitori dei settori della tornitura e della lavorazione meccanica di precisione. Sono fornitori di terzo o quarto livello che forniscono servizi ai tornitori di primo livello, i quali lavorano direttamente con i committenti delle industrie automobilistiche, aeronautiche,
mediche e altre. Quindi, questi specialisti in utensili, rettifica, affilatura, trattamento superficiale o termico, rivestimento o controllo finale espongono il loro know-how per offrire qualità, prezzo e tempi di consegna a un costo di acquisto complessivo esemplare. È proprio per riunire questo tipo di fornitori che è stato ideato il villaggio della subfornitura del SIMODEC per l’edizione 2026 della fiera. È per loro che è stato creato il Trofeo della subfornitura, con i tre criteri di valutazione sopra citati. I tornitori e i produttori di meccanica di precisione di primo piano sono sempre stati, e rimangono, i primi visitatori della fiera. Grazie a questo villaggio, potranno trovare più facilmente i subappaltatori di prossimità a loro dedicati. Infatti, sono proprio questi ultimi a consentire loro di essere più efficienti lungo tutta la catena di produzione per i propri clienti, industriali di tutto il mondo. Il ruolo del SIMODEC è quello di favorire questi incontri, che portano a prestazioni industriali sempre migliori.
Dedicata principalmente agli scambi tra professionisti, la fiera SIMODEC non

dimentica mai il suo ruolo di trasmissione del sapere. Insieme ai suoi partner, nel 2026 saranno intraprese numerose iniziative per far scoprire agli studenti delle scuole superiori e agli studenti universitari della regione le tecnologie e i mezzi di produzione attuali nel campo della tornitura e della lavorazione meccanica di precisione. Domani, saranno i dipendenti o i clienti delle aziende espositrici o visitatrici della fiera. Quest’anno, un gruppo di partner del SIMODEC 2026 sta lavorando su “un piccolo extra”, l’inclusione e la tecnologia. Già nel 2024, una conferenza ha rivelato a un vasto pubblico tutto l’interesse che gli industriali potrebbero avere nel rilevare il potenziale creativo all’interno del proprio personale, in quelle persone che vengono definite atipiche. Una disabilità, lieve o più grave, mentale o fisica, troppo spesso porta a pensare che una persona sia inabile al lavoro. L’obiettivo del gruppo Inclusione e Tecnologia è dimostrare il contrario. Non solo tutte le disabilità non impediscono di lavorare, ma alcune rivelano abilità a volte sorprendenti. Le Olimpiadi paralimpiche hanno rivelato tali talenti al grande pubblico. È ora di fare lo stesso nel mondo professionale, integrando queste disabilità nelle nostre aziende. In ogni caso, è necessario cercare di comprenderli meglio, affinché possano partecipare anche loro alle prestazioni industriali, in particolare grazie alle opportunità offerte dalle tecnologie 5.0. Lungi dall’allontanarci, queste differenze potranno quindi arricchirci reciprocamente. Anche questo è il ruolo e il vantaggio di una fiera a misura d’uomo.
OLTRE AI CONTROLLI NUMERICI
M8V, CHE OFFRONO ELEVATE PRESTAZIONI E CONNETTIVITÀ
AVANZATA PER FAVORIRE LA TRASFORMAZIONE DIGITALE E ABILITARE APPLICAZIONI DI SMART MANUFACTURING, MITSUBISHI
ELECTRIC PROPONE AI COSTRUTTORI DI MACCHINE UTENSILI SOLUZIONI
SOFTWARE INNOVATIVE PER IL RISPARMIO ENERGETICO, L’OTTIMIZZAZIONE DELL’USO DEGLI
UTENSILI E LA SIMULAZIONE DIGITALE
di Eleonora Segafredo

La funzionalità DRC (Direct Robot Control) consente agli operatori di macchine utensili di programmare rapidamente i robot direttamente dal pannello CNC, senza competenze specialistiche
Il controllo numerico di ultima generazione M8V di Mitsubishi Electric offre grande precisione e velocità e rappresenta lo stato dell’arte del CNC. La combinazione tra la CPU RISC-64 Bit dedicata, l’OMR-CC (Optimum Machine Response- Contour Control) e il controllo automatico del carico di taglio (Cutting Load Control) aiuta le aziende a minimizzare i tempi di lavorazione beneficiando di una grande accuratezza. Queste caratteristiche consentono di creare prodotti di alta qualità riducendo i tempi di ciclo almeno dell’11% rispetto ai modelli precedenti, abbassando gli errori di percorso del 15% e riuscendo ad elaborare fino 540 chilo blocchi al minuto.
La serie M8V è la soluzione ideale per qualsiasi tipologia di macchine, dalle più semplici alle più complesse, come per esempio i transfer, le multispindle e tutte le macchine che richiedono lavorazioni di elevate precisioni e velocità su 5 assi interpolati. Offre grande facilità d’uso grazie all’interfaccia user-friendly e al display multi-touch a quattro tocchi, oltre a una programmazione semplificata e razionalizzata dal conversazionale che guida gli utenti nella realizzazione
del pezzo da produrre in modo veloce e intuitivo. I controller M8V rappresentano l’evoluzione della tecnologia CNC anche in ottica Industry 4.0 e transizione 5.0, poiché dispongono di tutte le funzioni sviluppate appositamente per supportare le strategie mirate alla trasformazione digitale e abilitare le applicazioni di smart manufacturing.
PROGRAMMAZIONE ROBOT
TRAMITE CNC
I CNC M8V integrano anche una funzionalità molto importante per le macchine utensili con asservimento robotizzato. Si tratta della funzione DRC (Direct Robot Control), che consente agli operatori di programmare rapidamente i robot direttamente dal pannello CNC, senza competenze specialistiche. La semplicità di utilizzo, di configurazione e di connessione è l’elemento distintivo di questa funzionalità sviluppata dalla multinazionale giapponese, oltre alla possibilità di mantenere invariata la logica della macchina.
Riduzione dei consumi, risparmio
energetico e decarbonizzazione sono gli obiettivi che sempre di più guidano le scelte strategiche delle aziende per migliorare l’efficienza e la sostenibilità di macchine, impianti e processi industriali, soprattutto in un settore altamente energivoro come quello della meccanica.
Energy Consumption Tool di Mitsubishi Electric è una nuova soluzione per la gestione del risparmio energetico a bordo delle macchine utensili. Questo sistema, che integra componenti hardware e pagine software dedicate, è in grado di monitorare i consumi per ridurre la carbon footprint, cioè l’impatto della macchina in termini di emissioni di gas serra. Infatti, questo tool permette di raccogliere ed elaborare dati per effettuare l’analisi e la valutazione del risparmio energetico sulla macchina utensile.
Spesso esiste un potenziale di risparmio sui costi nell’uso di macchine utensili che deriva dall’evitare interruzioni di produzione causate da rotture di utensili, deviazioni dimensionali, difetti di qualità superficiale, cambi prematuri di

utensili e tempi di lavorazione prolungati. È qui che entra in gioco NC Machining AID di Mitsubishi Electric, la soluzione di nuova concezione che permette l’ottimizzazione dell’uso degli utensili.
Il sistema utilizza l’apprendimento automatico per prevedere l’usura degli utensili, analizzando dati quali i carichi del mandrino, i carichi del motore, la velocità di avanzamento, la posizione e altri parametri rilevanti per determinare il momento ottimale per il cambio utensile. In questo modo si massimizza la durata degli utensili e si riducono al minimo le interruzioni della produzione.
NC Machining AID identifica il momento ideale per il cambio utensile e suggerisce azioni correttive quando vengono rilevate deviazioni, come la sostituzione di un utensile specifico o la regolazione dei parametri di lavorazione per

ottenere risultati ottimali. La tempistica di un cambio utensile usurato non dipende più da valori standard, dall’esperienza dell’operatore, dal giudizio umano o da sensori esterni. Le raccomandazioni di NC Machining AID si basano sulle intuizioni di un modello di apprendimento automatico che considera sia i dati storici che quelli in tempo reale. NC Machining AID si basa su Maisart “Mitsubishi Electric’s AI creates the State-of-the-ART in technology” di Mitsubishi Electric, che consente il monitoraggio in tempo reale dei processi di produzione e il rilevamento immediato delle anomalie attraverso il riconoscimento avanzato dei modelli e l’analisi predittiva. Si tratta di una piattaforma AI che integra diverse tecnologie di apprendimento automatico e intelligenza artificiale, offrendo algoritmi avanzati sviluppati specificamente per le applicazioni industriali. NC Machining AID utilizza questi algoritmi per verificare ed imparare dai dati raccolti durante la lavorazione. Ciò consente al sistema di riconoscere le normali condizioni di lavorazione e di identificare le deviazioni che potrebbero indicare potenziali problemi. Maisart NC Machining AID utilizza queste capacità di rilevamento delle anomalie per rispondere tempestivamente agli errori o agli eventi
imprevisti nei processi di lavorazione. Il sistema può essere facilmente integrato nelle macchine CNC esistenti e utilizzato con diversi materiali e lavorazioni, garantendo un’elevata flessibilità e scalabilità.
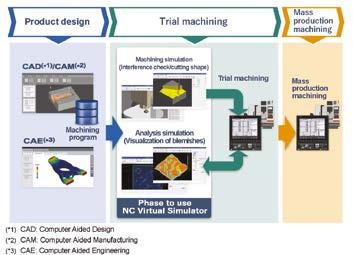
Per i propri controlli numerici Mitsubishi Electric ha sviluppato NC Virtual Simulator, un tool software che permette di avere direttamente sul PC una simulazione digitale della macchina utensile da diverse angolazioni, utilizzando le stesse condizioni di lavorazione della macchina reale. NC Virtual Simulator simula il movimento del CNC in modo realistico e preciso, compresi lo smussamento, l’accelerazione/decelerazione e il ritardo nella risposta del servo. Utilizzando le stesse condizioni di lavorazione di una macchina utensile reale, il software fornisce una simulazione estremamente accurata. Consente di individuare i problemi prima della lavorazione effettiva, tra cui errori di lavorazione, impostazioni sbagliate e interferenze della macchina, che in precedenza non si riuscivano a rilevare fino alla lavorazione di prova. Si tratta di una funzionalità particolarmente utile per l’utilizzatore perché permette di aumentare l’efficienza e la produttività del lavoro.

QUANDO SI PARLA DI MOTION CONTROL, AL DISPOSITIVO DI FEEDBACK NON VIENE SOLITAMENTE PRESTATA GRANDE ATTENZIONE. DOPOTUTTO, È SOLO UN COMPONENTE DEL SISTEMA, PER LO PIÙ NASCOSTO NELL’ALLOGGIAMENTO DEL MOTORE: LONTANO DAGLI OCCHI, LONTANO DAL CUORE. TUTTAVIA, L’IMPATTO CHE QUESTO ELEMENTO APPARENTEMENTE SECONDARIO HA SU PRECISIONE, PRESTAZIONI, AFFIDABILITÀ E FACILITÀ D’INTEGRAZIONE DEL SISTEMA È ENORME
A cura della redazione
Iservosistemi odierni dipendono da un feedback accurato e costante per mantenere la posizione, controllare la velocità ed eseguire profili di motion complessi. Ma non tutti i dispositivi di feedback sono uguali. Encoder e resolver tradizionali funzionano ancora perfettamente in diverse applicazioni, ma sempre più spesso i requisiti applicativi richiedono dispositivi in grado di offrire ben più che le semplici funzionalità di base. I progettisti desiderano inoltre un’integrazione più rapida e tempistiche di collaudo ridotte. Modernizzare il dispositivo di feedback può ridurre i cablaggi, sempli-
ficare la configurazione o eliminare i compromessi ormai dati per scontati in termini di risoluzione, precisione e fluidità del movimento.
Che si tratti di scegliere un nuovo servosistema o di semplificare un progetto esistente, vale la pena domandarsi: cosa deve fare realmente un dispositivo di feedback, e quali sono le possibilità oggi?
Gran parte degli ingegneri non parte dalla ricerca di un dispositivo di feedback: l’obiettivo è ottenere un sistema
che si comporti ogni volta come previsto, assicurando prestazioni e affidabilità. Ciò significa porsi le domande corrette: non “qual è la tecnologia di rilevamento migliore?”, ma “che prestazioni deve raggiungere la mia applicazione?”. Innanzitutto, il dispositivo di feedback deve garantire la risoluzione e la precisione richieste per seguire efficacemente il profilo di motion. Se tali caratteristiche sono scarse, il motion presenterà increspature e si noteranno tremolii nelle posizioni mantenute e vibrazioni nella macchina, o anche solo posizionamenti imprecisi. Se eccessive, il costo delle funzionalità disponibili

potrebbe essere superiore rispetto alle proprie esigenze. Ci sono limiti alla precisione con cui i meccanismi collegati all’albero motore possono collegarsi alla parte della macchina che svolge il lavoro, quella dove il motion è realmente importante.
Entrano rapidamente in gioco altre considerazioni, come la fluidità del motion, quanto sia disturbato il segnale e quanta larghezza di banda sia disponibile rispetto alle proprie esigenze. Fortunatamente, si tratta in gran parte di domande semplici e quasi tutti gli ingegneri sono in grado di tenerne conto. Ma i moderni dispositivi di feedback introducono un’ulteriore categoria di funzionalità, che va al di là delle
specifiche di base per semplificare la macchina nel suo complesso. Proprio qui si stanno ottenendo molti dei principali miglioramenti attualmente disponibili.
Essi includono:
Cablaggi semplificati: I servosistemi utilizzavano cavi di feedback dedicati, che talvolta richiedevano 13 o più fili solo per il feedback stesso. Ciò significava quadri più grandi, un maggior numero di connettori, curve più strette nei passacavi e più lavoro manuale durante l’installazione.
I moderni sistemi di feedback a cavo singolo eliminano tutti questi problemi. Basta semplicemente aggiungere due fili per i dati di feedback al cavo di alimentazione del motore per riunire

tutto in un unico cablaggio, riducendo così il lavoro e quindi le tempistiche di installazione. L’utilizzo di un solo cavo fa una grande differenza sulle macchine più compatte, dove lo spazio è limitato, e riduce i tempi di costruzione della macchina.
ID del motore incorporata: Molti dei dispositivi di feedback attuali includono ora una memoria integrata che memorizza l’ID, le specifiche e addirittura i parametri di regolazione del motore. Se il dispositivo di feedback è collegato a un’unità compatibile, il sistema è in grado di riconoscere automaticamente con cosa stia lavorando.
Ciò significa accelerare la configurazione rendendola più coerente e meno soggetta a errori umani. Nei sistemi in cui i motori possono essere confusi con facilità, ad esempio se è presente una variante ad alta velocità e una a bassa velocità nello stesso case, il riconoscimento automatico contribuisce alla prevenzione di costosi errori di abbinamento. Favorisce inoltre un’implementazione complessiva più fluida, specialmente se le macchine vengono spedite in regioni dove gli standard di tensione sono diversi.
Monitoraggio termico: I sensori di temperatura sono fondamentali per proteggere i motori, ma tradizionalmente richiedono un cablaggio dedicato che li ricolleghi all’azionamento. I sistemi di feedback più intelligenti sono ora in grado di inviare i dati relativi alla temperatura tramite lo stesso collegamento digitale utilizzato per i dati di posizione.
Tale combinazione semplifica ulteriormente i cablaggi e facilita il monitoraggio in tempo reale delle temperature degli avvolgimenti, migliorando la protezione dal surriscaldamento con prestazioni più costanti e un minor numero di punti di guasto.
Maggiore sicurezza funzionale: Nelle applicazioni in cui le persone lavorano in prossimità di macchinari in movimento, la sicurezza è fondamentale. Alcuni moderni dispositivi di feedback offrono ora capacità di sicurezza funzionale direttamente tramite l’encoder.
Le moderne soluzioni servo, come quelle basate sull’encoder SFD-M di Kollmorgen, dimostrano quanto questa tecnologia sia progredita

Questi encoder certificati consentono ai sistemi di sicurezza di monitorare con la massima affidabilità la posizione del motore e di intervenire se il motion esce dai limiti previsti. Integrare la sicurezza a livello di feedback significa ridurre la necessità di ulteriori sensori o relè e semplificare la progettazione del sistema, favorendo il rispetto dei requisiti di conformità pur preservando la semplicità della macchina.
Una caratteristica che sta rapidamente diventando un requisito irrinunciabile anziché un gradito optional è il feedback assoluto multi-giro, che consente al sistema di conoscere non solo l’angolo dell’albero all’interno di un singolo giro, ma anche il numero di giri completi effettuati, anche a sistema spento.
Senza il tracciamento multi-giro, il sistema non ha la minima idea della sua posizione su quell’asse dopo un riavvio. La soluzione più diffusa è una routine di homing, che riporta lentamente la macchina verso un punto di riferimento, per poi ripristinarla. Questo approccio funziona, ma è inefficiente e può risentire di eventuali guasti meccanici.
Il feedback assoluto multi-giro consente alle macchine di saltare completamente tale procedura di homing: basta accenderle e sono pronte a lavorare. Questo significa tempi di avvio più brevi, meno parti mobili (nessun fine corsa) e minori possibilità di problemi.
Ci sono diversi modi per raggiungere questo risultato. Alcuni dispositivi utilizzano piccoli riduttori interni per tenere traccia delle rotazioni, ma questo aumenta costi, complessità e lunghezza fisica dell’encoder. Questi ingranaggi limitano anche la gamma multi-giro utilizzabile, solitamente a 12 bit. Altri dispositivi di feedback si avvalgono invece di batterie di backup, che sono una soluzione compatta e semplice ma che può però creare problemi di manutenzione, al passare del tempo, e di affidabilità, in caso di guasto imprevisto delle batterie.
I dispositivi di feedback a recupero energetico costituiscono una moderna alternativa a entrambi. Questi sfruttano la rotazione dell’albero per generare l’energia sufficiente a memorizzare il conteggio dei giri in una memoria non volatile. Il risultato è una soluzione compatta senza batterie, che non richiede manutenzione e occupa lo stesso spazio di un encoder base.
DISPOSITIVO DI FEEDBACK PIÙ ADATTO ALL’APPLICAZIONE
Quindi, come decidere quale dispositivo scegliere?
Per gran parte delle applicazioni, un dispositivo di feedback digitale moderno a recupero energetico con funzionalità assolute multi-giro e supporto monocavo che sia in grado di fornire dati termici sul motore e disponga dei dati da catalogo
del motore è una scelta sicura a prova di futuro. Dispositivi come l’encoder SFD-M di Kollmorgen sono progettati proprio per soddisfare le esigenze dei sistemi di movimento generici con prestazioni elevate, costi contenuti e complessità minima.
Se si stanno creando sistemi di grandi dimensioni, vale la pena pensare in termini di componenti il cui abbinamento sia già stato predisposto, come quelli forniti da Kollmorgen. Se gli azionamenti, i motori e i dispositivi di feedback sono già progettati per operare insieme, l’integrazione è meno complessa e lo sviluppo è più veloce
Che il feedback sia a livello di componentistica o di sistema, la chiave è scegliere dispositivi che riducano il numero di compromessi da accettare per la macchina.
È ora di aspettarsi di più
Un tempo l’approccio ai dispositivi di feedback era più semplice: Una volta scelto il motore, il dispositivo di feedback era quello in dotazione. Si trattava di collegarlo per verificare che il relativo feedback avesse la risoluzione e le prestazioni richieste. I sistemi odierni chiedono di più, ma offrono molto in cambio. Caratteristiche quali l’installazione monocavo, il feedback multi-giro a recupero energetico, la configurazione plug-and-play con sicurezza e diagnostica integrate stanno rapidamente diventando uno standard nelle piattaforme di movimento ben progettate.
Non si tratta di scegliere solo un sensore, ma anche un sistema che deve poter funzionare con affidabilità ed efficienza, un giorno dopo l’altro. Ecco perché vale la pena di andare al di là della scheda tecnica dei componenti e verificare che il dispositivo di feedback supporti il sistema nel suo complesso.
Le moderne soluzioni servo, come quelle basate sull’encoder SFD-M di Kollmorgen, dimostrano quanto questa tecnologia sia progredita. Si tratta di sistemi completi, progettati per semplificare l’integrazione, assicurare l’affidabilità a lungo termine e minimizzare le preoccupazioni per i costruttori di macchine.

Sistema di assistenza evoluto e predittivo per supportare il cliente in modo continuo.

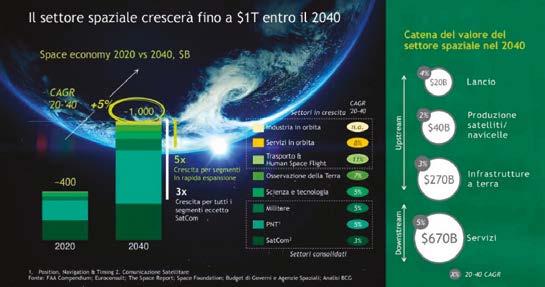
LA SPACE ECONOMY È UN SETTORE IN FORTE CRESCITA, CON UN GRANDE IMPATTO SU NUOVE TECNOLOGIE E LOTTA AL CAMBIAMENTO CLIMATICO. GOVERNI E AZIENDE PRIVATE INVESTONO SEMPRE DI PIÙ, SPESSO TRAMITE CLUSTER CHE UNISCONO RISORSE PUBBLICHE E PRIVATE. ECCO I QUATTRO PIÙ IMPORTANTI AL MONDO, UNO DEI QUALI SI TROVA IN PUGLIA di Luca Rossi
La Space Economy rappresenta oggi un settore critico per gli investimenti pubblici e privati, e riserva un enorme potenziale di crescita e innovazione: a livello globale, partendo da una dimensione di 416 miliardi di dollari nel 2020 ha superato un totale di 508 miliardi di dollari nel 2023 e si prevede raggiungerà i 1.000 miliardi di dollari entro il 2040.
Le tecnologie spaziali contribuiscono in modo significativo al raggiungimento degli obiettivi di sviluppo sostenibile e sono fondamentali per realizzare le ambizioni di cambiamento climatico a zero emissioni stabilite dalla COP27, con il 50% delle variabili climatiche essenziali misurabili solo dallo spazio. L’industria svolge un ruolo fondamentale nel favorire la creazione di posti di lavoro
altamente qualificati e nel guidare le ricadute dell’innovazione in diversi settori. Nell’ultimo decennio, ci sono state più di 1.000 aziende spaziali attive nel 2023 rispetto alle circa 600 del 2012. Il numero di satelliti lanciati ogni anno è passato da una media di circa 300 nel periodo 2010-19 ad oltre 2.500 nel 2023, gran parte dei quali rappresentati da Starlink. Negli ultimi due decenni, le
spese spaziali globali sono triplicate, raggiungendo i 117 miliardi di dollari nel 2023, e il numero di Paesi che investono nello spazio è raddoppiato passando da meno di 40 a oltre 80. L’afflusso di capitali nel settore è notevole, con investimenti significativi provenienti sia da istituzioni governative sia da investitori privati. Il potenziale di commercializzazione dello spazio ha trainato ingenti fondi privati, in particolare dagli Stati Uniti e dalla Cina. Anche in Europa, gli investimenti nelle start-up spaziali hanno raggiunto una soglia importante vicina a 1 miliardo di euro sia nel 2022 che nel 2023.
Alcune best practice possono essere ricavate dai principali cluster spaziali di tutto il mondo, che offrono spunti preziosi per lo sviluppo di un ecosistema spaziale di successo. Un rapporto elaborato da Boston Consulting Group e Venice Sustainability Foundation ha analizza quattro cluster con caratteristiche diverse: la Space Coast della Florida, il cluster spaziale di Tolosa, il Distretto Aerospaziale Pugliese e lo Harwell Space Hub.
Motivi delle migliori pratiche
Le storie di successo dei cluster sulla Space Economy portano alla luce alcuni punti fondamentali che ne sono alla
base. La partnership pubblico-privato: in regioni come la Space Coast della Florida, le collaborazioni tra agenzie governative e imprese private hanno favorito l’innovazione e la sostenibilità. Sfruttando questi partenariati, i poli spaziali possono condividere le risorse e migliorare l’innovazione. Sostegno e investimenti pubblici: in tutti i cluster di successo, sono stati fondamentali i consistenti investimenti pubblici in infrastrutture, R&D e incentivi fiscali. A Tolosa, ad esempio, il sostegno del Governo ha spinto la ricerca aerospaziale mentre ad Harwell i finanziamenti dedicati alle applicazioni satellitari hanno svolto un ruolo fondamentale. Collaborazione tra università e industria: l’integrazione tra istituzioni accademiche e attori industriali è un fattore comune a tutti i casi di studio. Regioni come Tolosa e Harwell hanno beneficiato della presenza di università e centri di ricerca di livello mondiale che forniscono talenti essenziali e promuovono l’innovazione continua. Solide capacità produttive: le regioni con solidi ecosistemi produttivi, come la Puglia e Tolosa, sono state in grado di scalare la produzione e supportare le tecnologie spaziali in modo efficiente. Lo sviluppo di capacità produttive avanzate supporta la produzione su larga scala e la rapida innovazione.
Da iniziativa a guida del Governo, la Space Coast della Florida si è trasformata in un centro dinamico per il volo spaziale commerciale e l’innovazione. Originariamente selezionata per la sua posizione strategica vicino all’Oceano Atlantico, ideale per i test missilistici e i lanci di razzi sull’acqua, la regione è idonea anche per i lanci a basso consumo di carburante grazie alla sua vicinanza all’equatore. Nel 1962, la Nasa ha istituito il Kennedy Space Center, che ha svolto un ruolo fondamentale nell’esplorazione spaziale degli Stati Uniti, comprese le storiche missioni Apollo sulla Luna e, successivamente, il programma Space Shuttle.
La fine del programma Space Shuttle nel 2011 ha rappresentato una sfida e un’opportunità per la Space Coast. La Nasa ha compiuto un cambiamento strategico verso la creazione di partnership pubblicoprivato, lanciando i programmi Commercial Crew Program (CCP) e Commercial Orbital Transportation Services (Cots) per incoraggiare le aziende private a sviluppare veicoli spaziali e ad assumere il trasporto di merci e di equipaggi verso la Stazione Spaziale Internazionale (ISS). Questi programmi hanno segnato un momento di

trasformazione, in quanto hanno permesso ad aziende come SpaceX e Boeing di competere per i contratti, dando alla Nasa la possibilità di concentrarsi sull’esplorazione dello spazio profondo mentre il settore privato si occupava delle missioni di routine. La Nasa ha fornito non solo infrastrutture e finanziamenti, ma anche competenze tecniche e indicazioni per garantire il successo di questi programmi, promuovendo l’innovazione privata e mantenendo al contempo elevati standard di sicurezza e operativi.
Queste partnership tra pubblico e privato hanno rivitalizzato la Space Coast, consentendo alle aziende private di sfruttare le infrastrutture e le competenze esistenti della Nasa per sviluppare nuove tecnologie. Il successo di iniziative come la Crew Dragon di SpaceX ha dimostrato come la regione possa supportare efficacemente sia le missioni governative che quelle commerciali. La Space Coast si è trasformata in uno spazioporto multiutente, dove enti commerciali e governativi collaborano per spingere i confini dell’esplorazione spaziale.
Oggi è un fiorente polo mondiale per le attività spaziali sia governative che commerciali. Qui hanno sede alcune delle aziende più innovative del mondo, come SpaceX, Blue Origin e Boeing, che stanno guidando il futuro dell’esplorazione spaziale. La Space Coast impiega direttamente oltre 12.000 lavoratori e, attraverso la sua vasta rete di fornitori e industrie collegate, sostiene più di 27.000 posti di lavoro in tutta la Florida. Nel 2021, le operazioni dello spazioporto hanno contribuito all’economia della Florida per ben 5,25 miliardi di dollari, con un impatto totale sul PIL di 2,77 miliardi di dollari. Come
sito di lancio delle missioni verso la Luna e oltre, la Space Coast continua a essere un motore fondamentale per l’innovazione tecnologica, la crescita economica e il futuro dell’esplorazione spaziale.
La storia aerospaziale di Tolosa inizia nel 1917 con Latécoère, che segna l’ingresso della città nell’industria aeronautica. Una svolta importante si ebbe nel 1969, quando Airbus stabilì a Tolosa la propria sede e la principale linea di assemblaggio, consolidando lo status della città come polo aerospaziale globale. Questo spostamento ha attirato una serie di fornitori, partner e talenti, permettendo a Tolosa di crescere rapidamente. L’arrivo di Thales Alenia Space nel 1983 ha ulteriormente ampliato le capacità della regione, in particolare nelle tecnologie satellitari e spaziali.
Oggi il polo aerospaziale di Tolosa rappresenta uno degli ecosistemi
aerospaziali più avanzati d’Europa, in grado di sostenere oltre 110.000 posti di lavoro, di cui 12.000 nel settore spaziale, e di ospitare più di 830 organizzazioni, da grandi player come Airbus, Thales e Dassault Aviation a 530 PMI e 100 start-up. Il cluster Aerospace Valley, istituito nel 2005, svolge un ruolo fondamentale nel promuovere la collaborazione tra queste aziende e i principali istituti di ricerca. La presenza di Airbus è stata una pietra miliare del successo di Tolosa, trainando la crescita economica della città e posizionandola come il più grande bacino di lavoro aerospaziale in Europa.
Tolosa eccelle nelle tecnologie di telecomunicazione e geolocalizzazione, contribuendo a progetti come Galileo, Egnos ed Essp, fondamentali per le comunicazioni satellitari globali. Il Cnes, l’agenzia spaziale francese, ha sede a Tolosa e ha ulteriormente rafforzato l’hub guidando missioni spaziali chiave, tra cui Rosetta, Curiosity e Perseverance. Tolosa è diventata quindi un leader mondiale sia nell’esplorazione spaziale sia nella tecnologia satellitare.
Il successo del polo aerospaziale di Tolosa può essere attribuito a diversi fattori chiave. La presenza di Airbus e di altre importanti aziende aerospaziali ha fortificato l’industria della regione, mentre il sostegno del governo, sotto forma di finanziamenti per la ricerca e lo sviluppo, incentivi fiscali e la creazione di parchi industriali aerospaziali, ha alimentato una

crescita continua. Inoltre, Tolosa vanta una forza lavoro altamente qualificata, alimentata da istituzioni prestigiose come Isae-Supaero, Enac e INP-Enseeiht. Queste scuole producono talenti di alto livello, garantendo un flusso costante di ingegneri e ricercatori a sostegno dell’innovazione aerospaziale della regione. Il polo aerospaziale di Tolosa ha prosperato grazie alla combinazione di leadership industriale, eccellenza accademica e forte sostegno governativo, che lo hanno reso un centro globale per la tecnologia aeronautica e spaziale.
La storia del Distretto Aerospaziale Pugliese risale all’epoca fascista, quando vennero istituiti aeroporti militari a Brindisi, Grottaglie, Galatina, Bari e Foggia per via della loro posizione strategica sul Mediterraneo. Nel 1934 fu fondata la Saca (Società Anonima Costruzioni Aeronautiche) per fornire servizi di assistenza tecnica e manutenzione alla compagnia aerea nazionale italiana Ala Littoria, segnando l’inizio del coinvolgimento industriale della Puglia nel settore aerospaziale.
Nel 1977, Agusta (oggi parte di Leonardo SpA) ha rilevato le attività di Saca, concentrandosi sulla manutenzione e sulla produzione di velivoli ad ala fissa e ad ala rotante. L’arrivo di Fiat Aviazione (ora Avio Aero) nel 1979, dopo l’acquisizione della divisione motori di Saca, ha ampliato il ruolo della regione nella produzione di motori aerospaziali.
Negli anni ‘90, Alenia Aeronavali (anch’essa parte di Leonardo SpA) ha rafforzato la sua presenza rilevando le attività di manutenzione degli aerei ad ala fissa a Brindisi, aiutando l’area a diventare un polo di approvvigionamento locale. Molte piccole e medie imprese (PMI), fondate da ex dipendenti di grandi aziende aerospaziali, si sono specializzate in sottocomponenti e servizi per l’industria aerospaziale, in particolare a Brindisi, Lecce e Foggia.
La costituzione ufficiale del Distretto Tecnologico Aerospaziale (DTA) nel 2009 ha riunito grandi aziende aerospaziali, PMI, università e centri di ricerca in un polo integrato per la produzione, la ricerca
Space Coast – Florida (USA)
• Origini: scelta strategica vicino all’Atlantico e all’equatore; sede dal 1962 del Kennedy Space Center.
• Svolta: dopo la fine dello Space Shuttle (2011), NASA avvia partnership pubblicoprivate (Commercial Crew Program, COTS).
• Oggi: polo multi-utente con SpaceX, Boeing, Blue Origin; oltre 12.000 occupati diretti e 27.000 indiretti.
• Impatto economico: 5,25 miliardi $ all’economia della Florida (2021). Tolosa (Francia)
• Origini: 1917 con Latécoère, 1969 con Airbus (linea di assemblaggio principale).
• Sviluppo: arrivo di Thales Alenia Space (1983), fondazione del cluster Aerospace Valley (2005).
• Numeri: oltre 110.000 occupati, di cui 12.000 nello spazio; 830 aziende coinvolte.
• Punti di forza: progetti Galileo, EGNOS, ESSP; CNES con missioni Rosetta, Curiosity e Perseverance.
• Ecosistema: forte collaborazione industria–università (ISAE-Supaero, ENAC, INP).
Distretto aerospaziale pugliese (Italia)
• Origini: basi militari dagli anni ’30, poi SACA, Agusta (Leonardo), Avio Aero e Alenia.
• Svolta: nascita del DTA – Distretto Tecnologico Aerospaziale (2009).
• Attori: Leonardo, Avio Aero, Sitael, Boeing (fusoliere del 787 a Grottaglie), università di Bari, Salento e Politecnico di Bari.
• Numeri: 1,5 miliardi € di fatturato, 340 mln € export, 7.500 addetti (di cui 500 ricercatori).
• Punti di forza: posizione strategica nel Mediterraneo, ecosistema di PMI innovative, forte filiera produttiva. Harwell Space Hub (UK)
• Origini: ex base RAF (1934), poi ricerca nucleare; dal 1980 con RAL Space nasce il focus spaziale.
• Sviluppo: arrivo ESA (2009), apertura ECSAT (2013) e Catapult Satellite Applications (2013).
• Infrastrutture: National Satellite Test Facility con una delle camere a vuoto più grandi d’Europa.
• Numeri: 105 organizzazioni, 1.400 addetti, 5,7 miliardi £ al PIL UK.
• Punti di forza: focus su dati satellitari, telecomunicazioni, ricerca climatica e urbanistica (programma Copernicus).


e l’innovazione nel settore aerospaziale. L’aeroporto di Grottaglie è diventato un importante centro di produzione e sperimentazione aerospaziale avanzata. In particolare, la Boeing ha scelto Grottaglie per la produzione di sezioni di fusoliera per il suo 787 Dreamliner, posizionando la Puglia come un attore chiave nell’industria aerospaziale globale. Diversi fattori hanno contribuito al successo del Polo Aerospaziale Pugliese. La posizione strategica della Puglia nel Mediterraneo le ha permesso di fungere da porta d’accesso per i mercati europei, africani e mediorientali, a vantaggio dell’aviazione civile e militare. Inoltre, la forte collaborazione tra istituzioni pubbliche, aziende private e centri di ricerca ha spinto l’innovazione e la crescita nella regione, con il DTA che ha favorito partnership tra grandi attori come Leonardo SpA, Avio Aero e Sitael, oltre a PMI e istituzioni accademiche come il Politecnico di Bari, l’Università di Bari e l’Università del Salento. Oggi il Distretto Aerospaziale Pugliese genera 1,5 miliardi di euro di fatturato annuo, con 340 milioni di euro di esportazioni. Il distretto impiega più di 7.500 dipendenti a tempo pieno,
tra cui 500 ricercatori che contribuiscono all’innovazione dei progetti aerospaziali. La regione si distingue per le solide collaborazioni tra aziende, università e centri di ricerca, che favoriscono il progresso tecnologico e la crescita economica.
L’Harwell Space Hub, situato nell’Oxfordshire, nasce dalla creazione di una base aerea della RAF nel 1934, per poi trasformarsi in un centro scientifico per la ricerca nucleare dopo la Seconda guerra mondiale. Il vero impulso alle attività spaziali nella regione è iniziato con la costituzione di RAL Space nel 1980, che ha aperto la strada alla creazione di un ecosistema spaziale dedicato. RAL Space ha assunto un ruolo di spicco nella tecnologia satellitare e nelle missioni spaziali, contribuendo a programmi spaziali importanti come la spedizione Rosetta nel 2004.
L’Agenzia Spaziale Europea (ESA) ha istituito un importante hub per le comunicazioni satellitari a Harwell nel 2009, segnando una tappa significativa nello sviluppo del cluster. A ciò ha fatto seguito, nel 2013, la creazione di Ecsat
(Centro europeo per le applicazioni spaziali e le telecomunicazioni), incentrato sulle applicazioni satellitari, la ricerca sul clima e l’analisi dei dati spaziali. Nello stesso periodo, Innovate UK ha lanciato il centro Catapult Satellite Applications ad Harwell per sostenere l’innovazione in campo spaziale e fornire risorse alle startup e alle PMI. L’aggiunta della struttura di test e integrazione di R100 nel 2015, che ospita una delle camere a vuoto più grandi d’Europa, ha ulteriormente migliorato le capacità dell’hub per i test di satelliti e veicoli spaziali.
Oggi Harwell è un pilastro fondamentale della strategia spaziale del Regno Unito, con un contributo di 5,7 miliardi di sterline al PIL nazionale e circa 1.400 dipendenti equivalenti a tempo pieno. L’hub ospita più di 105 organizzazioni spaziali, un mix di startup, PMI e importanti istituti di ricerca, tra cui RAL Space e l’Università di Oxford. Harwell è diventato un centro leader per l’analisi dei dati satellitari, le telecomunicazioni e la ricerca ambientale, in particolare grazie al coinvolgimento nel programma Copernicus. L’hub svolge un ruolo centrale nell’analisi dei dati satellitari per il monitoraggio del clima, la pianificazione urbana e la risposta ai disastri, posizionandosi come attore chiave nelle attività spaziali nazionali e internazionali.
Diversi fattori hanno contribuito al successo di Harwell. L’hub spaziale si caratterizza per il suo ecosistema collaborativo, che riunisce startup, PMI, istituti di ricerca ed enti governativi per promuovere l’innovazione. A differenza di altri hub che sono cresciuti attorno a grandi OEM, la crescita di Harwell è stata in gran parte guidata dalla sua attenzione ai partenariati intersettoriali e all’eccellenza della ricerca.
La presenza di strutture di livello mondiale come RAL Space e il National Satellite Test Facility ha reso Harwell un centro di eccellenza per la tecnologia satellitare e le comunicazioni. Anche il forte sostegno del governo britannico, attraverso iniziative come il National Space Innovation Programme (Nsip), è stato fondamentale per promuovere la crescita e il ruolo di Harwell nella strategia spaziale del Regno Unito.

Rettificatrici Ghiringhelli

UN’IMPRESA CHE INTRECCIA CONTINUITÀ FAMILIARE, LEGAME CON IL TERRITORIO E SVILUPPO
TECNOLOGICO: COSÌ RETTIFICATRICI GHIRINGHELLI CONFERMA IL SUO RUOLO DI ECCELLENZA
INTERNAZIONALE NELLA RETTIFICA SENZA CENTRI di Patrizia Ricci
CCi sono aziende che non hanno bisogno di presentazioni, perché il loro nome si identifica immediatamente con un prodotto, con una tecnologia, con un’eccellenza. Nel mondo delle macchine utensili, Rettificatrici Ghiringhelli rappresenta esattamente questo: da oltre cent’anni il nome dell’azienda di Luino è indissolubilmente legato alla rettifica senza centri, fino a diventare un punto di riferimento riconosciuto a livello mondiale. Ovunque, anche a migliaia di chilometri di distanza, basta pronunciare quel nome perché venga subito associato alle rettificatrici senza centri: una prova concreta di quanto prestigio e riconoscibilità l’impresa abbia saputo costruire oltre i confini nazionali.
Il merito, sottolinea la CEO Patrizia Ghiringhelli, va attribuito al lavoro delle generazioni precedenti, capaci di costruire un patrimonio di competenze e credibilità, così come di quelle attuali. “Se oggi godiamo di una tale reputazione, è grazie all’impegno e alla bravura di chi ci ha preceduto. E di chi oggi continua a coltivare i frutti di decenni di investimenti e scelte lungimiranti”. Nel tempo, tutto questo ha portato il nome Rettificatrici Ghiringhelli a essere accostato, non a caso, alla Ferrari della macchina utensile: un paragone che rende bene l’idea che da sempre guida l’azienda, fondata su qualità, affidabilità e prestigio.
Un passaggio generazionale costruito con lungimiranza
La storia recente di Rettificatrici Ghiringhelli è segnata da un passaggio generazionale pianificato con grande attenzione. Alla fine degli anni Novanta l’azienda era guidata insieme alla sorella Antonietta da Paolo Ghiringhelli, presidente della società. In quel contesto, Paolo Ghiringhelli decise di anticipare i tempi, avviando un percorso che avrebbe assicurato continuità alla terza generazione. “Era il 1999 – ricorda Patrizia Ghiringhelli – quando papà volle guardare avanti con la lungimiranza che lo contraddistingueva. Con grande chiarezza individuò in me e in mia sorella Silvia le figure destinate a raccogliere un giorno il testimone, affiancando alla nostra guida due giovani manager di fiducia. Così nacque il team che avrebbe guidato l’azienda negli anni a venire”.
Quella scelta si rivelò fondamentale: al momento della scomparsa prima di Antonietta e poi di Paolo Ghiringhelli, la struttura era già pronta ad affrontare il futuro. “Quando quattro anni fa papà ci ha lasciato – spiega Patrizia Ghiringhelli – il dolore è stato profondo, ma dal punto di vista organizzativo l’azienda non ha subito contraccolpi. L’impianto gestionale era solido, collaudato, sperimentato. Non abbiamo dovuto affrontare situazioni improvvise o inattese, perché tutto era stato predisposto

con grande attenzione”.
Oggi la leadership dell’azienda varesina è ben definita: Patrizia Ghiringhelli è CEO, Silvia Ghiringhelli è CFO, mentre Marco Barzaghi e Domenico Arvonio guidano rispettivamente le aree commerciale e tecnica. Una squadra che, nel tempo, ha consolidato una sintonia profonda e rappresenta la spina dorsale dell’impresa. “Siamo cresciuti insieme – sottolinea la CEO – e oggi affrontiamo con compattezza le sfide del mercato. Accanto a noi c’è un gruppo di collaboratori preparati e appassionati, che rappresentano la vera forza dell’azienda”.
Il filo rosa che unisce le generazioni
La storia di Rettificatrici Ghiringhelli è segnata anche dalla presenza di figure femminili di rilievo in posizioni di guida, un elemento tutt’altro che comune nel mondo delle macchine utensili. Per lungo tempo il ruolo di presidente è stato ricoperto da Antonietta Ghiringhelli, con equilibrio e autorevolezza.
“Abbiamo avuto per diversi anni – racconta Patrizia Ghiringhelli – come presidente nostra zia Antonietta, che ha saputo gestire con straordinaria intelligenza i rapporti professionali senza mai compromettere quelli familiari. Il fatto che al vertice dell’azienda ci fosse una donna è stato un tratto distintivo della nostra storia e, in qualche modo, ha reso più naturale anche la mia nomina a CEO: i nostri collaboratori erano già abituati a una leadership aziendale tutta al femminile”.
Un forte senso della famiglia che ha garantito stabilità all’interno del nucleo familiare e continuità all’impresa, anche nei momenti più delicati. “Noi siamo sempre stati molto uniti – sottolinea – e da sempre teniamo distinti i legami affettivi da quelli professionali per garantire il necessario equilibrio tra la dimensione familiare e quella aziendale”, sottolinea la CEO.
La possibilità di trasmettere patrimonio, competenze e valori da una generazione all’altra ha rafforzato anche il legame con il territorio e consolidato la competitività dell’azienda. “Credo che la scelta, a suo tempo, di affidare la presidenza a nostra zia Antonietta Ghiringhelli abbia avuto successo proprio per questo: era una decisione che rispettava il valore della famiglia,

garantendo al tempo stesso autorevolezza e capacità di mediazione. È stata una tradizione che abbiamo portato avanti e che ancora oggi rappresenta parte integrante della nostra identità”.
Il legame con il territorio e la responsabilità verso i collaboratori
Il legame con il territorio è da sempre un tratto distintivo della storia di Rettificatrici Ghiringhelli. Fondata a Luino nel 1921, l’azienda non ha mai abbandonato le proprie radici, mantenendo nel tempo un forte rapporto con la comunità locale. “Siamo a Luino da oltre cent’anni – spiega Patrizia Ghiringhelli – e siamo consapevoli
della responsabilità che questo comporta. Ancora oggi molti dei nostri collaboratori abitano a pochi chilometri: è un segno di vicinanza che si traduce in qualità della vita e in un senso di appartenenza che vogliamo preservare”.
Questa scelta di continuità territoriale riflette un approccio imprenditoriale che mette al centro non solo il business, ma anche le persone. “Essere un’azienda di riferimento nel proprio territorio significa assumersi un ruolo sociale – aggiunge –. Per noi i collaboratori non sono semplicemente dipendenti: sono parte integrante di un progetto che dura da generazioni. La loro crescita, il loro benessere e la loro stabilità hanno sempre rappresentato una priorità”.
Non mancano tuttavia le difficoltà. La vicinanza con il confine svizzero crea una concorrenza forte, soprattutto per i giovani attratti dalle retribuzioni più alte del mercato ticinese. “Un tempo l’ambizione era trovare lavoro sicuro e vicino a casa – osserva la CEO – oggi molti guardano oltre confine, spesso senza considerare le opportunità che le aziende italiane offrono. A questo si aggiunge un crescente mismatch tra le competenze richieste dalla manifattura e quelle che i ragazzi possiedono o desiderano sviluppare. Eppure, il nostro radicamento resta un valore: crediamo nella nell’importanzadella nostra presenza in questo territorio e per questo territorio”.
Competenze e giovani: dal mismatch alle azioni concrete
La carenza di competenze tecniche è un tema cruciale. “Oggi più che mai –racconta la CEO – la ricerca per figure in ambito elettronico e informatico è sfidante”. Oltre alla competizione salariale, bisogna infatti tenere conto del fatto che la domanda di profili digitali è esplosa in settori percepiti come più attrattivi rispetto ai reparti produttivi tradizionali. “Oggi tutto è connesso e digitalizzato: dietro ogni realtà digitale ci sono sviluppatori e software house. È naturale che molti giovani guardino in quella direzione prima che alla manifattura”.
La risposta di Ghiringhelli però non è mai stata passiva. “Ogni difficoltà ci spinge ad attivarci”, sintetizza Ghiringhelli. Da oltre vent’anni l’azienda ha strutturato collaborazioni stabili con le scuole del territorio, andando ben oltre la classica visita aziendale: programmi ad hoc per i docenti, progetti con l’ITIS locale, partecipazione ai percorsi di orientamento promossi da Confindustria Varese e UCIMU. “Circa venti anni fa abbiamo iniziato ad accogliere gli studenti dell’ultimo anno dell’ITIS Città di Luino: i nostri tecnici, per alcune giornate, diventano docenti, trasmettendo competenze pratiche e consentendo agli studenti di avvicinarsi agli ambienti aziendali. Al termine del percorso viene rilasciato un attestato di meccatronica: un modo concreto per sostenere la formazione dei ragazzi e rafforzare il legame con il territorio”.
Con l’introduzione dell’ alternanza scuola-lavoro e, già prima, con il progetto Generazione d’Industria di Confindustria Varese, l’azienda ha consolidato il proprio impegno. Un impegno che si è esteso anche a livello post-diploma: due anni fa la scelta di fare rete con altre imprese del territorio ha portato alla nascita di un ITS dedicato a robotica e automazione, pensato sulle esigenze del bacino provinciale. “Rappresenta un percorso ideale per chi predilige l’esperienza operativa rispetto agli studi universitari: due anni di formazione tecnico-pratica che consentono ai ragazzi di acquisire competenze spendibili subito nel mondo del lavoro” osserva la CEO.
Formazione interna e sicurezza: investire sulle competenze
Accanto all’impegno verso le scuole e le nuove generazioni, Rettificatrici Ghiringhelli dedica grande attenzione anche alla crescita delle competenze interne. “Per noi la formazione è imprescindibile – spiega Patrizia Ghiringhelli –. I nostri tecnici sono bravi perché continuano ad aggiornarsi: senza un costante investimento nella conoscenza non sarebbe possibile mantenere il livello di eccellenza che il mercato ci riconosce”.
In azienda la formazione viene declinata in molteplici direzioni. C’è quella dedicata ai nuovi assunti, per favorirne l’inserimento; quella rivolta alla sicurezza, con corsi periodici e momenti di sensibilizzazione; e quella specialistica, pensata per mantenere i collaboratori sempre aggiornati nei rispettivi ambiti tecnici, dall’elettronica alla meccanica. “Organizziamo ogni anno ore di aggiornamento strutturato, ma anche attività più brevi i c.d. break formativi: piccoli interventi mirati che riportano l’attenzione su procedure, strumenti, comportamenti corretti. Sono momenti sintetici ma fondamentali per rafforzare la cultura della sicurezza e della prevenzione”.
L’aggiornamento continuo non è dunque un’attività accessoria, ma parte integrante della strategia aziendale. “Il nostro obiettivo – aggiunge la CEO – è che ogni collaboratore si senta preparato e consapevole del proprio ruolo. Solo così possiamo garantire soluzioni affidabili e I

Da venticinque anni accanto a Rettificatrici Ghiringhelli opera G&G Service, una società del gruppo creata per completare l’offerta e rispondere a esigenze diverse da quelle del mercato del nuovo. L’idea nacque da Paolo Ghiringhelli che nel 2000 decise di affiancare alla produzione di macchine nuove un’attività dedicata esclusivamente alla revisione e al ricondizionamento delle rettificatrici senza centri Ghiringhelli.
“Fu una scelta lungimirante – ricorda Patrizia Ghiringhelli –. Alcuni clienti ci identificavano come produttori esclusivi di impianti ad alte prestazioni, ritenendo che l’acquisto di una rettificatrice nuova fosse economicamente non sostenibile. Creare una società distinta ci ha permesso di offrire loro un’alternativa concreta e ampliare la nostra offerta con soluzioni revisionate e garantite, in grado di assicurare elevati standard operativi ma con un investimento ridotto”.
Alla guida della nuova realtà venne chiamato Marino Galliani, un ex collaboratore, cresciuto in azienda, che ne ha assunto la direzione e ne rappresenta ancora oggi il volto. Da allora G&G ha sviluppato un’attività indipendente ma strettamente connessa alla casa madre, condividendo alcuni servizi come gli acquisti e la logistica, ma mantenendo un’identità autonoma.
Dal ripristino dei componenti alla messa in sicurezza per una nuova vita, la società del Gruppo è in grado di ripristinare integralmente o parzialmente tutti i modelli di rettificatrici senza centri Ghiringhelli usate e di trasformarle in soluzioni personalizzate secondo le specifiche richieste del cliente finale. Il principio che ha sempre guidato G&G Service è la qualità. “Sin dalla sua costituzione - precisa Patrizia Ghiringhelli – la G&G si occupa esclusivamente di revisioni accurate di nostre rettificatrici senza centri. Ogni macchina viene sottoposta a un processo completo di revisione, seguito da test e collaudi effettuati in collaborazione con il cliente, che ha così l’opportunità di verificarne direttamente le prestazioni prima della consegna”.

Grazie a questo approccio, G&G ha saputo fidelizzare una clientela che altrimenti sarebbe rimasta esclusa dal marchio, rafforzando ulteriormente la reputazione del gruppo. “Il nome Ghiringhelli – conclude la CEO – è da sempre sinonimo di serietà, qualità e affidabilità. Che si tratti di un impianto nuovo o di una macchina revisionata da G&G, il cliente sa di avere a disposizione una soluzione garantita nel tempo”.
competitive ai clienti e, al tempo stesso, un ambiente di lavoro sicuro e stimolante”.
Soluzioni su misura: dal prodotto all’impianto complesso
Uno dei tratti che definiscono l’identità di Rettificatrici Ghiringhelli è la capacità di offrire soluzioni completamente personalizzate, un approccio adottato ben prima che la parola custom diventasse un’esigenza imprescindibile per i clienti. “Già dall’inizio degli anni Ottanta – spiega Patrizia Ghiringhelli – abbiamo abbandonato la produzione in serie per dedicarci esclusivamente a soluzioni su misura. Oggi il 100% della nostra produzione è customizzato. Non realizziamo più semplici rettifiche standalone, ma impianti complessi, integrati con manipolazione e sistemi di automazione, in grado di interfacciarsi con linee complete, e connessi per una gestione anche da remoto.”
Questa evoluzione è stata guidata dalle richieste dei clienti e dall’evoluzione del
mercato. Se un tempo la personalizzazione significava progettare una macchina adatta a produrre un singolo pezzo, oggi l’obiettivo è molto più ambizioso: creare impianti capaci di lavorare intere famiglie di componenti, con tempi di riattrezzaggio sempre più ridotti. “Il mercato non consente più rigidità – sottolinea la CEO –. Le nostre soluzioni devono garantire flessibilità, produttività e affidabilità, operando senza presidio H24 e 365 giorni all’anno, a condizione di essere correttamente alimentate. È quello che i clienti ci chiedono, ed è quello che ci spinge a innovare continuamente”.
Un altro aspetto centrale è il rapporto con il cliente, che per noi è a tutti gli effetti un partner di progetto. “Noi siamo specialisti della rettifica senza centri – chiarisce Ghiringhelli – ma il vero know-how del processo appartiene al cliente. La nostra rettifica è lo strumento con cui lui ottimizza la propria produttività. Per questo il risultato finale è sempre frutto di un percorso condiviso, un vero e proprio co-engineering: noi
portiamo la nostra esperienza tecnologica, il cliente la sua conoscenza del processo, e insieme costruiamo la soluzione produttiva a lui ottimale”.
R&S e nuovi settori applicativi
La capacità di proporre soluzioni su misura non potrebbe esistere senza un forte impegno in ricerca e sviluppo. In Rettificatrici Ghiringhelli il percorso di ogni commessa nasce infatti da un lavoro congiunto tra area commerciale e ufficio tecnico. “Subito dopo il primo contatto a cura dell’ufficio commerciale – spiega Patrizia Ghiringhelli – ogni progetto viene seguito da un referente tecnico dedicato che diventa il riferimento del cliente per tutto il ciclo della commessa. È un lavoro di squadra, in cui il cliente è parte attiva e mai spettatore”. Questa impostazione si è consolidata negli anni grazie anche al confronto con grandi gruppi internazionali, da sempre tra i principali clienti Ghiringhelli. “Avere interlocutori globali, con esigenze e aspettative
molto elevate, ci ha spinto ad un miglioramento continuo. Gestire incontri settimanali da remoto, report di avanzamento, pianificazioni dettagliate, sopralluoghi di audit è una prassi che ci ha permesso di crescere, strutturarci e diventare ancora più affidabili”.
La stessa flessibilità che guida l’approccio progettuale si riflette anche nella capacità di adattarsi ai diversi mercati applicativi. Storicamente il settore automotive è sempre stato il principale sbocco per la rettifica senza centri, grazie alla sua ripetitività, affidabilità e produttività. Ma oggi, di fronte al rallentamento del comparto, Rettificatrici Ghiringhelli ha saputo aprirsi a nuovi scenari. “L’automotive rimane importante – spiega la CEO – ma è un settore che sta attraversando un momento di difficoltà. Per questo ci siamo orientati verso altre applicazioni, come l’aerospace, la difesa, il medicale. Nel 2021, per il nostro centenario, abbiamo lanciato la A80, una macchina con fascia da 80 mm pensata per micromeccanica, orologeria e lavorazioni di precisione. Era un segmento che non presidiavamo e che oggi ci sta dando soddisfazioni”.
Questa capacità di muoversi tra mercati diversi è parte integrante della strategia aziendale. “Abbiamo sempre seguito i clienti sia dal punto di vista geografico sia da quello applicativo. È una flessibilità che consideriamo una delle nostre strategie vin-
centi, e che non intendiamo abbandonare. La nostra missione è essere sempre al fianco del cliente, qualunque sia il settore o il mercato in cui opera”, precisa Ghiringhelli.
Assistenza globale e qualità come tratto distintivo
Uno degli aspetti più delicati per un costruttore di macchine utensili è la capacità di garantire assistenza a livello internazionale. Per Rettificatrici Ghiringhelli questo è sempre stato un punto di forza, pur rimanendo una PMI con sede unica a Luino. “Spesso i clienti stranieri che non ci conoscono ci chiedono se abbiamo centri di assistenza locali – racconta Patrizia Ghiringhelli –. È una domanda naturale, ma la nostra esperienza dimostra che una rete capillare di filiali non è indispensabile per garantire un servizio efficiente e puntuale. Oggi abbiamo due centri di assistenza, uno in Germania e uno in Cina, mercati per noi strategici, ma le nostre rettifiche sono installate con successo in tutto il mondo, dagli Stati Uniti al Sudafrica, dall’Australia al Sud-est asiatico”.
La chiave di questa affidabilità risiede nelle scelte fatte già dagli anni Settanta, quando l’azienda decise di non cedere mai a logiche speculative sul costo dei componenti. “Abbiamo sempre selezionato fornitori di primaria qualità, anche quando significava investire di più – sottolinea la CEO –. Questo approccio ci consente di assicurare
la disponibilità dei ricambi anche a livello locale, evitando complicazioni logistiche o attese complesse. È una filosofia che ha fatto la differenza”. L’installazione degli impianti segue un percorso strutturato e rigoroso. Ogni macchina viene collaudata in più fasi: dapprima a Luino, con i pezzi del cliente, per ottimizzare il processo; poi alla presenza dei suoi tecnici, che ricevono anche una prima formazione; infine, presso lo stabilimento del cliente, con il collaudo in produzione e la messa in servizio da parte dello stesso tecnico che aveva seguito il progetto dall’inizio. “In questo modo, al momento dell’avvio, l’impianto ha già superato diversi test e il cliente è pronto a gestirlo in autonomia. Inoltre, grazie alle moderne tecnologie di connessione, siamo in grado di fornire supporto da remoto, accompagnando i tecnici del cliente in ogni fase operativa, indipendentemente dalla loro posizione geografica.”
Questa combinazione di rigore progettuale, componentistica selezionata e approccio metodico all’assistenza ha reso le macchine Ghiringhelli sinonimo di qualità e affidabilità. “I nostri clienti sanno di poter contare su impianti progettati per garantire operatività continua e sicurezza, senza la necessità di una presenza costante dei nostri tecnici. Le soluzioni che offriamo sono studiate per ridurre al minimo gli interventi, assicurando affidabilità e autonomia nella gestione.”

AVANZATI, RIVESTIMENTI INNOVATIVI, GEOMETRIE OTTIMIZZATE, DIGITALIZZAZIONE E SERVIZI POST-VENDITA DELINEANO LO STATO DELL’ARTE DEL SETTORE UTENSILI E LE SFIDE DELLA MANIFATTURA
Di Patrizia Ricci
Gli utensili rappresentano da sempre un elemento imprescindibile nella manifattura. La loro funzione, apparentemente semplice, è in realtà determinante: senza strumenti di lavorazione ad alte prestazioni non sarebbe possibile ottenere la precisione, la produttività e la ripetibilità che oggi costituiscono la base della competitività industriale.
agli obiettivi ambientali e sociali delle imprese manifatturiere.
In questo scenario, parlare di utensili significa parlare del cuore stesso della manifattura moderna: un settore che unisce tradizione e ricerca avanzata, con un impatto diretto non solo sulla produttività, ma anche sulla capacità dell’industria di evolvere verso modelli più efficienti, digitali e responsabili.

Negli ultimi anni, tuttavia, il ruolo dell’utensile è profondamente cambiato. Da “semplice strumento di taglio” è diventato un sistema complesso che integra materiali di nuova generazione, geometrie ottimizzate, rivestimenti avanzati, soluzioni modulari e multifunzione. A questo si aggiunge la dimensione digitale, con utensili sempre più spesso connessi e capaci di dialogare con macchine CNC e piattaforme di fabbrica, aprendo la strada a manutenzione predittiva e processi data-driven. Anche il service ha assunto un’importanza crescente: consulenza, formazione, riaffilatura e gestione del ciclo di vita completano un’offerta che non riguarda più soltanto il prodotto, ma l’intero ecosistema che lo circonda.
Il risultato è che oggi l’utensile non è più visto come un componente accessorio, bensì come un abilitatore di innovazione e sostenibilità. Innovazione, perché le nuove soluzioni permettono di affrontare materiali complessi, ridurre i tempi ciclo e garantire qualità costante anche nelle produzioni più sofisticate. Sostenibilità, perché la maggiore durata, la possibilità di ricondizionamento, l’uso di materiali riciclati e i minori consumi energetici contribuiscono
L’ampliamento delle gamme e la personalizzazione
Uno dei tratti distintivi dell’evoluzione recente del settore utensili è l’ampliamento delle gamme disponibili. Oggi il mercato offre soluzioni capaci di coprire praticamente ogni esigenza applicativa: dalle lavorazioni su piccoli diametri, che richiedono elevata precisione e l’impiego di materiali sensibili come leghe leggere, polimeri tecnici e compositi — tipiche di medicale ed elettronica — fino ai processi ad alto volume di asportazione su materiali difficili da lavorare, come titanio, superleghe e acciai alto-legati, caratteristici di settori quali automotive, aerospazio e stampi.
Parallelamente si diffonde la ricerca di utensili universali, progettati per garantire prestazioni elevate su un’ampia gamma di materiali e condizioni operative. Questi strumenti consentono di ridurre il numero di utensili in officina, semplificare la gestione del magazzino, abbattere i costi di approvvigionamento e migliorare la flessibilità produttiva. In un contesto segnato da lotti ridotti e frequenti cambi di setup, la possibilità di contare su utensili versatili diventa un vantaggio competitivo concreto.
Accanto al prodotto, cresce l’importanza dei servizi a valore aggiunto. Alla semplice fornitura si affiancano consulenza, formazione e supporto tecnico: le aziende collaborano con i clienti per ottimizzare parametri di taglio, ridurre i tempi ciclo e migliorare la qualità del pezzo finito. La formazione di operatori e giovani tecnici è parte integrante dell’offerta, favorendo la diffusione di competenze e una cultura dell’innovazione che va oltre il prodotto. L’insieme di questi fattori segna un cambio di paradigma: l’utensile non è più un bene standardizzato da adattare al processo, ma una soluzione integrata e personalizzata, capace di modellarsi sulle esigenze reali della produzione e di accompagnare l’azienda nel percorso di crescita e trasformazione.
Materiali e rivestimenti di nuova generazione
La ricerca sui materiali da taglio è uno dei pilastri dell’innovazione utensile. Il metallo duro, materiale di riferimento per la maggior parte delle applicazioni, è stato progressivamente migliorato grazie a grane ultrafini e leganti ottimizzati, che permettono di combinare durezza e resistenza meccanica. Questo consente di affrontare con maggiore sicurezza lavorazioni ad alto volume di asportazione e su materiali difficili da lavorare, come acciai alto-legati o superleghe, riducendo il rischio di criccature e usura precoce.
Accanto al metallo duro si sono affermati materiali avanzati che rispondono a esigenze specifiche. Le ceramiche rinforzate garantiscono stabilità a velocità di taglio molto elevate, risultando ideali per le ghise e alcune leghe difficili. Il CBN (nitruro di boro cubico) si è imposto nella lavorazione degli acciai temprati, permettendo di ottenere superfici ad alta precisione con rugosità estremamente contenute. Il diamante policristallino (PCD), infine, rappresenta la scelta privilegiata per le leghe leggere e i compositi, grazie alla sua eccezionale resistenza all’usura e alla capacità di mantenere prestazioni costanti anche in produzioni prolungate.
truciolo e le forze agenti sul tagliente, ottimizzando così ogni aspetto della geometria. Questo porta a trucioli più controllati, riduzione delle vibrazioni e maggiore stabilità del processo. In applicazioni critiche come la fresatura ad alta velocità o la lavorazione di cavità profonde, queste soluzioni permettono di mantenere la qualità del pezzo costante e di ridurre sensibilmente i tempi ciclo.
Le geometrie ottimizzate sono spesso abbinate a utensili multifunzione, progettati per eseguire in sequenza più operazioni — come foratura, smussatura e filettatura — con un solo passaggio. Questo approccio consente di eliminare cambi utensile, semplificare i programmi CNC e ridurre le movimentazioni, con un impatto diretto sulla produttività e sulla gestione dei costi.
Un altro fronte rilevante è quello della modularità. Gli utensili a testa intercambiabile, ad esempio, consentono di sostituire solo la parte attiva, riducendo il consumo di materiale e i tempi di fermo macchina. Allo stesso tempo, la modularità assicura una maggiore flessibilità, permettendo di configurare rapidamente utensili diversi a partire da un unico corpo base.

A completare questa evoluzione vi è lo sviluppo dei rivestimenti superficiali. Le tecnologie PVD e CVD hanno portato a coating multistrato come TiAlN o AlTiN, capaci di resistere a temperature elevate, ridurre gli attriti e proteggere il tagliente dall’usura. Questi rivestimenti non hanno più solo una funzione protettiva, ma diventano parte integrante della progettazione: migliorano la stabilità del processo, favoriscono la formazione controllata del truciolo e consentono di ridurre l’impiego di lubrificanti, con effetti positivi sia sulla produttività sia sull’ambiente.
Geometrie ottimizzate e cicli più rapidi
Accanto ai materiali e ai rivestimenti, un ruolo determinante nell’evoluzione degli utensili è svolto dalle geometrie di taglio. La forma del tagliente, l’angolo di spoglia, la disposizione delle scanalature e la progettazione dei rompitruciolo non sono più elementi standardizzati, ma variabili studiate con estrema precisione per adattarsi a materiali e condizioni specifiche.
Grazie a strumenti di simulazione digitale e modellazione tridimensionale, oggi è possibile analizzare in dettaglio i flussi del
L’insieme di queste soluzioni — geometrie dedicate, multifunzionalità e modularità — rappresenta una risposta concreta alla crescente domanda di efficienza. Non si tratta più soltanto di “tagliare meglio”, ma di ottimizzare l’intero processo, riducendo sprechi di tempo e risorse e garantendo una qualità ripetibile anche nelle lavorazioni più complesse.
Automazione, digitalizzazione e utensile “smart”
La digitalizzazione sta cambiando radicalmente il ruolo dell’utensile, trasformandolo da semplice consumabile a componente intelligente e connesso. Grazie alla sensoristica integrata, gli utensili di nuova generazione monitorano in tempo reale vibrazioni, temperatura e usura, inviando dati al CNC o a piattaforme di supervisione. Questo consente di regolare i parametri di taglio, prevenire anomalie e garantire processi più stabili e prevedibili.
L’integrazione con sistemi CAM e CNC consente di spingersi oltre, rendendo possibile la creazione di cicli di lavorazione adattivi, in cui velocità e avanzamenti si adattano dinamicamente alle condizioni reali. Ne derivano minore usura del tagliente, vita utensile più lunga ed efficienza energetica superiore.
Un altro tassello fondamentale è rappresentato dai gemelli digitali che permettono di simulare i processi prima della produzione, stimando la durata dell’utensile, ottimizzando tempi ciclo e riducendo scarti e setup, soprattutto nelle produzioni a lotti ridotti o prototipi.
Infine, la combinazione di dati e intelligenza artificiale abilita la manutenzione predittiva: gli algoritmi stimano il momento ottimale per sostituzioni o riaffilature, evitando fermi imprevisti e migliorando la continuità produttiva.
In questo scenario, l’utensile diventa un abilitatore digitale della fabbrica 4.0, capace di incidere non solo sull’efficienza operativa, ma anche sugli obiettivi di qualità e sostenibilità.













Microlavorazioni e complessità dei materiali
La richiesta di componenti sempre più piccoli e complessi sta spingendo in avanti i confini dell’utensileria. Le microlavorazioni, in forte crescita in settori come medicale, elettronica e micro-meccanica di precisione, richiedono utensili dal diametro di pochi decimi di millimetro, capaci di garantire stabilità, accuratezza e qualità superficiale senza sacrificare la produttività.
Le tecnologie più recenti permettono di realizzare cavità profonde, spigoli vivi e geometrie complesse su materiali impegnativi come acciai alto-legati, titanio, Inconel e compositi rinforzati. Per affrontare queste sfide, la ricerca si concentra su nuovi gradi di carburo e rivestimenti ad alte prestazioni, che migliorano la resistenza al calore, riducono gli attriti e prolungano la durata utensile anche in condizioni critiche.
Fondamentale è la gestione del truciolo e del raffreddamento: nelle lavorazioni di piccolo diametro, l’evacuazione efficace è essenziale per evitare intasamenti e rotture. Da qui lo sviluppo di utensili con canali interni per refrigerante ad alta pressione e soluzioni innovative di microraffreddamento, che stabilizzano il processo e proteggono il tagliente.
La sostenibilità passa anche dal contenimento dei consumi energetici e dei fluidi da taglio: tecniche come la lubrificazione a quantità minima (MQL) o il raffreddamento criogenico riducono l’impatto ambientale, mentre l’ottimizzazione digitale dei parametri contribuisce a limitare il dispendio energetico delle macchine.

Le microlavorazioni non sono una semplice nicchia, ma un laboratorio di innovazione per l’intero settore. Le tecnologie sviluppate per combinare miniaturizzazione e resistenza trovano spesso applicazione anche nelle lavorazioni convenzionali, contribuendo a innalzare gli standard di prestazione in tutta la manifattura.
Efficienza, sostenibilità e ciclo di vita
L’efficienza produttiva e la sostenibilità ambientale sono oggi due facce della stessa medaglia, e gli utensili ne sono protagonisti. Ogni innovazione che ne prolunga la durata, riduce gli sprechi o ottimizza il processo ha effetti immediati sia sui costi operativi sia sull’impronta ecologica della manifattura.
La prima leva è l’estensione della vita utensile: materiali avanzati, rivestimenti multistrato e geometrie ottimizzate permettono di lavorare più a lungo senza sostituzioni frequenti, abbattendo i fermi e migliorando il costo per pezzo. L’efficienza non riguarda solo le ore aggiuntive di utilizzo, ma anche la capacità di garantire prestazioni costanti, riducendo scarti e rilavorazioni.
Sempre più diffusi sono i servizi di gestione circolare del ciclo di vita, con programmi di riaffilatura e re-coating che riportano l’utensile a condizioni quasi pari al nuovo. A questi si affiancano sistemi di raccolta e riciclo dei metalli duri, che reinseriscono materiali preziosi nei processi produttivi riducendo la dipendenza da materie prime critiche. Così l’utensile, da consumabile, diventa parte di un flusso circolare di valore.
Un ruolo crescente è assunto dalla tracciabilità dei materiali, resa possibile da piattaforme digitali che garantiscono trasparenza lungo la filiera e aiutano le imprese a raggiungere i propri obiettivi ESG. In questo scenario, materiali e rivestimenti non sono più soltanto un aspetto tecnico, ma una leva strategica per coniugare prestazioni, efficienza e sostenibilità.
In sintesi, efficienza e sostenibilità non sono più percorsi paralleli ma una traiettoria comune: quella che porta a utensili capaci di creare valore economico e, al tempo stesso, ridurre l’impatto ambientale lungo l’intero ciclo di vita.
Oltre il prodotto: service e formazione
L’innovazione nel settore utensili non riguarda solo il prodotto, ma anche i servizi che lo accompagnano lungo l’intero ciclo di vita. Alla fornitura si affiancano pacchetti completi di consulenza, supporto tecnico e soluzioni digitali che trasformano il rapporto con il cliente in una vera partnership.
Il service post-vendita è diventato decisivo: riaffilatura, rivestimento, manutenzione programmata e gestione del parco utensili garantiscono prestazioni costanti e riducono i costi dei fermi macchina. Con le piattaforme digitali di tool management è possibile monitorare l’uso degli utensili, pianificare sostituzioni, ottimizzare le scorte e tenere sotto controllo i costi operativi.
Un ruolo centrale è svolto dalla consulenza applicativa: gli specialisti affiancano i clienti per ottimizzare parametri di taglio, adattare geometrie e definire strategie che migliorano qualità e produttività. In questo modo non si valorizza solo il prodotto, ma si trasferisce knowhow direttamente in officina.
Infine, la formazione rappresenta un investimento strategico. Officine e aziende hanno bisogno di operatori in grado di gestire tecnologie sempre più sofisticate e integrate con sistemi digitali. Programmi di training, corsi online e workshop pratici contribuiscono a colmare il divario di competenze e a diffondere una cultura dell’innovazione orientata a qualità e sostenibilità.
In questo scenario, l’utensile non è più un prodotto isolato ma parte di un ecosistema di soluzioni che unisce tecnologia, servizi e competenze, valorizzando l’efficienza immediata e favorendo la crescita a lungo termine delle imprese manifatturiere.
Con soluzioni per ogni materiale, innovazioni come codoli triplanari e maschi 3 in 1, ABC Tools porta l’officina in un’altra dimensione
Nel panorama delle lavorazioni meccaniche, la scelta dell’utensile giusto è spesso la variabile che fa la differenza tra una produzione efficiente e un processo rallentato da imprevisti. Per chi opera in officina, in carpenteria, nelle lavorazioni di precisione o in quelle più pesanti, la disponibilità di un catalogo completo e aggiornato rappresenta un vero valore aggiunto. È in questa direzione che si muove ABC Tools, realtà storica del settore che propone un’offerta di utensili e soluzioni tecniche capace di coprire ogni esigenza operativa. Il catalogo ABC Tools si distingue per l’ampiezza e la profondità della gamma: inserti da tornio, utensili per macchine CNC, punte specifiche per lattonieri, fabbri, falegnami e muratori, alesatori, svasatori, frese, maschi per fori ciechi e passanti, maschi a mano e a macchina, filiere manuali e meccaniche. Una gamma che non solo risponde alla varietà dei materiali da lavorare – dall’acciaio al legno, dai metalli non ferrosi alle plastiche tecniche – ma lo fa con utensili disponibili sia singolarmente che in assortimenti completi, pensati per chi desidera avere sempre la giusta soluzione a portata di mano. Uno dei punti di forza di ABC Tools è la costante attenzione alle novità tecnologiche. Un esempio concreto riguarda le punte da trapano: grazie ai codoli triplanari, il tradizionale codolo cilindrico viene affiancato ad una geometria che si adatta perfettamente alle griffe del mandrino, eliminando il rischio di slittamenti. Questo semplice ma fondamentale miglioramento assicura maggiore sicurezza e precisione durante la lavorazione. Sempre in tema di punte, merita attenzione la versione a sei gradini autocentrante: una soluzione che consente di eseguire il foro senza prebulinatura e senza preforo, riducendo i tempi di lavorazione e aumentando
l’efficienza. Non si tratta soltanto di velocità: queste punte, infatti, sono fresate e non rullate, caratteristica che permette di ottenere fori con tolleranze di pochi centesimi di millimetro, garantendo standard qualitativi elevati anche in produzioni dove la precisione è un requisito imprescindibile. Le innovazioni non si fermano qui. Tra gli utensili più apprezzati dagli operatori spiccano i maschi combinati con funzione di foratura: un vero e proprio “tre in uno” che consente, con un unico utensile, di forare, filettare e svasare. Questa soluzione riduce drasticamente i tempi di set-up, abbatte i costi legati al cambio utensile e rende più fluido il ciclo produttivo, con un vantaggio diretto in termini di produttività e competitività. Un’offerta così articolata non si limita alla sola fornitura di utensili: la forza di ABC Tools sta anche nella consulenza. Spesso, infatti, la differenza tra un utensile che lavora bene e uno che non soddisfa le aspettative non dipende solo dal prodotto, ma dal suo corretto impiego. Per questo l’azienda mette a disposizione tecnici specializzati, capaci di supportare i clienti nella scelta dell’utensile più adatto, nella formazione del personale e nella risoluzione di problematiche operative. Il risultato è un servizio completo che accompagna l’utilizzatore dalla selezione del prodotto alla sua messa in opera, con un approccio che coniuga tradizione ed esperienza con un costante sguardo all’innovazione. Un binomio che permette ad ABC Tools di essere partner affidabile per chi, ogni giorno, lavora con macchine utensili e richiede prestazioni di livello.Ma l’impegno di ABC Tools non si esaurisce all’interno dell’officina: l’azienda è attenta a valorizzare i giovani talenti, sostenendo università e scuole professionali attraverso l’iniziativa ABC

Tools sostiene il talento. Un progetto che promuove la crescita delle nuove generazioni di tecnici e ingegneri, offrendo strumenti, supporto formativo e occasioni concrete di avvicinamento al mondo del lavoro. Una scelta che testimonia la volontà di investire non solo nelle tecnologie ma anche nelle persone, affinché le competenze del futuro si formino già sui banchi di scuola.
In un settore dove precisione e qualità non sono semplici optional ma veri requisiti di base, la possibilità di affidarsi a un interlocutore unico, capace di fornire utensili, assortimenti, consulenza tecnica e sostegno alla formazione, rappresenta un vantaggio competitivo concreto. Perché scegliere l’utensile giusto significa ridurre i fermi macchina, migliorare la qualità del prodotto e, in definitiva, aumentare l’efficienza del processo produttivo. Con un catalogo sempre aggiornato a disposizione e Mister Tools, l’esperto che ti accompagna alla scoperta del mondo degli utensili professionali, ABC Tools si conferma un punto di riferimento per chi cerca soluzioni affidabili, innovative e adatte ad ogni tipologia di lavorazione meccanica. Segui le pagine social, Instagram e Facebook, e il canale YouTube di ABC Tools per scoprire tante lavorazioni e consigli utili. Per una consulenza dedicata con Mister Tools utilizza il modulo “Contattaci” disponibile sul sito abctools. it specificando nel tuo messaggio “Mister Tools”.
CERATIZIT

Nel contesto della produzione moderna, le aziende devono confrontarsi con materiali sempre più complessi e con la necessità di processi produttivi efficienti, precisi e sostenibili. La scelta degli utensili diventa quindi decisiva: prestazioni elevate, lunga durata e ridotto impatto ambientale sono le caratteristiche che guidano lo sviluppo delle nuove soluzioni. CERATIZIT ha ampliato e aggiornato il proprio portafoglio con tre linee di prodotto complementari – MaxiMill – S-Power, MonsterMill ISO-S e WTX-UNI – progettate per affrontare esigenze diverse: dalla lavorazione della ghisa, alla fresatura di leghe speciali a base di nichel e titanio, fino alla foratura universale ad alte prestazioni.
MaxiMill – S-Power: stabilità e produttività nella fresatura della ghisa
La lavorazione della ghisa è spesso penalizzata da usura accelerata degli utensili, formazione di bave e rotture sui bordi dei pezzi. Queste criticità costringono a ridurre gli avanzamenti, con
conseguente calo di produttività. La serie MaxiMill – S-Power nasce per contrastare questi limiti, combinando un numero elevato di denti con una costruzione robusta e a bassa vibrazione.
La geometria positiva dei taglienti, unita a 12 denti su un diametro di 63 mm, consente avanzamenti più elevati, migliore qualità superficiale e riduzione delle bave, con vantaggi tangibili in applicazioni come sistemi frenanti o superfici di montaggio di motori ad alte prestazioni. Gli inserti a doppia faccia, con otto taglienti effettivi in substrati selezionati e rivestimento DRAGONSKIN, garantiscono durata e taglio fluido. La stabilità è assicurata da sedi rinforzate e dal serraggio a doppio cuneo, che permette sostituzioni rapide tramite una singola vite.
Le frese sono disponibili in diametri da 56 a 125 mm, con inserti più spessi rispetto a quelli convenzionali e quindi più robusti. L’angolo di registrazione di 88° massimizza il numero di denti, mentre la rettifica periferica assicura tolleranze strette e alta qualità superficiale. La serie è adatta alla lavorazione di ghise GJS, GJV e
GJL, con profondità di passata fino a 8 mm e avanzamenti ridotti (0,08–0,15 mm) che minimizzano le rotture delle pareti dei getti. La gamma di inserti comprende qualità ISO P/K con geometria M, raggi d’angolo di 0,4–1,2 mm e varianti CTPK220, CTCP230 e ceramica.
MonsterMill ISO-S: affidabilità nella lavorazione di leghe a base di nichel e titanio
Le leghe a base di nichel e il titanio, come Inconel, Hastelloy e Waspaloy, pongono sfide notevoli: elevata resistenza a trazione, durezza estrema, bassa conducibilità termica e conseguente usura rapida degli utensili. La gamma MonsterMill – ISO-S è stata sviluppata per garantire processi affidabili su questi materiali, grazie a un equilibrio mirato tra geometria, metallo duro e rivestimenti.
Oltre alle versioni a 4 e 5 taglienti, la serie comprende la nuova fresa a 6 taglienti, pensata per finiture superiori. L’angolo di elica variabile e il passo irregolare riducono le vibrazioni, migliorando stabilità e qualità superficiale. Le scanalature lucidate e il rivestimento ottimizzato facilitano l’evacuazione dei trucioli e limitano la concentrazione di calore tipica delle leghe resistenti. La micro geometria è stata adattata con trattamenti del tagliente che riducono le forze di taglio, stabilizzano l’utensile e prolungano la durata, con la possibilità di riaffilatura e riapplicazione del rivestimento per estendere ulteriormente il ciclo di vita.
Il rivestimento Dragonskin DPX22S, sviluppato appositamente per le leghe a base di nichel, applicato in strati da 4–6 µm, offre resistenza all’usura e stabilità termica elevata. Le varianti comprendono frese a 4 taglienti (diametri 3–20 mm, codoli
HA e HB, raggi 0,2–5 mm), a 5 taglienti (diametri 3–16 mm) e a 6 taglienti (diametri 6–16 mm, raggi 0,2–2 mm), coprendo le esigenze standard dell’aerospazio e consentendo soluzioni personalizzate.
Questa gamma si integra con altre soluzioni CERATIZIT per materiali resistenti al calore, come il sistema a placchette MaxiMill – 211-DC, prodotto in additive manufacturing con raffreddamento mirato, e la nuova fresa AluLine, pensata per la lavorazione ad alto volume dell’alluminio.


WTX-UNI: foratura universale ad alte prestazioni e a basso impatto ambientale
Un’altra esigenza fondamentale della produzione moderna è la possibilità di ridurre il numero di utensili, senza rinunciare a precisione e versatilità. La nuova gamma di punte universali WTX-UNI risponde a questa necessità, garantendo forature affidabili su acciaio, acciaio inox, ghisa e acciai temprati fino a 54 HRC, riducendo i cambi utensile e i costi di processo.
La serie introduce la geometria brevettata realizzata con CT-GS20Y, il grado upGRADE più sostenibile di CERATIZIT, ottenuto al 99% da materie prime riciclate. Questo substrato, unito al Product Carbon Footprint (PCF) dichiarato, assicura benefici ambientali ed economici. Dopo l’uso, gli utensili possono essere riaffilati e rivestiti nuovamente, mantenendo la geometria originale.
La WTX-UNI standard, disponibile con diametri da 3 a 20 mm e profondità 3xD e 5xD, con o senza refrigerazione interna, integra una geometria brevettata con angolo di punta di 140°, rivestimento DPA74S e scanalature allargate, che favoriscono stabilità, autocentraggio e evacuazione sicura dei trucioli. La versione WTX-Quattro con quattro listelli di guida, disponibile in profondità da 5xD a 12xD, adotta un angolo di punta di 135° nelle versioni più profonde e mantiene tutte le caratteristiche di evacuazione e stabilità della gamma. Sono inoltre disponibili utensili speciali come punte a gradino.
Per la foratura profonda, la WTX-Deep UNI garantisce sicurezza e affidabilità di processo, grazie a geometria ottimizzata, spazi truciolo lucidati e rivestimento DPX74-M ad alte prestazioni. Le versioni a stock coprono profondità da 16xD a 50xD con diametri da 3 a 14 mm (fino a 8 mm per 40xD e 50xD), incluse misure imperiali. Le punte pilota 3xD e 5xD sono state progettate per un utilizzo combinato con la serie Deep.
Con la WTX-UNI, CERATIZIT amplia ulteriormente il proprio portafoglio di punte, che include micro-utensili da 0,1 mm, punte ad alto avanzamento, utensili per leghe a base di nichel o alluminio e punte a placchetta amovibile, offrendo una gamma completa per le più diverse esigenze applicative.
CRM MAZZOCCATO
C.R.M. di Mazzoccato Arturo & Figli s.r.l. è una realtà familiare nata nei primi anni Ottanta, quando Arturo Mazzoccato e i suoi tre figli, Paolo, Marco e Antonella, scelsero un modello innovativo: non proporre al mercato prodotti standardizzati, ma tradurre le esigenze specifiche delle aziende meccaniche in soluzioni concrete, trasformando i problemi di lavorazione in utensili e inserti speciali ad asportazione di truciolo.
Questa filosofia di “produzione su misura” è rimasta intatta negli anni e oggi rappresenta il cuore di un’impresa che continua a distinguersi come creatore e produttore interamente made in Italy di utensili speciali a fissaggio meccanico – frese, punte, bareni, lamatori, cartucce, portautensili – e di inserti in PCD, CBN, metallo duro e HSS, capaci di raggiungere precisioni fino al micron.

anche l’attenzione al benessere dei collaboratori, con orari flessibili e ambienti di lavoro confortevoli. Questa visione sistemica, che considera l’impresa parte di un ecosistema fatto di clienti, fornitori, comunità e territorio, ha portato C.R.M. Mazzoccato ad aderire a progetti come RE.FIL –Filiera Metalmeccanica (Interreg Italia-Svizzera), e a conseguire nel 2024 la Certificazione della Parità di Genere UNI PDR 125:2022.
Competenza tecnica e riconoscimento internazionale
Grazie a un know-how tecnico consolidato, a tecnologie avanzate come l’affilatura laser dei taglienti, e a un continuo investimento in ricerca e sviluppo, C.R.M. Mazzoccato si è affermata come partner di riferimento in settori di frontiera: dall’automotive all’aerospazio, dal medicale alla lavorazione dei compositi. La capacità di rispondere con rapidità, precisione e flessibilità ha consolidato collaborazioni durature con clienti in Europa, America e Asia, a testimonianza di una vocazione internazionale che si somma all’orgoglio di essere un’azienda italiana a conduzione familiare.
Innovazione responsabile
Per C.R.M. Mazzoccato l’innovazione è inseparabile dalla responsabilità. L’azienda ha fatto della produzione su commessa un modello virtuoso: realizzare solo ciò che viene effettivamente richiesto dal cliente significa evitare sprechi, ridurre il consumo di materie prime ed energia, ottimizzare la logistica e minimizzare l’impatto ambientale. In quest’ottica, ogni utensile speciale è non solo un concentrato di tecnologia, ma anche un’azione concreta di sostenibilità.
Dal 2021 l’azienda pubblica Rapporti di Sostenibilità, certificando con trasparenza le proprie scelte e le buone pratiche adottate. Tra queste spiccano l’uso di pannelli fotovoltaici di alta efficienza, l’illuminazione a LED, la raccolta differenziata e il riciclo dei materiali metallici, ma
La forza dell’azienda sta nella competenza dei suoi ingegneri e tecnici, unita a una qualità certificata ISO 9001 da oltre vent’anni. La precisione delle soluzioni sviluppate – utensili ed inserti che riducono i tempi di lavorazione e consentono operazioni multiple in un’unica presa – garantisce ai clienti non solo performance elevate, ma anche una riduzione significativa dei costi produttivi.
Le testimonianze internazionali confermano il valore del marchio C.R.M. Mazzoccato: aziende aerospaziali, costruttori automobilistici, officine specializzate in meccanica di alta precisione e system integrators riconoscono nella realtà di Fino Mornasco un partner affidabile, flessibile e competitivo, capace di combinare artigianalità ingegneristica e innovazione tecnologica.
Un’impresa che guarda avanti
Oggi, a oltre quarant’anni dalla fondazione, C.R.M. Mazzoccato continua a crescere mantenendo intatto lo spirito originario: trasformare le esigenze dei clienti in utensili unici, progettati e costruiti per essere pienamente utilizzati, senza sprechi e con un’attenzione costante alla qualità e alla sostenibilità.

“L’importante è mettersi in cammino”, afferma Antonella Mazzoccato, sottolineando come la responsabilità sociale e ambientale non sia un’opzione riservata alle grandi aziende, ma un dovere e un’opportunità per tutte le imprese, anche le PMI.
Con la sua storia fatta di innovazione, passione e rispetto per persone e ambiente, C.R.M. Mazzoccato s.r.l. è oggi un ambasciatore del Made in Italy nel mondo, simbolo di come tecnologia, competenza e sostenibilità possano convivere e generare valore duraturo.
GÜHRING
La Germania è da tempo un punto di riferimento mondiale nella produzione di stampi e utensili, grazie a un tessuto industriale di piccole e medie imprese specializzate in componenti di altissima precisione. In questo contesto, Gühring si distingue come fornitore completo, offrendo non solo utensili da asportazione per varie applicazioni, ma anche portautensili, vending machine e soluzioni software, consolidando il ruolo di partner tecnologico a tutto tondo.
Gli stampi sono essenziali per produrre un’ampia gamma di beni di consumo, dai corpi delle penne a sfera alle parti metalliche, dalle bottiglie e bicchieri in vetro a numerosi articoli in plastica. Oggi, però, i produttori devono affrontare sfide crescenti: concorrenza internazionale, carenza di personale qualificato e continua spinta verso la miniaturizzazione. In questo scenario, disporre di utensili affidabili e tecnologicamente avanzati diventa determinante.
Automazione e stabilità dei processi: le frese G-Mold μ come risposta alle nuove esigenze
La pressione competitiva e la scarsità di operatori specializzati hanno accelerato l’automazione nelle aziende di costruzione stampi. I macchinari sono sempre più spesso in funzione 24 ore su 24, in alcuni casi anche senza presidio diretto. Per rispondere a tali esigenze, Gühring ha sviluppato utensili che uniscono affidabilità e lunga durata. La nuova generazione di frese dedicate alla costruzione di stampi si distingue per il rivestimento Perrox, che riduce la rugosità superficiale e aumenta la resistenza all’usura. A questo si aggiunge un grado di metallo duro più tenace e geometrie di taglio ottimizzate, che migliorano stabilità e durata. L’efficacia è dimostrata da casi applicativi concreti: ad esempio, nella lavorazione di stampi a iniezione in acciaio per utensili con durezza di 53 HRC, la fresa G-Mold µ 65 B ha raggiunto una
durata utensile di 30 ore nella fase di finitura.
Precisione estrema e digitalizzazione
La crescente diffusione dei sistemi
CAD/CAM nella produzione di profili complessi ha reso indispensabile lavorare con utensili capaci di garantire la massima precisione. Le tolleranze richieste nel settore della costruzione stampi sono tra le più severe in assoluto e impongono utensili con lunga durata, precisione sul run-out e tolleranze dimensionali molto strette. La nuova gamma Gühring risponde a queste necessità con frese dalla geometria stabile, un profilo dell’elica ottimizzato e tolleranze del codolo h5. Le precisioni su diametro, concentricità e rotondità sono elevate, mentre quelle sul raggio si attestano nell’intervallo di ±5 µm.
Miniaturizzazione e microlavorazioni

direttamente nel codolo rinforzato delle microfrese, convogliando il refrigerante vicino ai taglienti. Questa soluzione garantisce un raffreddamento preciso e un’efficace rimozione dei trucioli, favorendo processi stabili, finiture di alta qualità e maggiore durata degli utensili. A supporto dello sviluppo di tali innovazioni, l’azienda ha creato un centro di ricerca dedicato alle microlavorazioni a Treuen, operativo dal 2018 su un’area di 4.000 metri quadrati.
Parallelamente, le aziende produttrici di stampi si confrontano sempre più con esigenze di miniaturizzazione. I profili richiesti sono più piccoli, profondi e accurati, con cavità difficili da raggiungere che richiedono utensili sottili e allungati. La fresatura tende a sostituire la tradizionale elettroerosione a tuffo, incrementando la richiesta di utensili in grado di operare su cavità profonde con diametri sempre minori.
Raffreddamento innovativo con GühroJet
Le microlavorazioni presentano ulteriori difficoltà legate all’evacuazione dei trucioli, che nelle cave strette possono compromettere utensile e pezzo. Per superare i limiti del raffreddamento esterno, Gühring ha sviluppato la tecnologia GühroJet, che integra canali di raffreddamento
Materiali sempre più complessi Oltre alla miniaturizzazione, il settore deve affrontare l’aumento della complessità dei componenti e la richiesta di volumi produttivi sempre più elevati. I materiali utilizzati sono sempre più tenaci e resistenti alla corrosione, richiedendo utensili in grado di mantenere alte prestazioni anche su acciai ad alta durezza. Per questo Gühring ha sviluppato un nuovo grado di carburo con grana più fine e durezza superiore di circa 200 HV, ideale per la lavorazione di acciai da utensili alto legati e sinterizzati con durezze fino a 65 HRC.
Presenza locale e competenza tecnologica
Gühring non si limita a offrire utensili, ma propone un pacchetto completo di competenze e supporto tecnico ai propri clienti. La produzione è fortemente radicata in Germania, compresa la realizzazione del metallo duro che rappresenta la base della qualità degli utensili. La presenza locale rafforza il valore del “Made in Germany”. Questo approccio, che unisce innovazione tecnologica, presidio produttivo e vicinanza ai clienti, consolida il ruolo di Gühring come partner di riferimento per l’industria della costruzione di stampi.
Nel settore della lavorazione meccanica, l’efficienza è tutto. Mitsubishi Materials, da sempre all’avanguardia nella tecnologia degli utensili da taglio, presenta le nuove punte a cuspide DXAS, pensate per garantire prestazioni elevate, affidabilità e versatilità nella foratura di acciai e ghise.
Geometria evoluta per una centratura perfetta
Il cuore dell’innovazione risiede nella geometria a cuspide, progettata per migliorare la precisione e ridurre le forze di taglio. Questi accorgimenti consentono un ingresso più dolce nel materiale, riducendo vibrazioni e migliorando la rettilineità del foro. Il risultato è una finitura interna superiore, con tolleranze più strette e minore necessità di operazioni di ripresa.
Materiali e rivestimenti di nuova generazione

Le cuspidi DXAS sono realizzate in metallo duro evoluto, con gradi specifici per acciai e ghise. Il rivestimento multistrato AlTiN garantisce una resistenza termica e all’usura eccezionale, permettendo velocità di taglio più elevate e una maggiore durata utensile. Questo si traduce in meno cambi utensile, meno fermi macchina e più pezzi lavorati per ogni cuspide.
Prestazioni comprovate
I test condotti in officina mostrano risultati eccellenti: rispetto alle punte tradizionali, le DXAS offrono:
• +40% di vita utensile
• Evacuazione del truciolo ottimizzata
• Taglio stabile anche con refrigerazione limitata
• Riduzione del rischio di rottura in forature profonde
Queste caratteristiche rendono le punte ideali per lavorazioni su:
• Acciai legati e non legati
• Ghise grigie e sferoidali
• Acciai inossidabili ferritici
Gamma completa e modularità intelligente
La linea DXAS comprende punte in diverse lunghezze (1.5xD, 3xD, 5xD,8XD) e diametri da 18 a 30 mm. La cuspide intercambiabile consente una gestione più efficiente dell’utensile, riducendo i costi e semplificando la logistica. Questo sistema modulare permette di sostituire solo la parte di usura,
mantenendo il corpo utensile, con evidenti vantaggi in termini di sostenibilità e rapidità operativa. È disponibile con attacco Weldon, per una maggiore stabilità su macchine CNC ad alta potenza.
Innovazione e sostenibilità al centro
Le punte DXAS sono state protagoniste anche alla fiera EMO 2025, dove Mitsubishi Materials ha presentato un’offerta completa orientata al servizio. Nello stand, i visitatori hanno potuto esplorare la nuova Circular Economy Area, dedicata alla sostenibilità e al riciclo degli utensili in metallo duro. Grazie all’ingresso di H.C. Starck nel gruppo, Mitsubishi Materials rafforza il proprio impegno nel recupero e trattamento dei materiali, offrendo vantaggi concreti in termini di efficienza e impatto ambientale.
Inoltre, l’acquisizione di UFP S.r.l., uno dei principali operatori europei nel settore dell’utensileria speciale e riaffilatura, ha potenziato le capacità locali di ricondizionamento e progettazione su misura. Questo consente tempi di risposta più rapidi, supporto tecnico diretto e una maggiore flessibilità nella gestione delle esigenze produttive. I centri MTEC, come quello di Stoccarda, sono il cuore dell’innovazione applicata, dove ingegneri e tecnici sviluppano soluzioni personalizzate per ottimizzare i processi produttivi.
Un’esperienza completa per l’officina moderna
La presentazione delle DXAS si inserisce in una strategia più ampia che punta a offrire soluzioni integrate, dalla progettazione alla rigenerazione, passando per il supporto post-vendita. Mitsubishi Materials si conferma così non solo come produttore di utensili, ma come partner tecnologico per l’industria manifatturiera europea.

Conclusione
Le punte a cuspide DXAS rappresentano una sintesi perfetta tra innovazione tecnologica, efficienza produttiva e sostenibilità. Pensate per rispondere alle esigenze delle officine moderne, offrono prestazioni elevate, lunga durata e flessibilità operativa. Un investimento strategico per chi vuole migliorare la qualità delle lavorazioni e ridurre i costi. Per maggiori informazioni, prove applicative o schede tecniche, contatta il tuo referente Mitsubishi Materials.

SANDVIK COROMANT
La fresatura è uno dei processi cardine della lavorazione dei metalli, presente in quasi ogni settore industriale: dalla realizzazione di componenti complessi per l’aerospazio fino a quelli essenziali per l’automotive. La sua centralità comporta inevitabilmente sfide notevoli. I produttori devono garantire livelli sempre più elevati di precisione, finiture superficiali impeccabili e processi competitivi in termini di costi ed efficienza.
Per ottenere questi risultati, è necessario scegliere utensili da taglio progettati specificatamente per soddisfare requisiti ben precisi. La geometria dell’utensile, la durezza del materiale lavorato e le strategie di fresatura adottate influiscono direttamente sulla qualità finale e sull’efficienza del processo. Che si tratti di fresatura di spallamenti ad alta precisione, spianatura ad alta velocità o contornature complesse multiasse, le prestazioni dell’utensile determinano la riuscita dell’intera operazione.
Un’operazione di fresatura ottimale deve rispondere a diversi criteri. In primo luogo, la precisione: tolleranze dimensionali strette e geometrie accurate sono indispensabili affinché i componenti rispettino i requisiti funzionali. Altro aspetto cruciale è la finitura superficiale: in applicazioni come l’aerospazio, anche una minima deviazione può compromettere le prestazioni di elementi delicati come pale di turbine o carcasse di compressori. A questo si aggiunge l’efficienza, intesa come capacità di massimizzare l’asportazione di truciolo in tempi ridotti senza sacrificare la qualità. Infine, la durata utensile rimane un obiettivo primario: ridurre i cambi e i fermi macchina significa contenere i costi, ma ciò è possibile
solo con un controllo efficace del truciolo e delle forze di taglio. Una gestione non ottimale può infatti determinare usura prematura e compromettere la produttività complessiva.
Sandvik Coromant, leader nelle soluzioni per il taglio dei metalli, mette a disposizione un portafoglio ampio e mirato, che comprende utensili specifici per diverse esigenze: dalla fresatura di spallamenti alla spianatura ad alta velocità, fino alla lavorazione di materiali difficili. Tra queste soluzioni, particolare rilievo assumono CoroMill® MS60, CoroMill® MH20, CoroMill® MF80 e CoroMill® MS20, che rispondono a esigenze differenti ma convergono in un obiettivo comune: aumentare la produttività, ridurre i costi e garantire qualità costante.
CoroMill® MS60 e MH20: precisione e produttività per spallamenti e lavorazioni leggere
La precisione rappresenta un requisito imprescindibile in qualsiasi operazione di fresatura: nella realizzazione di superfici piane o spallamenti a 90 gradi effettivi, anche una minima deviazione può compromettere la qualità finale. Per queste esigenze, CoroMill® MS60 assicura spallamenti affidabili con tolleranze strette e geometria accurata, garantendo stabilità e affidabilità costante nel tempo. Parallelamente, quando la priorità è ridurre i tempi ciclo senza rinunciare alla qualità, la fresatura leggera trova in CoroMill® MH20 un valido alleato. Il design innovativo dell’inserto riduce le forze di taglio, consentendo velocità di avanzamento superiori e assicurando stabilità anche


nelle lavorazioni più complesse come cavità profonde e tasche. Il risultato è un processo più rapido, con una maggiore durata utensile, meno cambi e fermi macchina e un abbattimento complessivo dei costi di produzione.
CoroMill® MF80: una rivoluzione nella fresatura di precisione
Tra le novità più significative, la fresa CoroMill® MF80 si distingue come soluzione rivoluzionaria per la fresatura di spallamenti prossima a 90 gradi su materiali ISO P e ISO K, tipici del settore automotive. I componenti di questo settore – blocchi motore, scatole di trasmissione, carter e fusi a snodo – sono sempre più complessi e caratterizzati da tolleranze strette e vincoli di staffaggio che rendono necessario l’uso di utensili affidabili, capaci di minimizzare vibrazioni e usura.
MF80, basata sulla tecnologia consolidata della CoroMill® 345, è stata sviluppata per affrontare queste sfide. Offre un angolo di approccio di 89,5 gradi, più stretto rispetto a molte alternative di mercato, migliorando l’asportazione del materiale e ottimizzando le operazioni successive. Il corpo fresa, più leggero del 40%, riduce il rischio di vibrazioni anche in condizioni di sporgenze elevate, mentre i supporti di protezione in metallo duro garantiscono un fissaggio saldo degli inserti, prevenendo danni e instabilità.
I test di lavorazione confermano le prestazioni: nella fresatura di ghisa ISO K, CoroMill® MF80 ha garantito un aumento della durata utensile del 54% rispetto a un utensile concorrente. In un’applicazione su acciaio ISO P, la maggiore densità di inserti ha distribuito meglio le forze di taglio, riducendo l’usura e incrementando la stabilità. Il risultato è stato un miglioramento della produttività del 60% e una durata utensile superiore del 67%.
Questi dati evidenziano come MF80 rappresenti una vera e propria rivoluzione nella fresatura di spallamenti, combinando precisione, stabilità e riduzione dei costi, con un impatto concreto sulla competitività dei produttori.
CoroMill® MS20: versatilità e sicurezza per materiali difficili
Se CoroMill® MF80 trova la sua applicazione ideale nell’automotive, la nuova CoroMill® MS20 è stata progettata per affrontare le sfide dell’aerospazio, dell’Oil & Gas e delle lavorazioni su acciai inossidabili e superleghe resistenti al calore (HRSA). Questa fresa monolaterale a due taglienti garantisce spallamenti a 90 gradi effettivi, offrendo sicurezza del filo tagliente e produttività senza compromessi.
Le geometrie ottimizzate per i materiali ISO M e ISO S assicurano un’usura graduale e prevedibile, anche nelle applicazioni più impegnative. Il robusto corpo fresa mantiene tolleranze strette sul runout assiale e radiale, migliorando la qualità delle superfici e riducendo scarti. Gli inserti, realizzati con una nuova tecnologia di pressatura, garantiscono precisione dimensionale elevata e una durata estesa, equiparabile a quella delle soluzioni rettificate.
La versatilità è un altro punto di forza: CoroMill® MS20 è adatta alla sgrossatura e alla finitura, alla spianatura, alle lavorazioni in rampa lineare o elicoidale, alla fresatura dal pieno e persino alle operazioni di tuffo. Disponibile in un assortimento che copre diametri da 15,8 a 84 mm, si presenta come una soluzione completa per chi cerca sicurezza, affidabilità ed efficienza costi nelle fresature più critiche.
L’equilibrio tra precisione, efficienza e durata
La perfezione nella fresatura nasce dalla combinazione di più fattori: geometria dell’utensile, proprietà del materiale, parametri di lavorazione e controllo del truciolo. Le soluzioni Sandvik Coromant – CoroMill® MS60, MH20, MF80 e MS20 – dimostrano come la ricerca e lo sviluppo possano tradursi in strumenti concreti per migliorare produttività, qualità e sostenibilità dei processi. Un equilibrio tra precisione, efficienza e durata utensile che consente ai produttori di affrontare le sfide attuali con soluzioni affidabili e innovative.

Per le aziende manifatturiere è diventato indispensabile produrre in modo sostenibile ed economicamente efficiente. Le emissioni e l’impiego di risorse devono essere ridotti al minimo, garantendo al contempo condizioni di lavoro sicure e meno gravose. In questo contesto, la tecnologia a espansione idraulica per il serraggio degli utensili si afferma come una soluzione in grado di generare benefici ambientali, economici e sociali.
La produzione industriale è chiamata a contribuire alla decarbonizzazione, obiettivo comune a livello globale. Processi e servizi vengono rivalutati in funzione della neutralità climatica e della conservazione delle risorse, con la sostenibilità intesa come priorità strategica che comprende aspetti ecologici, economici e sociali. Per le aziende di produzione diventa quindi fondamentale realizzare beni capaci di preservare le risorse e, al tempo stesso, rispettare la capacità rigenerativa dell’ambiente.
SCHUNK: innovazione per processi più sostenibili
SCHUNK, azienda globale attiva nel campo dell’automazione e dei dispositivi di bloccaggio per macchine utensili, crede fermamente nell’ impegno comune verso la sostenibilità. SCHUNK punta, infatti, a ottimizzare i processi
rendendoli più economici, flessibili e rispettosi dell’ambiente, anche nel campo dell’asportazione truciolo. Con l’obiettivo di promuovere il valore della tecnologia a espansione idraulica, che permette lavorazioni efficienti, sicure e a risparmio di risorse. Il serraggio avviene tramite un meccanismo idraulico che garantisce elevata rigidità radiale e precisione di concentricità, assicurando affidabilità e qualità del processo. SCHUNK vantadecenni di esperienza in questo ambito e offre un’ampia gamma di portautensili specifici per ogni applicazione, bilanciati di default e adatti a elevate velocità di rotazione. Questa tecnologia rappresenta quindi una scelta strategica per le aziende di lavorazione dei metalli che intendono ridurre emissioni, consumi energetici e costi, oltre ad aumentare la durata utile degli utensili, contribuendo in modo concreto alla decarbonizzazione e a una produzione sostenibile dal punto di vista ecologico, economico e sociale.
Qualità superiore e lunga durata grazie alla tecnologia a espansione idraulica
La tecnologia a espansione idraulica, per le sue caratteristiche costruttive, si distingue come soluzione orientata al risparmio delle risorse e alla massima affidabilità dei processi. La precisione di concentricità costante dei
portautensili, unita allo smorzamento delle vibrazioni garantito dal cuscino d’olio interno, permette di ottenere superfici di alta qualità, prevenire micro-esplosioni, proteggere il mandrino della macchina e incrementare sensibilmente la durata degli utensili. I vantaggi per l’utilizzatore sono immediati: costi ridotti e risultati di lavorazione superiori.
Durante l’intero processo, parametri come concentricità, forza di serraggio e coppia rimangono costanti, assicurando un’elevata affidabilità e tutelando sia il pezzo in lavorazione sia le risorse operative, in particolare il tagliente dell’utensile. Questo porta a una diminuzione significativa delle rilavorazioni, sia sul componente sia sull’allestimento della macchina.
Un ulteriore punto di forza rispetto ai mandrini a calettamento a caldo è la durata utile. Questi ultimi sono sottoposti a sollecitazioni dovute ai continui cicli di riscaldamento e raffreddamento, con conseguente affaticamento del materiale e vita operativa limitata. I portautensili idraulici, al contrario, non soffrono di stress termico e possono raggiungere da 10.000 a 15.000 cicli, contro i circa 500 garantiti dai sistemi convenzionali, mantenendo la qualità iniziale nel tempo.
La possibilità di sostituire le parti interne e rabboccare l’olio idraulico consente inoltre di rigenerare il portautensile, prolungandone ulteriormente l’utilizzo per altri 10.000-15.000 cicli. Questa longevità rappresenta un contributo concreto alla salvaguardia delle risorse, perché permette di ridurre gli sprechi e di utilizzare in modo affidabile la stessa attrezzatura per molti anni.
La tecnologia a espansione idraulica si afferma così come
un fattore determinante per l’efficienza e per il risparmio di materiali, sostenendo la riduzione delle emissioni di CO₂ L’eliminazione degli scarti assume un valore immediato nella tutela delle materie prime, che contengono risorse preziose da preservare. La logica produttiva orientata allo “scarto zero” trova in questa tecnologia un alleato affidabile, progettato per garantire la massima durata utile degli utensili e processi più sostenibili.
Sicurezza e semplicità d’uso per gli operatori
Un ulteriore vantaggio della tecnologia a espansione idraulica riguarda la tutela dei lavoratori. Gli operatori apprezzano la semplicità di utilizzo di portautensili di alta qualità che richiedono solo l’inserimento e il serraggio tramite vite, operazioni che richiedono pochi secondi e garantiscono comunque una precisione micrometrica. L’assenza di dispositivi periferici aggiuntivi riduce i tempi di allestimento e l’eliminazione delle rilavorazioni si traduce in maggiore produttività e riduzione dei costi di manodopera. La sicurezza viene migliorata anche nelle attività quotidiane, poiché l’impiego di mandrini idraulici elimina i rischi di ustioni tipici dei dispositivi a calettamento a caldo, garantendo condizioni di lavoro più sicure ed ergonomiche.
Efficienza energetica e sostenibilità immediata
Oltre alla lunga durata e al risparmio di risorse, la tecnologia a espansione idraulica si distingue per i benefici sul fronte energetico. L’eliminazione del calettamento a caldo comporta infatti la scomparsa dell’elevato consumo elettrico tipico dei mandrini a calettamento a caldo e delle relative emissioni di CO₂. Un’unità termoretraibile utilizzata in modo continuativo può arrivare a consumare tra 10.000 e 12.000 kWh all’anno, mentre i portautensili idraulici non richiedono energia, riducendo drasticamente sia i costi che l’impatto ambientale.

Questa tecnologia risponde a più dimensioni della sostenibilità: tutela delle risorse, efficienza energetica, miglioramento delle condizioni di lavoro e riduzione degli sprechi. Anche piccoli interventi nei processi produttivi possono produrre benefici immediati e tangibili. L’adozione di portautensili a espansione idraulica consente di ridurre subito le emissioni di CO₂, senza investimenti onerosi né modifiche sostanziali, grazie alla totale compatibilità geometrica dei modelli SCHUNK TENDO Slim 4ax ° con i mandrini a calettamento a caldo. La sostituzione può quindi avvenire in modalità 1:1, senza necessità di riprogrammazione, semplificando la transizione verso una produzione più sostenibile.
Il 2025 è un anno particolarmente significativo per Sorma che celebra i primi 75 anni di fondazione e presenta al mercato il nuovo Catalogo 2025: un unico volume di quasi 1500 pagine che, per la prima volta, raccoglie l’intera proposta di soluzioni a fissaggio meccanico della linea Nikko Tools e utensili integrali della linea Osawa sotto il marchio unico Sorma.. Questa decisione segna un passaggio importante nella storia dell’azienda che, così facendo, intende sottolineare la propria presenza sul mercato con un’offerta dettagliata e qualitativamente elevata, unite ad un servizio eccellente.
Focalizzando l’attenzione sulle soluzioni a fissaggio meccanico ad alte prestazioni della linea Nikko Tools troviamo, ad esempio, il sistema di foratura DEX Drill con cuspidi intercambiabili, il versatile sistema per foratura a inserti DRS Drill con punte pilota o il sistema DXP Drill per foratura a cuspide per grandi diametri. Le soluzioni di foratura Nikko Tools si affiancano all’ampia gamma di sistemi per fresatura, da DoubleRek e RekPlus per le applicazioni di spallamento retto, al sistema per la fresatura ad alto avanzamento HF4Plus fino alle soluzioni per spianatura e copiatura. Non mancano inoltre le gamme di sistemi per tornitura in metallo duro e materiali avanzati, per filettatura e i sistemi per scanalatura e troncatura.
Le soluzioni della linea Sorma Osawa comprendono punte e frese integrali ad alto rendimento in metallo duro e HSS quali, ad esempio, le frese della famiglia HF a elica variabile e passo differenziato e le frese UH ed MH specifiche per acciai temprati e per la produzione di stampi. Per la foratura spicca la vasta
gamma di punte in metallo duro della serie Typhoon, studiate per la massima flessibilità operativa che garantiscono elevato rendimento sia nelle produzioni di massa, che nella produzione di lotti più limitati.
È riduttivo, tuttavia, guardare a Sorma come mero fornitore di utensili: l’azienda, infatti, si pone nei confronti dei propri clienti come partner strategico, consapevole del fatto che oggi i clienti sono molto esigenti, con aspettative che evolvono di continuo. Di conseguenza, qualità e affidabilità della proposta sono il naturale risultato di un lavoro di squadra tra Sorma, i partner che gestiscono la produzione e i clienti. Indipendentemente dal settore industriale, l’ottimizzazione del ciclo produttivo con l’ottimizzazione dei tempi di lavorazione e la riduzione degli scarti è sempre tra le prime richieste, specie in un mercato competitivo e dominato da scenari di elevata instabilità. Uno staff di tecnici altamente qualificato studia l’applicazione presso il cliente e, attraverso un’analisi approfondita, individua gli utensili e i parametri di lavorazione più adatti ai requisiti di progetto e per ottimizzare la commessa in termini di riduzione del tempo ciclo, affidabilità sui turni non presidiati, qualità delle finiture, vita utensile e costo per parte. In parallelo, i responsabili di prodotto Sorma si mantengono in costante contatto con i partner produttivi alla ricerca di nuove soluzioni tecnologiche per ampliare la proposta con utensili sempre più affidabili e performanti. Vi è poi un altro aspetto, non del tutto marginale e che con il passare del tempo ha acquisito sempre più rilevanza: sempre più spesso i clienti hanno la necessità di reperire personale qualificato e motivato. Oltre a contribuire con il supporto tecnico fornito dal proprio personale in fase di analisi della lavorazione e nella messa a punto, Sorma può anche somministrare formazione tecnica a nuovi operatori. Nella sede di Mestre, presso la Yamawa Academy (il centro di formazione dedicato a teoria e pratica della maschiatura) o presso i clienti, l’azienda tiene regolarmente corsi di formazione e, su richiesta, offre supporto per la progettazione CAD/CAM.

Per soddisfare le richieste di ottimizzazione dell’intero processo produttivo, l’azienda mette a disposizione strumenti software che consentono di offrire ai clienti soluzioni per la riduzione delle scorte e dei tempi di approvvigionamento.



NEI SETTORI INDUSTRIALI AD ALTA CRITICITÀ COME ENERGIA, AEROSPACE E DIFESA, LE SFIDE TECNOLOGICHE E AMBIENTALI IMPONGONO UN RIPENSAMENTO PROFONDO DEI MODELLI PRODUTTIVI. LA CRESCENTE PRESSIONE SU TEMPI E COSTI, UNITA ALLA COMPLESSITÀ DEI COMPONENTI E ALLA GESTIONE DI CICLI DI VITA ESTESI, RICHIEDE SOLUZIONI CHE VADANO OLTRE LA SEMPLICE ESECUZIONE MECCANICA. L’INTEGRAZIONE TRA CO-INGEGNERIA, GESTIONE CHIAVI IN MANO E SISTEMI DI CONTROLLO DI PROCESSO CONSENTE DI AFFRONTARE COMMESSE COMPLESSE CON MAGGIORE EFFICIENZA, SICUREZZA E CAPACITÀ DI INNOVAZIONE
di Elena Fenili - GFM; Samuel Nazzareno Monaco - AFIL
NNel contesto industriale attuale, caratterizzato da una crescente complessità progettuale e da una forte pressione su tempi, costi e qualità, le aziende manifatturiere si trovano a dover rivedere profondamente le proprie strategie di approvvigionamento e produzione. In particolare, i settori dell’energia, dell’aerospazio e della difesa, richiedono fornitori capaci non solo di eseguire lavorazioni meccaniche di precisione, ma anche di contribuire attivamente alla definizione delle soluzioni tecniche, alla gestione dei processi speciali e alla qualifica dei componenti. GFM, realtà industriale con oltre quarant’anni di esperienza, ha sviluppato un modello produttivo che risponde a queste esigenze con un approccio integrato e collaborativo. L’azienda, associata ad AFIL – Associazione Fabbrica Intelligente Lombardia dal 2016, opera principalmente nei comparti power generation e aerospazio, offrendo servizi che spaziano dalla meccanica di precisione alla produzione chiavi in mano, fino alla co-ingegneria e alla prototipazione avanzata. La struttura produttiva è articolata su due sedi operative in Lombardia, a Mapello e Nembro, nella Bergamasca, dove si concentrano le attività di lavorazione, assemblaggio, controllo qualità e sviluppo tecnologico.
L’approccio di GFM nei progetti complessi: un esempio concreto
Uno dei punti di forza dell’approccio GFM è la capacità di intervenire in progetti complessi fin dalle prime fasi di definizione tecnica. Un caso emblematico è rappresentato dal redesign del sistema combustione di una turbina a gas, commissionato da un primario produttore internazionale del settore energetico. Il progetto riguarda l’aggiornamento di una flotta di turbine a gas, con l’obiettivo di rinnovare la tecnologia per migliorarne le prestazioni e la sostenibilità. Gli obiettivi di questo rinnovamento includono il raggiungimento dei target di decarbonizzazione, il supporto all’aumento della domanda di energia e la realizzazione di significativi risparmi sui costi per gli operatori. I principali vantaggi dell’aggiornamento includono maggiore affidabilità, maggiore efficienza, maggiore durata operativa e la possibilità di utilizzare combustibili a basse emissioni di carbonio come il metanolo verde. Il team tecnico di GFM ha affiancato il cliente in un processo di co-progettazione strutturato, partendo dall’analisi di fattibilità produttiva del componente e dalla valu-
tazione delle criticità riscontrate durante questa fase di analisi. Un lavoro durato due anni e che ha coinvolto un gruppo di lavoro internazionale distribuito su diverse sedi di ingegneria di diverse “time zones”. Una volta validato il nuovo design da parte del cliente e la fattibilità manifatturiera da parte di GFM, è stato avviato e gestito l’intero processo di qualifica produttiva per il primo prototipo. GFM ha coordinato le lavorazioni meccaniche interne ed esterne, le saldature speciali e i trattamenti termici. Ogni fase è stata documentata e tracciata secondo le procedure interne di controllo qualità, con l’obiettivo di garantire la conformità alle specifiche e la ripetibilità del processo. Il componente è stato sottoposto a collaudi funzionali e dimensionali, prima di essere consegnato al cliente per la fase di assemblaggio e testing I risultati preliminari della validazione hanno evidenziato un risultato positivo in termini di rispetto delle performance attese, confermando la solidità dell’approccio adottato, inclusa l’efficacia del project management. Il progetto ha inoltre dimostrato come la collaborazione tra fornitore e cliente, basata su competenze ingegneristiche condivise e capacità produttive integrate, possa generare soluzioni efficaci anche in contesti applicativi complessi e ad alto contenuto tecnologico.
Sistema di controllo e modello di gestione: due punti di forza di GFM
A supporto di questo tipo di interventi, GFM ha sviluppato un sistema di controllo di prodotto e processo che garantisce la tracciabilità completa delle commesse e il rispetto rigoroso delle specifiche tecni-
che. Ogni fase produttiva, dalla ricezione del disegno alla consegna del componente finito, è monitorata da personale qualificato e supportata da strumenti digitali interconnessi. Il sistema di controllo integrato consente di rilevare in tempo reale eventuali deviazioni, intervenire tempestivamente e documentare ogni passaggio, assicurando la conformità ai requisiti normativi e contrattuali. Questo approccio è particolarmente efficace nei contesti ad alta criticità, dove la qualità non può essere demandata ai controlli finali, ma deve essere costruita lungo tutto il processo. In parallelo, GFM propone un modello di gestione chiavi in mano che consente ai clienti di affidare l’intera commessa, con la certezza di ottenere un prodotto conforme, nei tempi previsti e con livelli qualitativi elevati. L’azienda si occupa della definizione del ciclo produttivo, dell’approvvigionamento dei materiali, della supervisione dei trattamenti esterni e delle attività di montaggio, sia in sede che presso il cliente. Per progetti complessi, GFM gestisce anche la fornitura in kit, curando la logistica, la pianificazione delle consegne e la gestione delle scorte, in modo da semplificare la gestione operativa e ridurre i rischi di fermo impianto. Grazie a una rete fidelizzata di oltre 30 aziende italiane altamente specializzate, GFM è in grado di offrire un’eterogeneità di lavorazioni senza pari, rispondendo alle esigenze di verticalizzazione dei grandi clienti internazionali.
Tutto questo è supportato da una visione strategica orientata all’innovazione. Negli


ultimi anni, GFM ha investito oltre 7 milioni di euro in impianti produttivi CNC di ultima generazione, per offrire maggiore flessibilità, precisione e capacità di adattamento alle esigenze produttive più complesse. Per quanto riguarda le tecnologie laser, l’azienda dispone di una stazione di saldatura laser a quattro assi, oltre a due impianti per la produzione additiva presenti nel centro tecnologico. Il laboratorio dedicato alle tecnologie additive svolge attività di analisi, prototipazione e preserie, supportando le aziende clienti nell’avvicinamento alla produzione additiva di serie con un approccio graduale e controllato. Parallelamente, GFM ha investito in software di simulazione e programmazione CAD-CAM avanzati, interconnettendo le macchine ai sistemi aziendali. È in fase di implementazione un sistema MES per la raccolta dati in tempo reale, che consentirà di ottimizzare i processi produttivi, migliorare le performance e aumentare la competitività. Questa strategia di investimento e innovazione si riflette nella capacità dell’azienda di operare con efficacia in mercati ad alta specializzazione. Rispetto al comparto power generation, i settori aeronautico e militare impongono requisiti ancora più stringenti in termini di tracciabilità, certificazione e controllo dei processi, ma anche conformità a normative internazionali e capacità di gestire materiali e tratta-

menti soggetti a regolamentazioni specifiche. GFM ha saputo strutturarsi per rispondere alle esigenze anche di questi mercati: la certificazione EN 9100, ottenuta nel 2016, attesta la conformità ai requisiti aerospaziali e la maturità dei processi aziendali, mentre l’autorizzazione ai sensi dell’art. 28 del T.U.L.P.S. abilita l’azienda alla produzione e detenzione di parti d’armamento, rafforzando il proprio posizionamento nel comparto difesa. La partecipata ATS Microfusione, anch’essa certificata, rafforza la presenza del gruppo nel comparto aeronautico, grazie alla sua specializzazione nella fusione a cera persa per leghe speciali.
GFM è fortemente impegnata nello sviluppo di nuove tecnologie e nella partecipazione a progetti di ricerca applicata. L’azienda collabora con enti, università e partner industriali per lo studio e l’adozione di soluzioni innovative nel campo della manifattura avanzata. In questo senso, GFM è membro attivo di AFIL – Associazione Fabbrica Intelligente Lombarda, il Cluster Tecnologico Regionale
che promuove l’innovazione manifatturiera e la trasformazione digitale delle imprese, grazie al quale ha l’opportunità di partecipare a tavoli tematici, progetti di ricerca e iniziative strategiche legate all’Industria 4.0. Tra le iniziative più significative si distingue il progetto MADE4LO (Metal Additive for Lombardy), promosso da una rete di eccellenze lombarde e sostenuto da Regione Lombardia. Concluso nel 2020, aveva come obiettivo la creazione di una “fabbrica diffusa” per lo sviluppo delle tecnologie di stampa 3D dei metalli, attraverso la condivisione di competenze, infrastrutture e know-how tra imprese e università. GFM è stata coinvolta nella progettazione e realizzazione di due casi studio con tecnologia ibrida, uno dedicato al settore stampi e uno al comparto energia. Sempre mediante AFIL, nel 2022, GFM è stata coinvolta come stakeholder nel progetto europeo PIMAP Plus, rafforzando il proprio network in ambito additive manufacturing, laser e fotonica. Nel contesto di tale iniziativa, in particolare, è stata organizzata una business mission a Montréal, in Québec (Canada), a cui l’azienda ha partecipato insieme al Cluster, come parte di una delegazione europea. In questo modo, GFM ha avuto l’opportunità di esplorare l’interesse del mercato canadese nel settore del laser e della fotonica per i diversi ambiti di mercato di interesse, dalla manifattura additiva all’aerospazio. Attualmente GFM partecipa in maniera attiva ai lavori della Strategic Community Additive Manufacturing di AFIL e della filiera AMaLo (Ecosistema per lo sviluppo e l’industrializzazione delle tecnologie Additive Manufacturing in Lombardia), quest’ultima riconosciuta ufficialmente da Regione Lombardia, collaborando con imprese, università e centri di ricerca per accelerare l’adozione delle tecnologie additive nel tessuto produttivo lombardo.
AFIL (Associazione Fabbrica Intelligente Lombardia) è il Cluster Tecnologico per il Manifatturiero Avanzato ufficialmente riconosciuto da Regione Lombardia. Attraverso le Strategic Communities, ovvero gruppi di lavoro formati da grandi imprese, PMI, start-up, associazioni, università e centri di ricerca che lavorano su tematiche strategiche per il manifatturiero lombardo, AFIL accompagna i propri associati in un percorso collaborativo di crescita attraverso incontri tematici, workshop, webinar, matchmaking e missioni internazionali, facilitando così lo sviluppo di progettualità comuni e promuovendo la R&I anche a livello interregionale. Ad oggi, le Strategic Communities di AFIL sono 7: Machinery, De- and Remanufacturing for Circular Economy, Advanced Polymers, Additive Manufacturing, Secure and Sustainable Food Manufacturing, Smart Components, Digital Transfor
mation.
Per maggiori informazioni in merito alle attività di AFIL e per le modalità di adesione al Cluster, si invita a visitare il sito www.afil.it oppure a scrivere all’indirizzo comunicazione@afil.it.




A cura della redazione
La collaborazione tra Gilardoni ed Hexagon ha dato vita a una soluzione innovativa e integrata per la diagnostica industriale non distruttiva nel settore aerospaziale, integrando due sistemi di misura in un’unica macchina, e ottimizzando l’analisi dei difetti. L’utilizzo del software Volume Graphics, standard della categoria, complementa la soluzione attraverso l’analisi e l’elaborazione dei dati ottenuti.
La sfida: il controllo di qualità nel settore aerospaziale
Nel settore aerospaziale, la precisione e
l’affidabilità sono essenziali. I componenti critici, come quelli utilizzati in questo campo, devono rispettare tolleranze estremamente strette e una qualità elevatissima. Il controllo di qualità, in questo contesto prevede, oltre che il tradizionale controllo dimensionale esterno anche il rilevamento e l’analisi della qualità interna del componente. I difetti all’interno dei pezzi non sono ovviamente visibili dall’esterno ma la loro individuazione è fondamentale per garantire che il prodotto finale rispetti gli standard di sicurezza e affidabilità richiesti.
La macchina tomografica attraverso
l’uso dei raggi X, da sola non è sufficiente a rilevare eventuali distorsioni geometriche presenti sulla superfice esterna. In tutti questi casi si deve sopperire alla mancanza di quest’informazione affiancando, al controllo attraverso i raggi X, una scansione effettuata tramite strumenti di metrologia. Fino ad oggi non era ancora disponibile un sistema integrato che combinasse la potenza della tomografia computerizzata (TC) con strumenti di misura 3D integrati nella stessa macchina. Questo approccio “olistico” garantisce una visione precisa e accurata dei difetti interni ed esterni, identificando eventuali difetti ed errori
“PrimeScan utilizza una tecnologia di scansione laser ad alta precisione, che consente di acquisire dettagli complessi e superfici di componenti in modo rapido e accurato. Strumento ideale da integrare nelle nostre cabine diagnostiche per i controlli non distruttivi”. Inoltre, il software Volume Graphics dà voce alle componenti hardware restituendoci i dati raccolti per un’analisi profonda e accurata.
Alfredo
Riva,
Sales Manager - NDT Division
geometrici.
È precisamente quanto ha realizzato Gilardoni che, grazie a un lavoro congiunto con i professionisti Hexagon, si è assicurata che i diversi strumenti tecnologici lavorassero insieme in modo sinergico, per soddisfare le alte aspettative del cliente.
La soluzione: integrare tomografia, scansione laser e software per ottenere la massima precisione possibile
“Come di prassi, al fine di identificare difetti interni e strutturali nei materiali e nei componenti utilizzati, le società aerospaziali si affidano ai controlli a raggi X come tecnica di ispezione non distruttiva – introduce il racconto Alfredo Riva, Sales ManagerNDT Division. Grazie a questi controlli si ottengono informazioni dettagliate sulla qualità interna dei materiali, assicurando che siano privi di difetti critici.
“Per un importante cliente del settore, abbiamo pensato che fosse necessaria una nuova soluzione altamente innovativa che integrasse hardware e software per un controllo di qualità completo e preciso” –prosegue Riva.
Il fulcro di questa nuova soluzione è rappresentato dal PrimeScan Hexagon, uno scanner ottico di elevata potenza e precisione. Questo dispositivo utilizza una tecnologia a luce strutturata per ricostruire con accuratezza la forma esterna dei componenti. La sua funzionalità si integra perfettamente con l’analisi condotta tramite
raggi X, che consente di penetrare nel materiale per esaminare gli aspetti interni del pezzo.
La combinazione di queste due tecnologie offre una visione complessiva e dettagliata: non solo è possibile identificare e misurare i difetti interni, ma si ha anche la capacità di ricostruire con precisione la geometria esterna del componente.
La complessità della lavorazione È fondamentale durante l’esame radiologico tenere il componente analizzato ben fermo. Il prodotto realizzato da Gilardoni consente proprio di scansionare il pezzo mantenendolo sempre nella stessa posizione, in questo modo è possibile utilizzare lo stesso set di dati ed effettuare sia una scansione tomografica che una scansione ottica. “Tuttavia, implementare lo scanner all’interno della cabina radioscopica è stato un lavoro estremamente complesso”
La nuova cabina diagnostica realizzata da Gilardoni, con integrato lo scanner Hexagon, fornisce una serie di dati che possono essere utilizzati dal cliente per analisi approfondite, consentendo decisioni informate e miglioramenti nei processi produttivi. Inoltre, grazie alla velocità e precisione nelle scansioni, si riducono significativamente i tempi di ispezione, aumentando l’efficienza operativa.
Mauro Dell’Oro, Technical Manager – NDT Division
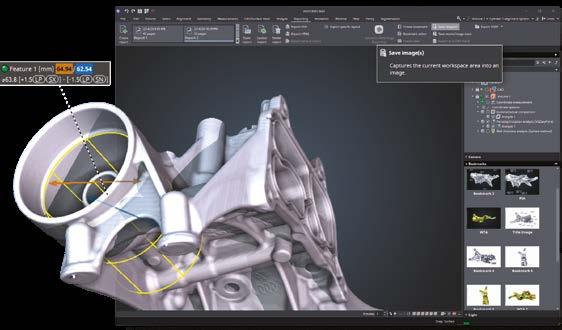

– spiega Mauro Dell’Oro, Technical Manager – NDT Division . “Abbiamo dovuto integrare la possibilità di muovere il sensore su tre assi, poiché per scansionare pezzi complessi è necessario poter salire, scendere e inclinare il sensore al fine di catturare ogni dettaglio”.
“Inoltre, poiché il PrimeScan è collocato all’interno della cabina che sprigiona i raggi X, abbiamo affrontato un’altra sfida: i raggi X possono interferire con il funzionamento dello scanner e danneggiarlo. Per risolvere questo problema, abbiamo creato un box piombato all’interno della cabina. Una volta completata la scansione ottica il PrimeScan si posiziona e va per così dire a riposo all’interno di questo “sarcofago” piombato, in modo da proteggere lo strumento durante la scansione tomografica”. Tutti i dati raccolti dalle scansioni effettuate con entrambe le tecnologie vengono analizzati attraverso il potente software Volume Graphics (VGStudio), che dal 2020 è parte integrante di Hexagon. Questo software è progettato per gestire l’intero flusso di lavoro, dalla ricostruzione precisa di serie di dati volumetrici tridimensionali, utilizzando le immagini acquisite dallo scanner CT, fino alla visualizzazione in 3D e 2D e alla creazione di animazioni di grande impatto visivo.
Dal punto di vista software il grande vantaggio è quello di avere in un unico ambiente, VG appunto, le informazioni
provenienti da due sistemi di misura/ acquisizione diversi, ma in questo caso complementari. Infatti, laddove le informazioni circa la superficie esterna sono mancanti o poco precise interviene lo scanner esterno. Entrambe le scansioni, già allineate, vengono così processate all’interno di VG come se provenissero da un unico sistema. Sarà quindi possibile effettuare report di misura personalizzati contenenti informazioni circa sia l’interno (CT Gilardoni) che l’esterno (Primescan Hexagon) facilitando enormemente il processo di controllo. La macchina sviluppata, già brevettata, è progettata con un focus particolare sulla sicurezza: i raggi X sono confinati all’interno di una cabina protetta, eliminando qualsiasi rischio per l’ambiente esterno e garantendo un’operatività sicura per gli operatori e per l’ecosistema circostante.
Per dimostrare l’efficacia del progetto, Gilardoni ha condotto una serie di test, producendo report dettagliati inviati al cliente, che mettono in luce la netta superiorità delle analisi e delle misurazioni effettuate attraverso la ricostruzione tomografica associata alla scansione ottica rispetto all’esecuzione delle stesse analisi separatamente.
La macchina realizzata è già stata consegnata al cliente ed è attualmente
operativa in uno stabilimento del centro Italia. La collaborazione tra Gilardoni ed Hexagon ha dato vita anche alla realizzazione di una seconda macchina, attualmente in Brasile. Questa nuova applicazione si rivolge al settore automotive, dove la tecnologia combinata di tomografia e scansione ottica è utilizzata per identificare difetti o imprecisioni nei dischi freni delle automobili
Volume Graphics: uno standard di settore
L’incidenza delle soluzioni tomografiche all’interno della nostra gamma produttiva è molto alta: circa il 70% degli impianti che realizziamo include la parte di tomografia – precisa Riva. Per noi la tomografia rappresenta un “plus”, un add-on: le nostre macchine potrebbero essere utilizzate anche senza questa funzione, ma la richiesta di integrazione è sempre più frequente. Le motivazioni sono diverse: da un lato i clienti finali la richiedono ai nostri clienti per motivi di certificazione o rispetto di specifiche tecniche; dall’altro, l’utilizzo di uno dei software di tomografia più avanzati sul mercato — Volume Graphics — rappresenta un vero valore aggiunto”. Il nome Volume Graphics oggi, nel mondo dei controlli tomografici, è uno dei più importanti — se non il più importante – conclude Riva.
La collaborazione strategica con Hexagon e i valori comuni
La partnership tra Gilardoni e Hexagon rappresenta una collaborazione consolidata nel tempo. In questo progetto specifico, Hexagon ha giocato un ruolo fondamentale nel garantire il successo del manufatto, offrendo una combinazione efficace di soluzioni hardware e software, grazie al suo ampio portafoglio tecnologico.
Oltre al legame tecnologico le due aziende sono affini anche nei valori che portano avanti. Gilardoni si distingue ad esempio per il suo impegno verso la sostenibilità, non solo dal punto di vista ambientale, ma anche in termini di formazione e sensibilizzazione delle nuove generazioni. Già da anni, l’azienda è impegnata a sensibilizzare i giovani, offrendo corsi di formazione e visite aziendali. “Questo impegno è radicato nella filosofia del fondatore Arturo Gilardoni,
che ha sempre promosso la divulgazione scientifica e la formazione continua” –racconta Elisa Elia, Tomography Staff, Museum Management & Communication Marketing Gilardoni e, quest’anno, la vincita del premio Sustainability Award nella categoria TOP ESG LEADERS FOR PEACE è un riconoscimento di cui andiamo particolarmente fieri”.
Inoltre, Gilardoni si sta preparando per rispondere alle esigenze dell’Industria 5.0, che punta a ridurre le emissioni e migliorare il risparmio energetico. L’azienda sta investendo in tecnologie che ottimizzano l’efficienza, come la ricerca di componenti che prolungano la durata delle batterie o migliorano il risparmio energetico nei dispositivi, riducendo così l’impatto ambientale complessivo. Questo approccio sostenibile è presente in tutte le fasi dello sviluppo dei prodotti, contribuendo a creare soluzioni innovative che rispondano alle mutevoli esigenze dei clienti.
Il cliente / The customer Gilardoni, azienda fondata nel 1947 a
The customer: Gilardoni, basata a Mandello del Lario, in provincia di Lecco, è un’azienda italiana leader nella produzione e distribuzione di apparecchi a raggi X e ultrasuoni per i settori sicurezza, medicale e controlli non distruttivi (CND).
The challenge: Innalzare la precisione delle misurazioni e dell’analisi dei difetti per applicazioni che necessitano di una maggiore qualità, come nel settore aerospaziale
The solution: Gilardoni ha sviluppato insieme ad Hexagon una nuova soluzione che integra tomografia computerizzata e scansione metrologica convogliando i dati verso un unico software che permette di avere una visione completa.
The result: Superiorità delle analisi e delle misurazioni dei componenti grazie all’integrazione dei dati provenienti dalla Tomografia con quelli provenienti dalla scansione. Riduzione dei tempi di ispezione, maggiori informazioni e aumento dell’efficienza operativa.
Mandello del Lario (Lecco) opera attraverso tre principali business unit: medicale, sicurezza e controlli non distruttivi (CND).
Ogni unità ha un proprio team dedicato, garantendo così un’attenzione specifica a ciascun settore. Inoltre, l’azienda ha una divisione di assistenza che si occupa della manutenzione e del supporto delle macchine installate, sia in Italia che all’estero.
Oltre ai raggi X, Gilardoni ha sviluppato competenze anche nel campo degli ultrasuoni, utilizzati per controlli non distruttivi, specializzandosi in particolare nel
settore ferroviario. Attualmente, l’azienda conta circa 230 dipendenti a Mandello del Lario e ha una sede produttiva nei pressi di Malpensa.
La flessibilità è uno degli elementi che distingue Gilardoni nel panorama industriale odierno, un aspetto che le permette di adattarsi alle esigenze specifiche di ogni cliente e di rispondere con soluzioni personalizzate. Un valore che l’azienda condivide con Hexagon, e che ha permesso di lavorare in maniera sinergica a questo progetto.
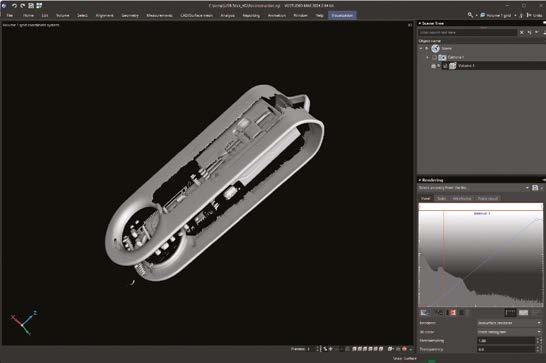

IN UN CONTESTO CHE RICHIEDE MASSIMA EFFICIENZA E PRECISIONE, WALVOIL HA TROVATO IN HOFFMANN GROUP UN ALLEATO STRATEGICO: UN SERVIZIO DI RIAFFILATURA RAPIDO, PRECISO, CAPACE DI INTEGRARSI PERFETTAMENTE NEI PROCESSI E TRASFORMARE LA GESTIONE UTENSILI IN UN VANTAGGIO COMPETITIVO
A cura della redazione
In un settore che richiede precisione, rapidità e continuità operativa, la collaborazione tra Walvoil e Hoffmann Group rappresenta un esempio virtuoso di sinergia cliente-fornitore. La riaffilatura degli utensili in Walvoil è una pratica sistematica: ogni settimana punte, frese, alesatori integrali e a testine in metallo duro integrale vengono inviati a Hoffmann Group e rientrano entro una o al massimo
due settimane, pronti per essere reimmessi in produzione. “La rapidità della riaffilatura è ideale per le nostre necessità operative. Il flusso è continuo e ci permette di non avere fermi macchina o inutili accumuli di scorte”, spiega Davide Cabassi, Coordinatore Tool Room di Walvoil.
Un altro vantaggio fondamentale è rappresentato dall’adattabilità del servizio di riaffilatura di Hoffmann Group al sistema di etichettatura interno di Walvoil, attivo da circa tre anni: “Non abbiamo dovuto cambiare nulla nel nostro modo di lavorare: Hoffmann Group si è integrata perfettamente nel nostro processo. L’etichetta apposta sulla scatola di ogni utensile riaffilato riporta codice, quantità, data e destinatario. Così anche un nuovo operatore può leggere e sapere subito cosa c’è nella scatola, senza doverla aprire”.
Un risparmio che si misura in efficienza, qualità e fiducia
Oltre alla compatibilità logistica, ciò che ha davvero convinto Walvoil è l’affidabilità del servizio di riaffilatura.
Dopo un anno e mezzo di controlli su ogni singolo utensile rientrato, l’azienda ha rilevato zero errori: né nella tipologia di utensile contenuto nella scatola, né nella qualità della riaffilatura. Per questo, da sei mesi tutti gli utensili riaffilati da Hoffmann Group entrano direttamente a magazzino senza controlli: un “freepass” raggiunto solo in pochissimi altri casi.
L’affidabilità del servizio si traduce anche in un risparmio di tempo reale: “Abbiamo praticamente annullato il tempo speso per l’ispezione degli utensili, che richiedeva anche venti minuti a scatola. Ora leggiamo il codice e lo carichiamo direttamente a magazzino in modo molto più rapido”.
Anche a livello economico il risparmio è chiaro: “Un utensile nuovo può costare anche 400 euro. Riaffilandolo tre volte a 40 euro per intervento, ad esempio, il risparmio è enorme. A fine anno si tratta di decine di migliaia di euro risparmiati”. Tanto

che il costo della riaffilatura è già integrato nelle richieste d’acquisto di ogni nuovo utensile: una trasparenza totale sui costi che aiuta a pianificare con precisione il budget dell’utensileria.
Walvoil S.p.A., con sede a Reggio Emilia, dal 2015 rappresenta la Valves Division di Interpump Group ed è riconosciuta a livello internazionale per la produzione di soluzioni integrate di prodotti oleodinamici, elettronica e sistemi meccatronici completi per applicazioni off-highway. Con sei sedi produttive in Italia, nove filiali estere e una marcata spinta all’innovazione, l’azienda è costantemente impegnata nell’ottimizzazione dei propri processi, in cui la gestione efficiente degli utensili riveste un ruolo strategico. È proprio in quest’ottica che Hoffmann Group è diventato partner di riferimento per la riaffilatura utensili.

Un unico partner, tanti vantaggi per ogni reparto
Con il 90% di utensili commerciali riaffilati da Hoffmann Group, Walvoil ha drasticamente ridotto i tempi e i costi di gestione, ma anche il capitale immobilizzato. Poiché gli utensili vanno e rientrano velocemente, non è necessario investire ulteriormente nello stock. “Un unico documento di trasporto, un’unica fattura, solo un interlocutore. Logistica e amministrazione lavorano meglio, più velocemente e senza errori”.
Anche la produzione ha beneficiato della semplificazione a un unico fornitore: “Con più fornitori era difficile capire dove si trovava l’errore o se un utensile non performava correttamente. Ora, siamo solo noi e Hoffmann Group. In caso di problemi, ci confrontiamo e troviamo rapidamente una soluzione concreta”. Anche la Tool Room ha visto miglioramenti tangibili in termini di efficienza e qualità: “con più tempo a disposizione, gli operatori sono più precisi. Il lavoro è ordinato e la qualità aumenta”.
In un contesto industriale sempre più frenetico, dove ogni fermo macchina può avere impatti significativi, la rapidità di risposta e l’affidabilità del servizio di riaffilatura sono ciò che distingue un semplice fornitore da un vero partner strategico: la collaborazione tra Hoffmann Group e Walvoil ne è la prova concreta.

LE AZIENDE DEL FOOD & BEVERAGE POSSONO ABBRACCIARE IL PIENO POTENZIALE DELLA DIGITALIZZAZIONE ATTRAVERSO 3 ACCORGIMENTI: L’ATTIVAZIONE DI UN SUPPORTO QUALIFICATO DI SYSTEM INTEGRATION, L’AVVIO DI UN PROGETTO PILOTA E IL COINVOLGIMENTO DIRETTO DI TUTTO IL PERSONALE NEL PERCORSO DI DIGITAL TRANSFORMATION
di Stuart Coulton, Strategic Marketing & Commercial Growth Leader di Omron
La sicurezza è un pilastro fondamentale e non negoziabile della produzione alimentare. Oltre agli evidenti rischi per la salute pubblica, anche un singolo episodio di contaminazione può danneggiare significativamente la reputazione di un’azienda.
Tuttavia, nel mercato moderno, i consumatori vogliono più della semplice sicurezza: vogliono sapere da dove proviene il loro cibo, come è stato prodotto e in quali condizioni. Queste esigenze, unite a
supply chain globali sempre più complesse, stanno spingendo i produttori alimentari ad utilizzare sempre di più strumenti digitali per garantire sicurezza, tracciabilità e trasparenza, così da soddisfare le crescenti aspettative dei clienti e delle autorità regolatorie.
Dai sistemi di visione ai digital watermark
La digitalizzazione delle fabbriche risponde a un obiettivo preciso: rendere i processi più efficienti.
E in quest’ottica, gli esempi provenienti dal food & beverage sono diversi.
In prima battuta, ci sono i sistemi di visione che permettono di controllare la qualità del prodotto in tempo reale e registrare esattamente quando e come qualcosa è stato prodotto, creando una sorta di “traccia digitale”. In questo modo, se e quando si verifica un problema, i produttori lo possono identificare rapidamente e possono ritirare i prodotti interessati prima causino una crisi.
Un altro strumento sempre più diffuso
sono poi le filigrane digitali: QR code e codici a barre invisibili che possono essere stampati sulle confezioni, consentendo ai consumatori di accedere a dettagli su ingredienti, provenienza e persino sostenibilità, senza alterare l’aspetto o la percezione della confezione. Molti produttori stanno però adottando anche dei sensori sulle loro linee di produzione. Quest’ultimi avvertono i team di eventuali problemi che potrebbero precedere un guasto delle apparecchiature, come vibrazioni anomale o aumento delle temperature, permettendo di effettuare una manutenzione predittiva prima che si verifichino fermi macchina costosi e rischiosi per la sicurezza. Eppure, se la tecnologia e il suo potenziale stanno evolvendo rapidamente la sua adozione non è sempre semplice.
Una delle sfide principali è colmare il divario tra IT (tecnologia dell’informazione) e OT (tecnologia operativa). Questi due mondi spesso non parlano la stessa lingua e la maggior parte delle aziende non dispone di personale che sia in grado di comprendere appieno entrambi gli ambiti. C’è poi la questione del sovraccarico di dati. Dai moderni sistemi di produzione arriva una quantità enorme di informazioni, ma capire
cosa sia utile o meno può essere difficile in mancanza giuste competenze.
Anche garantire che tutti i dati fluiscano dove sono necessari, che si tratti di dashboard, report di conformità o sistemi ERP (Enterprise Resource Planning), può essere una sfida. Molti sistemi esistenti non sono stati progettati per collaborare e spesso non esiste una soluzione “plug-and-play”. Può quindi essere necessario uno sviluppo su misura anche solo per far fluire dati base. Inoltre, nelle aziende esiste spesso un fenomeno di resistenza al cambiamento, a cui si aggiunge la preoccupazione, soprattutto tra i piccoli produttori, di non ottenere un adeguato ritorno sugli investimenti effettuati. Tuttavia, questi problemi non sono insormontabili.
Tre consigli
Innanzitutto, il supporto di ingegneri applicativi esperti può fare una grande differenza nei primi passi verso la digitalizzazione d’impresa, mentre l’accesso a librerie di applicazioni può velocizzare i processi di progettazione. Per di più, disporre di supporto qualificato per integrare i sistemi, costruire strumenti personalizzati e spiegarne il processo può alleviare molte delle pressioni legate all’implementazione.
Un altro consiglio importante è iniziare in piccolo. Il suggerimento è di scegliere un’area specifica, come la tracciabilità o la manutenzione predittiva, e utilizzarla come banco di prova. Le fabbriche possono utilizzare gli hardware esistenti per implementare prima soluzioni semplici –spesso con un investimento minimo – per poi espandersi man mano che crescono le efficienze. Gli esperti di ingegneria applicativa possono aggiungere valore in questa fase, assicurando che le soluzioni siano in grado di adattarsi alle esigenze future della fabbrica. Sul piano organizzativo, è poi importante che tutto il personale venga attivamente coinvolto. I produttori devono mostrare i vantaggi ai propri team, offrire la formazione necessaria e facilitare il dialogo tra IT e OT. Questo perché, generalmente, quando gli operatori vedono come gli strumenti digitali possono semplificare il loro lavoro e migliorare la qualità del prodotto, la resistenza tende a diminuire.
In definitiva, la chiave è ricordare che l’abilitazione digitale non riguarda la tecnologia fine a sé stessa. Si tratta di offrire cibo più sicuro, trasparente e affidabile, mantenendo le aziende competitive e pronte per il futuro. E questo è un obbiettivo che tutti possono condividere.
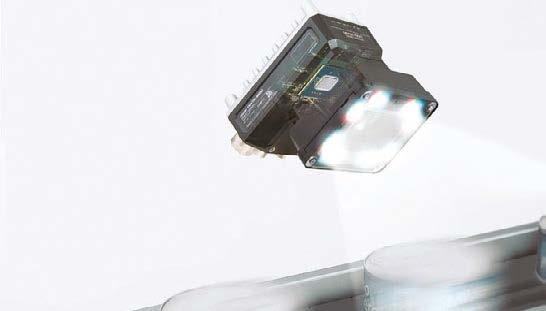
Moxa è lieta di annunciare di essere una delle prime aziende ad aver ottenuto la certificazione dell’Unione Europea ai sensi del regolamento RED-DA (Radio Equipment Directive Delegated Act) per i dispositivi di rete industriali, tra cui i router cellulari Moxa OnCell G4300-LTE4 Series, i gateway IIoT avanzati della serie AIG-302 e gli AP/bridge/client della serie AWK Wi-Fi 6. La certificazione segna una tappa importante che testimonia le capacità di Moxa di proteggere i clienti dai rischi informatici industriali. La norma EN 18031 (RED-DA), incorporata nella direttiva RED, entrerà in vigore il 1° agosto 2025 per migliorare la sicurezza informatica, la protezione dei dati personali e la privacy di tutti i dispositivi e prodotti wireless che entrano nel mercato dell’Unione Europea (UE). I test di certificazione e l’audit sono stati eseguiti da TÜV Rheinland, una società leader nel settore dei test e delle certificazioni e organismo notificato UE per la direttiva 2014/53/UE RED. Lo standard EN 18031 è considerato uno delle più recenti norme sulla sicurezza informatica per i prodotti IoT a livello globale e il primo indicatore degli attesissimi standard armonizzati per il Cyber Resilience Act (CRA). “Aver ottenuto la certificazione EN 18031 è più di un semplice traguardo di conformità per Moxa: è un riconoscimento della qualità dei prodotti e dell’eccellenza tecnica dell’azienda. In un mercato sempre più attento alla sicurezza, la conformità proattiva non solo migliora la competitività, ma crea anche fiducia da parte dei clienti, contribuendo a garantire una posizione più solida nelle decisioni di acquisto”, ha affermato Jason Chang, amministratore delegato di TÜV Rheinland Taiwan. Gli standard EN 18031 classificano i contenuti della valutazione in quattro tipi di risorse: risorse di sicurezza, risorse di rete, risorse di privacy e risorse finanziarie. Le risorse di sicurezza sono obbligatorie in tutti e tre gli standard, mentre gli altri tre tipi di risorse sono distribuiti tra EN 18031-1, -2 e -3, ciascuno dei quali si concentra su aspetti diversi a seconda del tipo di risorsa. Inoltre, la Commissione Europea ha adottato un atto delegato ai sensi della direttiva sulle apparecchiature radio (RED) che attiva gli articoli 3.3(d), (e) e (f) per categorie specifiche di apparecchiature radio. Questa misura mira a migliorare la sicurezza informatica, la protezione dei dati personali e la privacy. Pertanto, i prodotti wireless* di Moxa devono essere conformi all’articolo 3.3 della RED per poter entrare nel mercato dell’UE. John Chang, direttore del centro di gestione della ricerca e sviluppo e della sicurezza dei prodotti di Moxa ha sottolineato quanto la partnership siglata con TÜV Rheinland sia stata fondamentale per ottenere la certificazione. L’impegno dell’azienda nei confronti dei principi di sicurezza
fin dalla progettazione iniziale consente ai suoi prodotti wireless certificati di eccellere in vari meccanismi di sicurezza, fondamentali per superare le valutazioni approfondite che coprono l’intero ciclo di sviluppo del prodotto, dai requisiti della documentazione tecnica ai test di funzionalità e integrità. Ciò dimostra l’approccio costruttivo di Moxa alla creazione di sicurezza e resilienza nelle reti industriali. La sicurezza è parte integrante della progettazione dei prodotti e delle soluzioni Moxa, che unisce la sicurezza delle reti e la sicurezza informatica industriale per fornire una protezione completa alle applicazioni industriali. Moxa si impegna a garantire la sicurezza e la protezione di tutti i suoi prodotti wireless* in conformità con l’articolo 3.3 della direttiva UE RED 2014/53/UE entro la fine di luglio 2025. Adottando un ciclo di vita di sviluppo sicuro certificato secondo le norme IEC 62443-4-1 e facendo riferimento alla norma IEC 62443-4-2, Moxa ha realizzato un ampio portafoglio di prodotti wireless* per vari settori industriali, al fine di favorire la trasformazione digitale, affrontando le significative sfide di collegamento poste dall’aumento esponenziale dei dispositivi connessi, in particolare all’interno di strutture legacy. La proliferazione delle applicazioni wireless nel panorama industriale ha reso urgente l’esigenza dei clienti di garantire la sicurezza informatica, che è diventata fondamentale e cruciale per garantire la sicurezza e l’affidabilità della connettività wireless in applicazioni complesse e impegnative in un’ampia gamma di settori. I prodotti wireless Moxa conformi ai requisiti di sicurezza informatica della direttiva RED-DA possono garantire l’esecuzione di attività sicure, protette e affidabili nelle applicazioni industriali.


Quando si parla di cavi da posa mobile, il materiale del rivestimento esterno è spesso considerato un dettaglio secondario. In realtà, è proprio qui che si gioca una delle partite decisive in termini di durata, sicurezza e costi complessivi di esercizio. Nel cuore dell’automazione industriale, dove ogni movimento deve essere affidabile anche in condizioni di funzionamento continuo in catena portacavi, scegliere la giusta mescola di PVC può fare la differenza.
Da oltre 35 anni igus sviluppa cavi chainflex appositamente progettati per applicazioni dinamiche. Un know-how che ha permesso allo specialista delle motion plastics di dimostrare come il PVC – spesso considerato un materiale “secondario” rispetto a PUR o TPE – possa garantire resistenza, economicità e flessibilità, a condizione che sia formulato con criteri scientifici e sottoposto a test rigorosi.
La gamma chainflex di igus comprende oltre 30 famiglie di cavi con guaina in PVC, sviluppati specificamente per l’impiego in catena portacavi. Questi cavi sono progettati per resistere a milioni di cicli anche con raggi di curvatura ridotti, mantenendo stabilità strutturale e integrità del segnale. Il segreto risiede in una speciale formulazione proprietaria del PVC, messa a punto e testata nel laboratorio igus di Colonia, il più grande al mondo per prove su cavi in movimento. Qui ogni anno vengono condotti oltre 2 miliardi di cicli di test, i cui dati alimentano il tool online proprietario per il calcolo della durata utile dei cavi e per il rilascio della speciale garanzia di 48 mesi o 10 milioni di cicli.
I cavi chainflex in PVC rispettano numerosi standard e certificazioni internazionali, tra cui CE, UL, CSA, DNV, REACH e RoHS, e offrono importanti vantaggi tecnici: sono ritardanti di fiamma, resistenti agli oli e privi di silicone. Per questo trovano applicazione in svariati settori, dall’automotive al packaging, dalla logistica fino all’automazione industriale.
Un ulteriore punto di forza è il rapporto costo-prestazioni. Rispetto a PUR o TPE, i cavi chainflex in PVC garantiscono flessibilità e durata a un prezzo più competitivo, un aspetto determinante negli impianti con numerosi cablaggi o dove frequenti sostituzioni comportano costi elevati.
Inoltre, la flessibilità dei cavi chainflex in PVC è reale, misurabile e garantita. Alcune serie, infatti, sono progettate per raggi di curvatura fino a 5xd, mantenendo la massima stabilità strutturale, una schermatura efficace e l’integrità del segnale anche dopo milioni di cicli.
Oggi sul mercato si possono trovare cavi in PVC definiti “flessibili” o “da posa mobile”, ma senza certificazione di idoneità all’uso in catene portacavi. Questo comporta il rischio di guasti prematuri, fermi macchina improvvisi e costi nascosti. igus investe da oltre trent’anni nella progettazione di cavi realmente compatibili con le proprie catene portacavi. Il risultato è una totale sinergia tra componenti che aumenta l’affidabilità degli impianti e riduce sensibilmente i costi complessivi di esercizio.
Il Gruppo WIKA presenta la nuova generazione dell’analizzatore di gas GA11, progettata per operatori di impianti, costruttori e aziende di manutenzione per consentire misurazioni altamente accurate della qualità del gas SF₆ e dei gas isolanti alternativi.
Il GA11 assicura la massima precisione per la misura di umidità, purezza del gas e prodotti di decomposizione. Grazie a una tecnologia di rilevamento compensata in temperatura e algoritmi intelligenti basati su criteri di stabilità, lo strumento garantisce la massima accuratezza nella misurazione della pulizia e del punto di rugiada, migliorando sensibilmente le prestazioni rispetto alle versioni precedenti. Sono disponibili sensori opzionali per la rilevazione di anidride solforosa (SO₂), acido fluoridrico (HF), idrogeno solforato (H₂S) e monossido di carbonio (CO), garantendo stabilità a lungo termine e affidabilità anche nelle applicazioni più critiche.

Il nuovo GA11 è ideale per l’utilizzo in campo grazie al suo design compatto e trasportabilità ottimizzata. La custodia rigida antiurto, resistente a getti d’acqua e polvere secondo la norma IP65, pesa solo 22 kg. L’alimentazione è garantita da una batteria ricaricabile NiMH, che – a differenza delle batterie agli ioni di litio – non è soggetta alle restrizioni di trasporto dell’International Air Transport Association (IATA). Lo strumento può essere quindi trasportato in aereo come bagaglio registrato, rendendolo ideale per interventi in ambito internazionale.
L’interfaccia utente, chiara e intuitiva, consente una gestione semplice e immediata di tutte le operazioni di misura. Lo strumento può funzionare sia a batteria che con alimentazione da rete. Inoltre, il sistema di misura a circuito chiuso permette la massima sicurezza ambientale: il gas analizzato viene reintrodotto nel comparto di origine o raccolto in una sacca di recupero esterna evitando qualsiasi emissione in atmosfera.

FANUC ha presentato a K 2025 la nuova serie di presse a iniezione ROBOSHOT SC. Con il loro design compatto ed evoluto, le nuove presse promettono cicli più rapidi, maggiore versatilità e consumi energetici ridotti, rispondendo alle esigenze di stampatori e produttori di pezzi e componenti in plastica. La nuova gamma ROBOSHOT SC mantiene l’ingombro ridotto dei modelli precedenti, ma consente l’impiego di stampi più grandi e complessi. Tra le principali novità: una gamma più ampia di diametri vite, forza di chiusura più elevata, corsa di apertura/chiusura estesa, piastre porta-stampo di dimensioni maggiori e maggiore distanza tra le colonne. Anche l’area attorno all’estrattore è stata ottimizzata per semplificare le operazioni di montaggio e smontaggio degli stampi. “Con la serie ROBOSHOT SC abbiamo coniugato potenza, velocità ed efficienza in un formato compatto. È la risposta concreta alla richiesta di produttività e sostenibilità che arriva dal mercato”, dichiara Cristian Bosi, Managing Director di FANUC Italia. Il nuovo modello ROBOSHOT S350C (350T), pensato in particolare per il settore del packaging, riduce i tempi di apertura/chiusura stampo di quasi un secondo rispetto alla generazione precedente, con un risparmio di tempo fino al 40% in applicazioni specifiche. Miglioramenti sono stati introdotti anche nella gestione dell’estrattore, aumentando ulteriormente la resa oraria. La sostenibilità è un altro punto chiave: un nuovo monitor energetico per la plastificazione permette di ottimizzare i consumi, mentre la funzione di eco-regolazione della temperatura riduce ulteriormente l’impatto energetico. In più, debutta un software di intelligenza artificiale capace di supportare la diagnostica e l’efficienza dei processi.
ACOPOS P3 è il servoazionamento con la più alta densità di potenza mai realizzato da B&R, grazie all’aumento della gamma di potenza fino al 60% e ad una potenza di calcolo otto volte superiore pur mantenendo le stesse dimensioni. Il drive è stato progettato per i costruttori di macchine (OEM) attivi nei settori plastica, stampa, carta, tessile e metallo. La gamma offre consumi energetici ottimizzati, funzioni intelligenti integrate e soluzioni di cablaggio semplificate, facilitando la progettazione di macchine ad alte prestazioni in spazi ridotti. Questo consente agli OEM di ottenere un vantaggio competitivo concreto, grazie a cicli produttivi più rapidi e risultati qualitativi superiori.
L’ampliamento della gamma ACOPOS P3 introduce sette nuovi dispositivi, con varianti a singolo e doppio asse da 32 a 80 kW. Il modulo a doppio asse raddoppia la densità di potenza rispetto alle versioni precedenti, offrendo maggiore flessibilità, funzionalità e scalabilità per le diverse
esigenze applicative. L’incremento della potenza di calcolo migliora la reattività del sistema, con un tempo di ciclo di soli 50 µs per il controllo di posizione e velocità. Le funzioni intelligenti possono essere eseguite direttamente all’interno del servoazionamento, che opera in modo autonomo, senza subire ritardi dovuti alla comunicazione di rete o alle prestazioni del PLC. Questo si traduce in una maggiore efficienza operativa e in una qualità costante del prodotto finito.
Il sistema di ventilazione, completamente riprogettato, insieme ai circuiti stampati con rivestimento protettivo, garantisce la robustezza del drive anche in ambienti difficili, convogliando polvere e particelle lontano dai componenti sensibili. Il monitoraggio termico, affidato a 17 sensori integrati, permette al sistema di operare in sicurezza ai limiti delle sue prestazioni, evitando sovradimensionamenti e contribuendo alla riduzione dei costi.

“L’automazione che si adatta ai tuoi gusti” è stato il motto Keba a K 2025.La proposta dell’azienda si è concentrata su soluzioni olistiche, digitalizzazione e AI.
Kemro X è una piattaforma modulare che integra perfettamente hardware, software e servizi, in un’architettura dall’approccio olistico. Grazie alle sue interfacce aperte, Kemro X è ideale per soluzioni personalizzate nello stampaggio a iniezione, estrusione, soffiaggio, termoformatura, recycling e imballaggio.
Arricchita da un framework AI integrato, librerie per la tecnologia delle materie plastiche, servizi digitali e strumenti di sviluppo completi, questa piattaforma offre la massima flessibilità e apre nuove opportunità per i costruttori di macchine, che possono progettare soluzioni di automazione più efficienti e sostenibili.
La serie KePlast i è da tempo sinonimo di comprovata esperienza per soluzioni “chiavi in mano” nello stampaggio a iniezione. In occasione di K 2025, KEBA presenterà la gamma completa: il sistema di fascia alta i8000 con pannello attivo, il potente tuttofare KePlast i3000 con tecnologia multitouch e la novità KePlast i1200, che inaugura una nuova era di sistemi di controllo economicamente vantaggiosi.
KePlast i1200 combina un controllo ad alte prestazioni con tecnologia ARM e un pannello HMI di alta qualità dal look & feel moderno. “Questa tecnologia di controllo è la prima del suo genere in KEBA, apre nuove possibilità e stabilisce nuovi parametri di riferimento nel tempo di reazione,” spiega Günther Weilguny, responsabile di Automation Plastics. Un’altra innovazione è l’opzionale KeWheel OP-Knob, un’innovativa manopola di controllo rotativa integrata nel pannello operatore.
La presentazione avverrà in diretta dallo stand B51 – Pad. 12 dove verranno anche condivisi ulteriori approfondimenti sul canale LinkedIn KEBA Industrial Automation e sul sito web.
KePlast Smart Functions estende la tecnologia KEBA di controllo e azionamento con funzionalità software intelligenti che creano valore


aggiunto in tutte le applicazioni per la plastica. Funzioni come Pressure Closed-Loop, Fast Reaction Control, Torque Control, Position Balance e la rapida comunicazione incrociata tramite EtherCAT garantiscono i massimi livelli di precisione, stabilità ed efficienza.
Per le macchine a iniezione, KEBA offre anche assistenti smart come Dynamic Pump, KePlast Smart Inject, Automatic Ramp Calibration, Smart Movement e Toggle Lever. Questi assistenti permettono una rapida impostazione, movimenti precisi, qualità costante dei pezzi e massima riproducibilità, rendendo i processi ancora più efficienti, flessibili e sostenibili.
Si tratta di una vasta gamma di tecnologie di azionamento KeDrive a risparmio energetico per macchine a iniezione elettriche e ibride, per applicazioni altamente dinamiche fino a 120 kW e 630 A di corrente di picco. I motori sincroni KeDrive DMS2 garantiscono precisione, dinamica e un dimensionamento ottimale.
I sistemi Regenerative Energy Manager e il CbM riducono i costi energetici e prevengono costosi tempi di inattività.
Inoltre, l’innovativo KeDrive Online Configurator, consente di selezionare rapidamente e facilmente azionamenti, motori e accessori.
L’AI è integrata in tutta l’offerta KEBA, dall’hardware al software, fino ai tool di progettazione avanzati. Con l’AI Extension Module AE 550, le applicazioni di AI industriale possono ora essere eseguite direttamente sulle macchine.
Nel Makerspace, i visitatori potranno vedere dal vivo come i flussi di lavoro basati sull’intelligenza artificiale, la simulazione, i Digital Twin, la visualizzazione HTML5 e il nuovo servizio di diagnostica, interagiscono per consentire un’analisi efficiente nei vari casi di assistenza.
PACSystems™ RX3i CPS400 è il nuovo controllore per la sicurezza che Emerson ha progettato per consentire l’adozione di strategie SIL2 (livello di sicurezza 2) per infrastrutture, presenza di fiamme e gas, sistemi di gestione dei bruciatori e altri sistemi di arresto di emergenza. PACSystems è una soluzione compatta e a prestazioni elevate, con misure di sicurezza robuste e un’architettura scalabile con 2.000 punti di I/O disponibili, ideale per progetti complessi e requisiti in continua evoluzione.
Con il progressivo aumento della complessità dell’automazione dei progetti e il sempre più massiccio ricorso ai dati, OEM e System Integrator necessitano di una gamma di prodotti hardware e software più potenti che garantiscano la conformità a standard e normative a tutela dei lavoratori, sia integrati nelle singole apparecchiature che distribuiti su processi molto più ampi. La notevole capacità di memoria di 64 megabyte e l’architettura digitale scalabile consentono al controllore di sicurezza di Emerson di supportare una vasta gamma di applicazioni mission-critical. Grazie ai protocolli di comunicazione industriali integrati, inclusi OPC UA, Ethernet Global Data (EGD) e Modbus TCP, il controllore RX3i CPS400 è pronto per la connessione peer-to-peer e con host di livello superiore, garantendo una visibilità operativa completa. PACSystems è una soluzione secureby-design che incorpora Secure Boot® e lo standard Trusted Platform Module (TPM), per offrire un›integrità dei dati rigorosa e la protezione contro potenziali minacce. I blocchi funzione e i modelli preconfigurati con certificazione di sicurezza semplificano la certifica-

zione complessiva del sistema in conformità allo standard IEC 61511. Disponibile in configurazioni di controllo semplici o ridondanti, il controllore RX3i CPS400 può gestire tutta la messaggistica relativa ai dati di sicurezza con comunicazioni duplex utilizzando il principio del canale nero su EGD, consentendo una connettività standardizzata e affidabile con il sistema di I/O PACSystems VersaMax™ SafetyNet di Emerson. La piattaforma è certificata per la sicurezza secondo lo standard IEC 61508 e offre una soluzione SIL2 semplificata, che aiuta i progettisti a costruire schemi di protezione appropriati.
Gli sviluppatori possono configurare il nuovo controllore con gli strumenti software noti già utilizzati per i controllori logici programmabili (PLC), le interfacce operatore e altri elementi di automazione, vale a dire l’ambiente di sviluppo PAC Machine Edition di Emerson. Grazie alla sua natura di catena di strumenti unificata con un’interfaccia intuitiva, la suite PAC Machine Edition semplifica il lavoro di sviluppo per consentire agli utenti di creare facilmente soluzioni complete e integrate di automazione, visualizzazione e sicurezza, velocizzando così gli avviamenti e ottimizzando l’efficienza operativa.
“Con l’aggiunta del controllore di sicurezza PACSystems RX3i CPS400 al nostro ampio portafoglio di prodotti per la sicurezza possiamo fornire agli utenti tutti gli strumenti necessari per creare sistemi di sicurezza conformi, facili da sviluppare e integrare in soluzioni di automazione più sofisticate”, ha affermato Daniel Smith, Senior Product Manager per il business Discrete Automation di Emerson.
ROHDE & SCHWARZ
Grazie a una nuova partnership strategica con Rohde & Schwarz, Securitas si pone all’avanguardia nella sicurezza fisica per il settore in rapida crescita dei data center, integrando la tecnologia di screening delle persone a onde millimetriche per rilevare le potenziali minacce.
Con l’aumentare della domanda di infrastrutture digitali sempre attive, cresce anche la domanda di sistemi di sicurezza fisica sufficientemente robusti che siano in grado di proteggere efficacemente da minacce interne, furti di dati, sabotaggi e altri rischi.
Securitas, azienda specializzata in soluzioni di sicurezza intelligenti con soluzioni tecnologiche e competenze specifiche apprezzate a livello mondiale, ha formalizzato una partnership strategica con Rohde & Schwarz, leader nella tecnologia di screening a onde millimetriche basata sull’intelligenza artificiale. Questa collaborazione a lungo termine stabilisce un nuovo standard per la sicurezza dei data center, offrendo maggiore precisione, privacy e agilità agli ambienti più critici e ad alto rischio del mondo. Al centro di questa partnership strategica vi è la tecnologia di screening di Rohde & Schwarz, che Securitas integrerà nella sua offerta di sicurezza multilivello per data center, introducendo un processo di screening senza contatto, sicuro e accurato.
“Questo è un perfetto esempio di come la tecnologia rafforzi, anziché sostituire, le competenze umane”, afferma Milton Plet, SVP e Head of Global Clients Data Center Group di Securitas. “I nostri agenti sono ancora al centro della soluzione, ma sono supportati da informazioni in tempo reale che consentono loro di prendere decisioni ancora migliori per proteggere le risorse dei nostri clienti”.
I Quick Personnel Security Scanner (QPS) di Rohde & Schwarz sono apprezzati dalle agenzie governative e dalle organizzazioni ad alta sicurezza di tutto il mondo, in quanto garantiscono un rilevamento delle minacce in tempo reale specifico per un determinato settore applicativo, migliorando significativamente la produttività e ottimizzando il flusso operativo. Ottimizzando il ruolo degli agenti in loco nel processo di screening manuale, lo scanner QPS permette di adottare un modello di gestione del personale più efficiente, consentendo agli agenti remoti di monitorare e rispondere in tempo reale alle necessità del momento, garantendo un processo di ingresso più sicuro, veloce ed economico. Basato sulla tecnologia a onde millimetriche e sull’intelligenza artificiale, lo scanner QPS utilizza algoritmi per identificare le anomalie e supporta gli addetti alla sicurezza nel processo decisionale in tempo reale.

“La partnership strategica con Securitas ci consente di introdurre i nostri scanner di sicurezza, precedentemente riservati ai governi, anche nei data center, dove adattabilità, coerenza e precisione sono fondamentali”, afferma Andreas Haegele, VP Microwave Imaging di Rohde & Schwarz. “ Insieme stiamo fornendo una soluzione personalizzata e a prova di futuro che si adatta all´evoluzione sia delle esigenze dei clienti che delle tipologie di minacce da affrontare”.
Fornendo informazioni utili, come il monitoraggio del tasso di allarmi e l’ottimizzazione dei flussi, lo scanner QPS consente di ottenere una maggiore continuità operativa, la conformità normativa e un’esperienza utente finale più fluida anche negli ambienti più delicati.
“Questa partnership rispecchia il nostro impegno comune verso l’innovazione e le soluzioni focalizzate sulle necessità specifiche sul cliente”, afferma Nelson Barreto, vicepresidente senior, Global Clients di Securitas Technology. “Combinando la nostra esperienza nella sicurezza elettronica con i nostri servizi di protezione e la nostra presenza globale, stiamo offrendo un approccio più intelligente e adattabile alla sicurezza dei data center, indipendentemente dalla loro ubicazione”.
Con oltre 90 anni di esperienza nel rendere il mondo un posto più sicuro, Securitas, attraverso i suoi servizi integrati e la sua tecnologia, continua a essere all’avanguardia nella fornitura di soluzioni di sicurezza intelligenti e scalabili per le infrastrutture più critiche del mondo.

Nell’industria alimentare, delle bevande e dell’imballaggio, lo spazio disponibile per i sistemi di trasporto è tipicamente limitato. Un produttore di macchine svedese ha sfruttato i vantaggi della tecnologia di azionamento di NORD DRIVESYSTEMS per realizzare una soluzione dal design compatto che utilizza un numero ridotto di varianti di azionamento per i trasportatori a catena.
NORD vanta una conoscenza approfondita e una solida esperienza applicativa in oltre 100 settori industriali. In qualità di fornitore globale di sistemi, l´azienda propone soluzioni di azionamento sostenibili e su misura per tutte le fasi del processo di imballaggio. Fredriksons, produttore di sistemi di trasporto per l´industria alimentare e delle bevande, trae vantaggio non solo dal design salvaspazio, dai diversi livelli di velocità e dall´interfaccia Ethernet multiprotocollo integrata degli azionamenti NORD, ma anche dalla possibilità di ridurre il numero di varianti, sia nelle soluzioni decentralizzate che in quelle installate negli armadi elettrici. La resistenza degli azionamenti NORD a temperature fino a -30 °C li rende particolarmente indicati per le applicazioni nel settore del congelamento. Inverter ad alta tecnologia per linee di produzione moderne
I trasportatori a catena di Fredriksons , impiegati nel confeziona-
mento alimentare, utilizzano motori asincroni IE3 di NORD abbinati a un riduttore ad assi ortogonali NORDBLOC.1® e all´inverter di frequenza NORDAC ON. Gli inverter decentralizzati rappresentano una soluzione estremamente vantaggiosa per le linee di produzione moderne: coprono una gamma di potenza da 0,37 a 3,7 kW e si distinguono per la facilità d´uso grazie alla tecnologia plug-in, alle funzionalità plug-and-play per l´avviamento rapido, alla bassa necessità di manutenzione e all´elevata affidabilità operativa. Tra le caratteristiche più rilevanti si segnalano il PLC integrato e l´interfaccia Ethernet multiprotocollo, che consente la configurazione semplificata dei protocolli PROFINET, EtherNet/IP ed EtherCAT tramite parametri. Oltre alle funzioni di sicurezza STO e SS1 già disponibili, NORDAC ON offrirà presto ulteriori funzionalità di sicurezza avanzata come SLS, SMS e SSM. Per le applicazioni stand-alone, Fredriksons impiega il convertitore di frequenza NORDAC PRO SK 500P, una soluzione versatile in formato libro, adatta a un´ampia gamma di applicazioni di azionamento. Disponibile in diverse versioni con potenze da 0,25 a 22 kW, il dispositivo si distingue per l´elevata capacità di sovraccarico. A breve sarà disponibile anche una variante potenziata fino a 160 kW, ampliando ulteriormente il campo d´impiego.
n.5 Settembre 2025 www.meccanica-automazione.com
Redazione Direttore Responsabile
Giorgio Albonetti
Coordinamento Editoriale Area Industry
Marco Tenaglia –marco.tenaglia@quine.it – cel. 3298490024
Direttore tecnico
Chiara Tagliaferri
Segreteria di Redazione
Cristina Gualdoni cristina.gualdoni@quine.it – cel. 3477623887
Hanno collaborato a questo numero
Elena Fenili, Samuel Nazzareno Monaco, Patrizia Ricci, Eleonora Segafredo, Fabio Chiavieri
Pubblicità
Costantino Cialfi | Direttore Commerciale c.cialfi@lswr.it - tel. +39 3466705086
Elena Genitoni | Ufficio Traffico e.genitoni@lswr.it – tel. 0289293962
Servizio abbonamenti abbonamenti.quine@lswr.it
Abbonamento annuale € 49,99
Costo copia singola € 7,07 (presso l’editore)
Produzione Antonio Iovene | Procurement Specialist a.iovene@lswr.it | Cell. 349.1811231
Grafica e Fotolito: Fabio Castiglioni
Stampa: Stampa Galli & C – Varese
Registrazione del Tribunale di Milano n. 653 del 21.09.2005.
Iscrizione al R.O.C. n. 12191 del 29/10/2005 Tutti gli articoli pubblicati su m&a meccanica &automazione sono redatti sotto la responsabilità degli Autori. La pubblicazione o la ristampa degli articoli deve essere autorizzata per iscritto dall’Editore. Ai sensi dell’art. 13 del D.Lgs. 196/03, dati di tutti i lettori saranno trattati sia manualmente sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dall’art. 11 D.Lgs. 196/03. I dati potrebbero essere comunicati a soggetti con i quali Quine S.r.l. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine S.r.l. - via Spadolini, 7 - 20141 Milano Tel +39 02 864105 Fax +39 02 72016740, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui all’art. 7 D.Lgs. 196/03.
Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. I dati potranno essere comunicati a soggetti con i quali Edra S.p.A. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Edra S.p.A., Via G. Spadolini 7 - 20141 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR.
Testata associata



Il mandrino motori ato brevettato con foro passante
HWR ha risposto allo sviluppo delle moderne macchine utensili sviluppando INOFlex , il mandrino flessibile a griffe. ®
INOFlex consente il serraggio concentrico compensato di componenti rotondi, cubici e geometricamente irregolari, assicurando ripetibilit e concentricit . ® APPLICAZIONE
Per pezzi sensibili alla deformazione
Per serraggio a centro aperto o centro aperto parziale
Serraggio interno ed esterno

I prodotti HWR sono distribuiti in esclusiva per l’Italia da

CARATTERISTICHE TECNICHE
Serraggio concentrico compensato Controllo della corsa di serraggio
Mandrino con foro passante

